射芯机射砂机构设计
冷芯盒射芯机射砂系统的改进和应用
o F l 1 中国铸造装备与技术 4 2 1 广 /02
Eum nTcnly 备技 术 qi eteho g 装 p o
一
种新 型 供 砂 装 置
胡长 青 ,季利 群 043 1 0 2)
( 内蒙古第 一机 械制造 集 团公 司 , 内蒙古包 头市
摘要 : 在使 用树 脂砂 造 型工 艺 的生产 中, 常遇 到 一些铸 件 的造 型工 艺要 求 面砂使 用 新砂 , 经 中间填 充层 和 外层 背砂使 用 混合砂 或再 生砂 的造 型工 艺。 通过 对单 一模 式供砂 方 式 改进
场 的认可 , 被广泛应用 于缸体 、 缸盖 、 曲轴箱 、 传动
箱 等铸 件 的生 产 。 目前 , 大部 分 冷芯 盒 射 芯机 均含
射砂筒 ( 射筒 内衬 )其制作材料和使用寿命 以及清 , 理 工作 约束 了不少设 备使 用者 。本 文就 针对这 些 问
题 ,以较高 市场 占有率 的某公 司 ML系列 和 某公 司 L F系列冷 芯盒 射芯机 作为 改进 和试用 的对 象 。
表 1 改进前后使用情况对 比
改 进 前 改 进 后
3
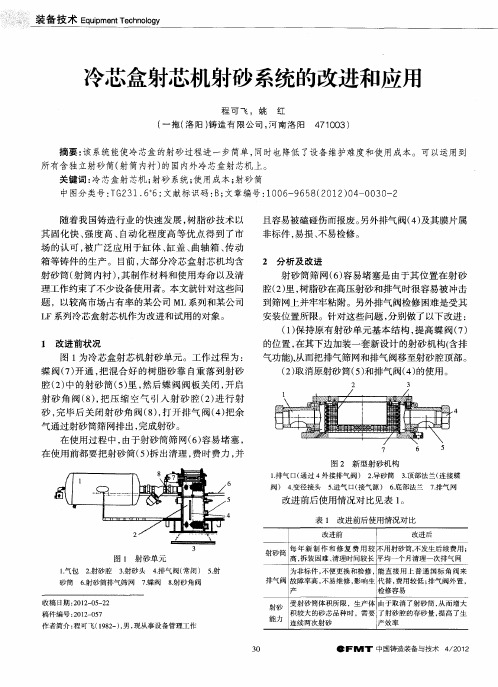
图 1 射砂单元
1 . 气包 砂筒 2 . 腔 3 射砂 . 射砂头 4 . 阀( 闭) 5 排气 常 . 射 8 . 射砂角 阀 6 砂筒排气筛 网 7 . 射 . 蝶阀
射砂筒 年 新 制作 和 修 复 费用 较 每 不用射砂筒, 不发生后续费用 ; 高, 拆装 困难 、 清理时间较长 平均一个月清理一次排气 网 为非标件 , 不便更换 和检 修 , 能直接用 上普 通 国标 角 阀来 排气阀 障率高 , 易维修 , 故 不 影响生 代替 , 费用 较低 ; 排气阀外置 ,
Z8040射芯机制作气缸体凸轮室砂芯热芯盒的优化设计

在生产实践 中,有的公司的工艺人员及模具设
计 工程 师对 该类 气缸 体 凸轮 室砂 芯热 芯 盒 的设计 认
识不充分 , 出现了图 1 所示的不良方案。 1 图 所示热
o F M T 中国铸造装案 的不 足之 处 是芯 盒 内腔 的空气 难 以 充 分地 排 除 ,从 而使 该类 砂 芯在 热 芯盒 制作 方 式 下较 难 获 得上 下表 面质 量均 较 高 的砂芯 ; 外 , 另 由于 制作
对 于 凸 轮 室 砂 芯 在 Z 00射 芯 机 上 用 热 芯 盒 工 84
艺 制作 ,较 多 的工 厂 采 用 的
是 酚醛 树 脂 覆 膜砂 ,少 数 工
厂则采用 的是 呋喃树脂 砂 。 图 2 84 Z 00热芯盒制芯机制作六缸气缸体凸轮室 砂芯主要芯头朝上的结构方案 1 . 底框 2 . 下顶板 3 . 下顶杆压板 4 . 杆 5 下顶 . 向杆 6 顶芯杆 7 下导 . 下 . 下盒体 8 . 上盒体 9 . 上 对于后者因其制作 的砂芯质 量不够理想 , 此处不作介绍 ; 顶芯板
而对 于 前者 , 产 实践 表 明 , 生
螺钉
1. 向杆 O 上导 1 . 芯杆 1 上顶 l. 2 大芯头 l. 3 射砂 V衬套 I l. 4 衬套 l. 5 同步顶杆 l. 6限位
l. 7 挡砂帽 l. 8 水管接 头 1. 9水冷射板
2 . 芯块 4侧抽
2. 0 射砂嘴
2. 开盒机构 1 侧
合 理 之 处 。 故 笔 者 在 此 以
