冲模典型结构
冲压模具的基本结构及工作原理
冲压模具的基本结构及工作原理冲压模具是冲压工艺中最关键的装备之一,它用于加工各种金属板材零件,具有结构简单、使用灵活、效率高等特点。
下面将详细介绍冲压模具的基本结构和工作原理。
一、冲压模具的基本结构1.上模座:上模座是支撑上模的主要部件,通常由上模板、上模座座块和上模座座架组成。
上模座上还设有工装传感器、液压缸和气动元件等。
2.下模座:下模座是支撑下模的主要部件,通常由下模板、下模座座块和下模座座架组成。
下模座上还设有工装传感器、液压缸和气动元件等。
3.顶针:顶针安装在上模座上,用于在冲压过程中形成凹槽、凸起等复杂形状的成形零件部位。
4.脱模装置:脱模装置是用来将冲压件从模具中顺利脱出的装置,常见的有弹簧式、气动式和液压式等。
5.导向装置:导向装置用于使模具上下有序地进行往复运动,保证成形零件的精度和模具的刚性。
常见的导向方式有滑块导向、直柱导向和斜柱导向等。
6.压紧装置:压紧装置用于使上下模座之间保持一定的压力,确保工件在冲压过程中的定位准确性。
7.护板:护板用于保护模具,防止模具在冲压过程中磨损或受到外力的损坏。
二、冲压模具的工作原理冲压模具是通过将金属板材装入上下模具之间,进行精确的冲击、剪切和形变等操作,将板材加工成所需形状的零件。
1.上模、下模闭合:在冲压加工前,上模和下模首先要闭合,使上下模具紧密接触,确保冲压过程中的精度和稳定性。
2.材料装夹:将待加工的金属板材置于下模上,并确保其位置准确。
3.冲击:冲击是冲压过程的核心步骤之一、通过冲压机的运动,上模快速下压,与下模座上的顶针相碰撞,对板材进行冲击,使其产生变形。
4.脱模:冲压完成后,要将零件从模具中脱出。
脱模装置可以通过弹簧、气动或液压的力量,将成形零件从模具中推出。
5.循环功能:冲压模具通常设有循环功能,即在上模闭合后,连续进行多次冲击,以提高生产效率。
6.定位准确性:模具上常设有导向装置,以保证上下模座的定位准确性。
冲压过程中,导向装置能够起到一定的阻尼作用,提高模具的刚性,保持零件的加工精度。
冲裁模的分类及典型结构

冲裁模的分类及典型结构
1.2 冲裁模的典型结构
导柱式落料模
1—上模座; 2—卸料弹簧; 3—卸料螺钉; 4、17—螺钉; 5—模柄; 6—防转销; 7—销; 8— 9—凸模固定板; 10—落料凸模; 11—卸料板; 12—落料凹模; 13—顶件板; 14— 15—顶杆; 16—托板; 18—固定挡料销; 19—导柱; 20—导套; 21—螺母; 22—橡皮
正装落料冲孔复合模
冲裁模的分类及典型结构
1.2 冲裁模的典型结构
2)倒装复合模
1—下模座; 2、14—垫板; 3—上模固定板;4—凸凹模; 5—卸料板;6—固定挡料销; 7、19—活动挡料销;8—推件块; 9—推销;10—推块;11—推杆; 12—模柄;13—上模座; 15—下模固定板; 16— 17—凸模; 18—弹簧
4
和聚氨酯冲模等
5 按凸、凹模的结构和布置方式可分为:整体模和镶拼模、正装模和倒装模
6 按自动化程度可分为:手动操作模、半自动模和自动模
冲裁模的分类及典型结构
1.2 冲裁模的典型结构
(1) 无导向敞开 式落料模
(2) 导板式落料
模
(3) 导柱式落料
模
1) 落料模
冲压工艺与模具设计
冲裁模的分类及典型结构
1.1 冲裁模的分类
1 按工序性质可分为:落料模、冲孔模、切断模、切口模、切边模和剖切模等
2 按工序组合方式可分为:单工序模、复合模和级进模
按上、下模的导向方式可分为:无导向的开式模和有导向的导板模、
3
导柱模和导筒模等
按凸、凹模的材料可分为:硬质合金冲模、钢皮冲模、锌基合金冲模
倒装落料冲孔复合模
冲裁模的分类及典型结构
新第二章冲裁模的典型结构三部分

2.10.3硬质合金块的固定
1.焊接固定法 这种方法操作方便,模具结构简单.