Z 0 0射 芯 机 用 酚 醛 树 脂 覆 84
1 . 底框 顶 芯板 2下顶板 . l. 7 挡砂板
"
加
"
加
图 1 Z 0 0热芯盒制芯机制作六缸气缸体凸轮室砂芯主要芯头朝下的结构方案 84
射芯机的结构及工作原理

压紧装置上,射砂筒由行走气缸驱动, 沿导轨往复运动完成加砂和射砂以及顶 件动作,射砂时间可在0~20秒范围内调 整,配有定量加
砂机构,可实现用掉多少砂加入多少砂, 射砂筒的下端是导流段,装有射板,射 砂时与模具接触,模具机动模架由导柱、导套组件、动 模板和气缸组成,装置在机座上,动模 板在气缸的驱动下完成合模和开模动作。 射砂筒部件安装
射芯机的结构及工作原理
zso123
焊接而成,并经消除应力处置,确保尺 寸稳定不变形,具有足够的刚度和强度, 机身由机座、立柱、横梁部件三部分组 成。射芯机射砂压
紧装置为气压驱动,射砂压紧装置由气 缸、压头等组成。通过压紧气缸将压头 压在射砂筒上并与模具紧贴进行射砂, 射砂与排气口安装在
在横梁的导轨上,行走气缸的驱动下沿 导轨往复运动,完成射砂和顶件动作。 射芯机砂斗是一个金属筒体,装置在机 器的顶部,用于贮存
射芯机射砂机构设计

铸造设备课程设计说明书设计题目285kg射芯机射砂机构设计学院材料科学与工程年级2009级专业材料成型及控制工程学生姓名学号指导教师教授目录1 前言 (2)1.1本设计的目的、意义 (2)1.1.1 本设计的目的 (2)1.1.2 本设计的意义 (2)1.2本设计的技术要求 (2)1.3本课题的发展现状 (2)1.4本领域存在的问题 (3)1.5本设计的指导思想 (3)1.6本设计拟解决的关键问题 (4)2 设计方案 (5)2.1射芯机构的具体工作过程 (5)2.2射芯机种类的选择 (5)2.2.1 热芯盒和冷芯盒的选择 (5)2.2.2垂直水平分型造型机的确定 (6)3 设计说明 (8)射砂机构主要参数确定 (8)3.1 射砂筒的直径和容积 (8)3.2 射砂阀 (8)3.3 进气缝隙尺寸 (9)3.4贮气装置 (10)4 结论 (11)参考文献 (12)附录A (1)1前言1.1本设计的目的、意义1.1.1本设计的目的通过对射芯机的核心部位射砂机构的设计,从而促使我们对现有的传统铸造机械化设备进行设计与改造,以及通过具体设计过程的方案定制、参数计算和设计出图的主要流程,促使我们真正掌握对这一具体设备的整体设计思路,熟悉掌握设计流程、独立完成设备设计的目的。
1.1.2本设计的意义通过对射芯机构的设计,从中更深入的了解设备的运转原理,为以后的铸造设备的改良创新打下良好的基础。
从而提高产品的质量和生产率,为铸造行业营造一个良好的环境。
众所周知铸造行业劳动条件非常恶劣,对环境的危害也比较大。
铸造设备的创新在很大程度上推动了国内铸造产业向绿色铸造的发展。
未来,国内绿色铸造将指日可待。
1.2本设计的技术要求设计一台能够射砂量达285kg的射芯机的射砂机构,幷且满足砂芯的一般要求。
1.3本课题的发展现状现在射芯机广泛应用于铸造行业中,用射芯机制造的型芯尺寸精确,表面光洁。