2.机械固定法(如图2.10.5) 此法牢固可靠,配合面的精度较高.
3.热套(或冷压)固定法 4.黏结固定法
a)、f)、h)、i )螺钉固定;b)、c)压板固定;d)斜面固定; e)冷鉚固定;g)销钉固定
图2.10.5 硬质合金的机械固定
为保证送料精度使条料紧靠一侧的导料板送进,可采用测压
装置(如图2.8.23)
2.8.5卸料与推件装置的设计
1.卸料零件 ⑴刚性卸料(如图2.8.24) ⑵弹性卸料(如图2.8.25)
2.推件和顶件装置 推件和顶件的目的是将制件从凹模中推出或顶出(如图
2.8.26)。 刚性推件装置(如图2.8.27) 弹性推件装置(如图2.8.28) 弹性顶件装置 (如图2.8.29)
1—顶件块;2—顶杆;3—支承板;4—橡胶块 图 2.8.29
2.8.6 标准模架及导向零件
按导柱在模架上的固定位置不同,导柱模架的基本形式有: 对角导柱模架、后侧导柱模架、中间导柱模架、四导柱模架。 按导柱导套导向方式的不同模架又分为:
滑动导向模架(如图2.8.30) 滚动导向模架(如图2.8.31) 滑动式导柱导套(图 2.8.32) 滚珠式导柱导套(图2.8.33 )
2.硬质合金的牌号与性能 一般硬质合金是以碳钨和碳化钛为基,以钴、镍或铁做
粘结剂,经烧结而成。
2.10.2硬质合金冲裁模的结构设计特点
1.排样要求 级进模中大部分采用侧刃定位,侧刃位置要适当 (图2.10.1)。 排样时应避免凸凹模单边工作,在不浪费材料的前提下,可
将交错排样改为并列排样,消除单边冲裁(如图2.10.2)。
(4)合理的选用精冲模具材料、热处理方法和模具零件 的加工工艺性;
冲压模具结构概论3847
冲压模
冲孔模
落料模 切边模
模成型
切破模
折弯模 抽引模 拉伸模 漲涨形模
其它模:
調整模 整形模
7
T
0.2
压筋线标准
材料
0.8~1.2
壓筋入子
压筋线目的保证角度稳定和外偏.高度在材料1\4. 宽度根据材料厚度而定保证强度最小0.2mm
8
模具设计规范
简单V成型模
特點: A.回弹 B.中性层位置内移 C.弯曲材料厚度变薄 D.材料长度增加
25
模具设计技巧
模具设计前增加在料带上打2根加强压线,确保后续生产顺畅.
26
模具设计技巧
卡废料工艺
更改前放大图:卡废料工艺 不对称,导致废料旋转产
生跳废料
更改后放大图:卡废料工 艺更改为对称避免废料
旋转预防跳废料.
27
模具设计技巧
改善前
凸包周围增加回压整形
改善后
28
产品表面旋切结构
通过脱料板行程采 用齿轮原理,将产品拉 深面切断,达到图纸要求.
十五:划伤:产品来料或生产过程中送料带擦花以及清洗过程中产品碰撞擦花严重不能接受的。
37
模具设计规范
模具间隙设计确认方法:
1.理论确定法(使用不便)
2.经验确定法: T:冲压原材料厚度.Z:单边间隙.
軟材:t<1mm t=1~3mm t=3~5mm
硬材: t<1mm t=1~3mm t=3~5mm
1
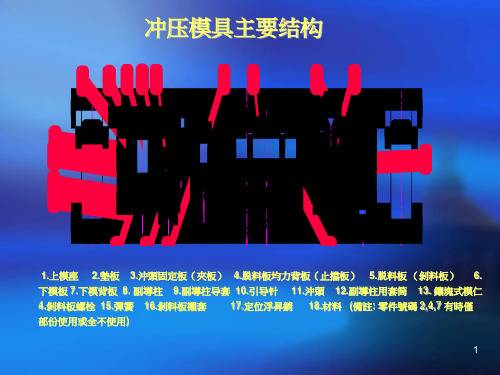
冲压模具组成结构
冷冲模一般有八块模板组成:上模座(TP)、上垫板(TBP)、 冲头固定板(PP)、脱料背板(SBP)、脱料板(SP)、模仁固 定板(DP)、下模垫板(DBP)、下模座(DS)。
新第二章冲裁模的典型结构三部分

卸料板
卸料板用于将冲裁件从凹 模中推出。
冲裁模的工作原理
凸模与凹模的配合
凸模和凹模在压力机的作用下相 互配合,形成冲裁件的形状和孔 或槽。
卸料与排样
冲裁完成后,卸料板将冲裁件从 凹模中推出,并通过排样机构将 废料排出。
冲裁模的设计原则
合理选择材料
根据冲裁件的材料和厚度, 选择适当的模具材料,以 保证模具的耐用性和使用 寿命。
应用
适用于冲裁、弯曲、拉伸等单一工序的冲压加工。
复合模
01
定义
复合模是指在冲压过程中,同时 完成两道或两道以上冲压工序的 模具。
02
03
特点
应用
结构复杂,制造成本高,适用于 大批量、复杂形状的冲压件生产。
适用于需要多道工序完成复杂形 状的冲压加工,如落料、拉伸、 切边等。
级进模
定义
级进模是指在冲压过程中,按顺序完 成多道冲压工序的模具。
感谢您的观看
耐腐蚀性
冲裁模材料应具备较好的耐腐蚀性,以适应 生产环境中的各种腐蚀因素。
导热性
良好的导热性能可以帮助模具快速散热,延 长使用寿命。
常用冲裁模材料
钢材
钢材是常用的冲裁模材料,其强度和耐磨性较好, 价格相对较低。
硬质合金
硬质合金具有高硬度、高耐磨性和良好的耐热性, 适用于高精度、高效率的冲裁加工。
钢结硬质合金
钢结硬质合金兼具钢材和硬质合金的优点,具有 更高的强度、韧性和耐磨性。
冲裁模材料的热处理
退火处理
退火处理可以消除材料内部的应力,提高材料的塑性和韧性。
淬火处理
淬火处理可以提高材料的硬度和耐磨性,使模具更加耐用。
回火处理
回火处理可以稳定材料的组织和性能,防止模具在使用过程中出现 开裂或变形。
(完整版)几种典型冲压模具结构
几种典型冲压模具结构设计的冷冲压模具的结构是否合理,是否好用,对能否生产出合格的工件,开发的新产品能否成功,是至关重要的一套模具,结构简单的不过几十个零部件组成。
但是,在刚开始设计时,是选何种模具结构形式,是选正装模具结构(即凹模安装在下模座上)呢?还是倒(反)装模具结构(即凸模安装在下模座上)?是选单工序模具结构呢?还是选复合模具结构?这是一个非常值得深入探讨的话题。
1何时选用正装模具结构(由于加精度要求不高,生产批量不大的工件,在很多生产企业都普遍存在。
故只讨论无导向装置的单工序模)1.1正装模具的结构特点正装模具的结构特点是凹模安装在下模座上。
故无论是工件的落料、冲孔,还是其它一些工序,工件或废料能非常方便的落入冲床工作台上的废料孔中。
因此在设计正装模具时,就不必考虑工件或废料的流向。
因而使设计出的模具结构非常简单,非常实用。
1.2正装模具结构的优点(1)因模具结构简单,可缩短模具制造周期,有利于新产品的研制与开发。
(2)使用及维修都较方便。
(3)安装与调整凸、凹模间隙较方便(相对倒装模具而言)。
(4)模具制造成本低,有利于提高企业的经济效益。
5)由于在整个拉伸过程中,始终存在着压边力,所以适用于非旋转体件的拉抻(参看五金科技,1997;6:42 〜44)。
1.3正装模具结构的缺点(1)由于工件或废料在凹模孔内的积聚,增加了凹模孔内的小组涨力。
因此凹必须增加壁厚,以提高强度。
(2)由于工件或废料在凹模孔内的积聚,所以在一般情况下,凹模刃口就必须要加工落料斜度。
在有些情况下,还要加工凹模刃口的反面孔(出料孔)。
因而即延长了模具的制作周期,又啬了模具的加工费用。
1.4正装模具结构的选用原则综上所述可知,我们在设计冲模时,应遵循的设计原则是:应优先选用正装模具结构。
只有在正装模具结构下能满足工件技术要求时,才可以考虑采用其它形式的模具结构。