射芯机近年来应用比较广泛,由于使用射芯机造型不但可以省去高额的造型工工资,因为是多箱叠放浇注还能减少浇冒口的浪费,浇注后的覆膜砂溃散性很好,利于清砂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造设备课程设计说明书设计题目285kg射芯机射砂机构设计学院材料科学与工程年级2009级专业材料成型及控制工程学生姓名学号指导教师教授目录1 前言 (2)1.1本设计的目的、意义 (2)1.1.1 本设计的目的 (2)1.1.2 本设计的意义 (2)1.2本设计的技术要求 (2)1.3本课题的发展现状 (2)1.4本领域存在的问题 (3)1.5本设计的指导思想 (3)1.6本设计拟解决的关键问题 (4)2 设计方案 (5)2.1射芯机构的具体工作过程 (5)2.2射芯机种类的选择 (5)2.2.1 热芯盒和冷芯盒的选择 (5)2.2.2垂直水平分型造型机的确定 (6)3 设计说明 (8)射砂机构主要参数确定 (8)3.1 射砂筒的直径和容积 (8)3.2 射砂阀 (8)3.3 进气缝隙尺寸 (9)3.4贮气装置 (10)4 结论 (11)参考文献 (12)附录A (1)1前言1.1本设计的目的、意义1.1.1本设计的目的通过对射芯机的核心部位射砂机构的设计,从而促使我们对现有的传统铸造机械化设备进行设计与改造,以及通过具体设计过程的方案定制、参数计算和设计出图的主要流程,促使我们真正掌握对这一具体设备的整体设计思路,熟悉掌握设计流程、独立完成设备设计的目的。
1.1.2本设计的意义通过对射芯机构的设计,从中更深入的了解设备的运转原理,为以后的铸造设备的改良创新打下良好的基础。
从而提高产品的质量和生产率,为铸造行业营造一个良好的环境。
众所周知铸造行业劳动条件非常恶劣,对环境的危害也比较大。
铸造设备的创新在很大程度上推动了国内铸造产业向绿色铸造的发展。
未来,国内绿色铸造将指日可待。
1.2本设计的技术要求设计一台能够射砂量达285kg的射芯机的射砂机构,幷且满足砂芯的一般要求。
1.3本课题的发展现状现在射芯机广泛应用于铸造行业中,用射芯机制造的型芯尺寸精确,表面光洁。
射芯机近年来应用比较广泛,由于使用射芯机造型不但可以省去高额的造型工工资,因为是多箱叠放浇注还能减少浇冒口的浪费,浇注后的覆膜砂溃散性很好,利于清砂。
射芯机生产效率高,砂型尺寸精确,可适当减少加工量。
操作简便,铸件成品率高。
更多铸造厂更青睐于使用射芯机造型。
射芯机由于应用方便,劳动量小,生产率高,成本低,砂芯尺寸精度提髙,砂芯表面光洁,硬度均匀,抗金屈液渗透性强,铸件废品率降低。
劳动强度低,便于机械化和自动化。
被大量铸造厂应用,前景非常好。
1.4本领域存在的问题射芯机迄今还存在一些尚待解决的问题1.制芯材料本身成本较高,如目前用得较广的呋喃T型树脂砂,单价比合脂砂高得多。
2.工装费用比较大,制造周期长。
3.电能消耗大,而且增加了车间的温度。
4.射芯机射好芯子后加热硬化时,会产生严重的刺激性气味。
1.5本设计的指导思想1. 初始条件;a. 原始参数,即射砂质量(由老师给定);b. 熟悉射芯机构的具体工作过程;2. 设计内容及结构方案分析;a. 射砂腔及射砂筒的设计;b. 射砂阀及快速排气阀设计;c. 贮气装置设计(又称气包或贮气罐);d. 射砂头设计;3. 结构设计及尺寸计算;4. 技术经济指标及其先进性分析;设备设计为了更好的了解射芯机的工作原理,为实践打下良好的基础。
1.6本设计拟解决的关键问题本节应该使用带括号的序号表示分项内容。
(1)设计思路设计射砂量达285kg的射芯机,射芯机的射砂机构得足够大,工作时间长的特点。
(2)原理分析射芯机工作原理是将以液态或固态热固性树脂为粘结剂的芯砂混合料射入加热后的芯盒内,砂芯在芯盒内预热很快硬化到一定厚度(约为5~10 mm) 将之取出,形成表面光滑、尺寸精确的优质砂芯成品。
2设计方案2.1射芯机构的具体工作过程射砂机构是射芯机或射压造型机的一个基本部件,它由闸板,射砂腔,射砂筒,射砂阀,快速排气阀,射头及贮气缸等部分组成。
射砂前,闸板气缸前伸,打开加砂口。
芯砂贮在机器上面的砂斗中,用振动给料器或带式输送机通过闸板上的加砂口送入射砂筒。
装至预定量后,关闭闸板。
把准备好的芯盒,紧压在射砂头的射孔下面,同时在闸板密封圈下,通入压缩空气,使闸板密封后,才进行射砂。
射砂时,打开进气阀,压缩空气由贮气包经过进气阀,进入射砂腔,通过射砂筒顶部以及射砂筒壁上的缝隙迅速进入射砂筒,进行射砂。
射砂在很短的时间内完成,立即关闭进气阀,紧接着打开快速排气阀,,讲射砂腔内残留的压缩空气排出。
然后,才能使芯盒下降和将闸板打开。
2.2射芯机种类的选择2.2.1 热芯盒和冷芯盒的选择射芯机是采用覆膜砂制芯,适用于热芯盒和冷芯盒两种。
射芯机的特点是应用两根导柱,开合模垂直分型,同时安装两副不同的模具,中间固定架可以双面安装定模,左右开合模(相当于双模架)。
射芯机广泛应用于铸造行业中,用射芯机制造的型芯尺寸精确,表面光洁。
射芯机工作原理是将以液态或固态热固性树脂为粘结剂的芯砂混合料射入加热后的芯盒内,砂芯在芯盒内预热很快硬化到一定厚度(约为5~10 mm) 将之取出,形成表面光滑、尺寸精确的优质砂芯成品。
热芯盒射砂机利用机体空腔做贮气包,应用了一种由气缸推动的射砂阀,能使射砂阀快速动作,达到射砂筒快速进气的要求。
主柱和机架都是空心结构,目的在于增大贮气包的容积和保证机体的刚性。
机体的刚性必须高,以避免射砂时射砂机构受力变形上抬,造成芯盒密封不严而产生喷砂现象。
但热芯盒射砂机主要用于制造质不超过12kg,芯盒截面积不超过400mm×400mm的实心的或中空的热固性砂芯。
图1冷芯盒射砂机大多采用气体硬化法,亦即用树脂砂射芯后,通以气体(三乙胺,SO2,CO2)使砂芯硬化,这是射芯机基本上可以应用通常的射砂机构。
由于采用了具有上述结构的三乙胺冷芯盒射芯机,其合模精度很高,运动平稳,生产效率高,节省成本,延长模具寿命,使得砂芯尺寸精确,降低铸件废品率等根据本设计所要造型的芯的质量较大,精度要求不高,较高的生产率等特点,选用冷芯盒射砂机2.2.2垂直水平分型造型机的确定常用的有垂直分型无箱射压造型机和水平分型脱箱射压造型机。
垂直分型无箱射压造型机造型不用砂箱,型砂直接射入带有模板的造型室,所造砂型尺寸精度高,砂箱两面都有型腔,生产率高,但下芯困难,对型砂质量要求严格。
水平分型脱箱射压造型机利用砂箱进行造型,砂型造好后合型脱箱,下芯方便,生产率高。
垂直分型无箱射压造型机的特点,射压方法紧实砂型,所得型块紧实度高而均匀,型块的两面都有型腔铸型由两个型块间的型腔组成,分型面是垂直的,连续造出的型块互相推合,形成一个很长的行列。
一个型块即相当一个铸型,而射和压都是快速造型方法,具有生产率高、生产出的铸件尺寸精确,用砂节省、自动化程度高等许多优点,特别适用于无芯或少芯的中小铸件生产。
水平分型脱箱射压造型机的造型特点,由于上,下型都采用射砂造型,而且射砂方向垂直于模板,没有模样阴影区,所以砂型的紧实度比较均匀,而且下芯在机外进行,方便安全,因而具有一定的优越性,但它的射砂筒与压实液压缸的结构比较复杂,射砂耗气量大。
通过对本次设计的综合考虑,选用水平分型脱箱造型3 设计说明射砂机构主要参数确定3.1 射砂筒的直径和容积射砂筒的直径可以用下列公式确定;)()100~85(3mm G D =G ————所需的射砂量G=285kg ,带入得 D=(559~658)(mm )在设计中将射砂筒直径定为600(mm )根据经验公式,射砂筒的高度射射D )5.2~8.1(=H =(1.8~2.5)×600=(1080~1500)mm在设计中将射砂筒高度定为1200mm3.2 射砂阀射砂阀进气孔的直径F D 一般取F D F )5.0~2.0(==(0.2~0.5)×600=(120~300)mm式中 D ————射砂筒直径射芯机要求砂芯紧实度高,其射砂阀较大,,公式如下射砂阀截面积 F F F )5.0~2.0(==(0.2~0.5)×2.8×510=(5.6×410~1.4×510)F 为射砂筒的截面积射孔大小射孔不能过小,当射孔直径k d <0.2D 是,射砂出现波动现象,砂芯的紧实度下降。
射孔大,砂射出阻力相对地较小,易于射出。
但当射孔直径k d >0.5D 时,在增大射孔,对紧实度增大作用不明显,因而可取D d k )5.0~2.0(==(120~300)mm本次设计中射孔大小取200mm3.3 进气缝隙尺寸对于射芯机,所得的砂芯紧实度尽量大一些,射砂能顺利进行,所以射芯机的射砂筒大都开有横缝和竖缝。
缝隙的大小和数量,可分别按下列值选取;缝隙占射砂筒的高度:上横缝隙占高度 横H =(0.4~0.6)D=(240~360)mm下竖缝隙占高度 竖H =(1.5~1.8)D= (900~1080) mm缝隙的宽度可取:横缝的宽度 横Δ=(0.6~0.8)mm竖缝的宽度 竖Δ=(0.3~0.5)mm在本次射芯机的设计中横缝的高度和宽度分别取300mm,0.7mm ,竖缝的高度和宽度分别取1000mm ,0.4mm.横缝的总截面积的确定横缝的总截面积 横F =(0.3~0.4)F F =(3×410~4×410)竖缝的总截面积 竖F =(0.8~1.2)F F =(8×410~1.2×510)工作条件不同,缝隙的大小对射砂的影响也不同,不能将竖缝一直开到最下面,这时竖缝必须要高出射孔200~250mm ,所占高度及总截面积要相应的小一些。
3.4 贮气装置为了保证射砂时,有足够的压缩空气进入射砂筒,需要有一个足够大的贮气装置,直接和射砂阀相连接。
贮气罐上下两端盖选用标准锅炉封头,其内径定为1000mm ,高度定为1200mm 。
实际容积:气V =π×(25.0-224.03.022+)×1.2=0.664(2m ) 通常 6~3V =射气V本次设计中气V =3.7射V =14.43m贮气罐筒壁厚的计算)(][2mm C PD s n +=φσ 式中 P ————设计压力,为安全起见取8×510(2m N)n D ————圆筒内径(mm )C ————壁厚附加量,C=21C C +(mm )1C ————钢板负偏差附加量,取0.5(mm )2C ————腐蚀裕量,取1(mm )φ————焊缝系数,取0.7; S=)15.0(7.01012002100010855++×××××=6.3(mm ) 所以选用8mm 钢板。
4结论通过此次课程设计,使我更加扎实的掌握了有关射芯机射砂机构方面的知识,在设计过程中虽然遇到了一些问题,但经过一次又一次的思考,一遍又一遍的检查终于找出了原因所在,也暴露出了前期我在这方面的知识欠缺和经验不足。