2何时选用倒(反)装模具结构2.1倒装模具的结构特点倒装模具的结构特点是凸模安装在下模座上,故我们就必须采用弹压卸料装置将工件或废料从凸模上卸下。
冲压模具典型结构

冲压模具典型结构 Document number【AA80KGB-AA98YT-AAT8CB-2A6UT-A18GG】冲压模具典型结构第一类工艺零件,这类零件直接参与工艺过程的完成并和坯料有直接接触,包括有工作零件、定位零件、卸料与压料零件等;第二类结构零件,这类零件不直接参与完成工艺过程,也不和坯料有直接接触,只对模具完成工艺过程起保证作用,或对模具功能起完善作用,包括有导向零件、紧固零件、标准件及其它零件等,如表1.1.3所示。
应该指出,不是所有的冲模都必须具备上述六种零件,尤其是单工序模,但是工作零件和必要的固定零件等是不可缺少的。
制造技术模具制造技术现代化是模具工业发展的基础。
随着科学技术的发展,计算机技术、信息技术、自动化技术等先进技术正不断向传统制造技术渗透、交叉、融合,对其实施改造,形成先进制造技术。
目前又出现了在冲压模内攻牙技术,引导了不少冲压厂家为了降低成本,引起了一股抢购热潮。
模具先进制造技术的发展主要体现在:高速铣削加工,普通铣削加工采用低的进给速度和大的切削参数,而高速铣削加工则采用高的进给速度和小的切削参数,高速铣削加工相对于普通铣削加工具有如下特点: a.高效高速铣削的主轴转速一般为15000r/min~40000r/min,最高可达100000r/min。
在切削钢时,其切削速度约为400m/min,比传统的铣削加工高5~10倍;在加工模具型腔时与传统的加工方法(传统铣削、电火花成形加工等)相比其效率提高4~5倍。
b.高精度高速铣削加工精度一般为10μm,有的精度还要高。
c.高的表面质量由于高速铣削时工件温升小(约为3°C),故表面没有变质层及微裂纹,热变形也小。
最好的表面粗糙度Ra小于1μm,减少了后续磨削及抛光工作量。
d.可加工高硬材料可铣削50~54HRC的钢材,铣削的最高硬度可达60HRC。
鉴于高速加工具备上述优点,所以高速加工在模具制造中正得到广泛应用,并逐步替代部分磨削加工和电加工。
(完整版)几种典型冲压模具结构
几种典型冲压模具结构设计的冷冲压模具的结构是否合理,是否好用,对能否生产出合格的工件,开发的新产品能否成功,是至关重要的。
一套模具,结构简单的不过几十个零部件组成。
但是,在刚开始设计时,是选何种模具结构形式,是选正装模具结构(即凹模安装在下模座上)呢?还是倒(反)装模具结构(即凸模安装在下模座上)?是选单工序模具结构呢?还是选复合模具结构?这是一个非常值得深入探讨的话题。
1 何时选用正装模具结构(由于加精度要求不高,生产批量不大的工件,在很多生产企业都普遍存在。
故只讨论无导向装置的单工序模)1.1 正装模具的结构特点正装模具的结构特点是凹模安装在下模座上。
故无论是工件的落料、冲孔,还是其它一些工序,工件或废料能非常方便的落入冲床工作台上的废料孔中。
因此在设计正装模具时,就不必考虑工件或废料的流向。
因而使设计出的模具结构非常简单,非常实用。
1.2 正装模具结构的优点(1)因模具结构简单,可缩短模具制造周期,有利于新产品的研制与开发。
(2)使用及维修都较方便。
(3)安装与调整凸、凹模间隙较方便(相对倒装模具而言)。
(4)模具制造成本低,有利于提高企业的经济效益。
(5)由于在整个拉伸过程中,始终存在着压边力,所以适用于非旋转体件的拉抻(参看五金科技,1997;6:42~44)。
1.3 正装模具结构的缺点(1)由于工件或废料在凹模孔内的积聚,增加了凹模孔内的小组涨力。
因此凹必须增加壁厚,以提高强度。
(2)由于工件或废料在凹模孔内的积聚,所以在一般情况下,凹模刃口就必须要加工落料斜度。
在有些情况下,还要加工凹模刃口的反面孔(出料孔)。
因而即延长了模具的制作周期,又啬了模具的加工费用。
1.4 正装模具结构的选用原则综上所述可知,我们在设计冲模时,应遵循的设计原则是:应优先选用正装模具结构。
只有在正装模具结构下能满足工件技术要求时,才可以考虑采用其它形式的模具结构。
2 何时选用倒(反)装模具结构2.1 倒装模具的结构特点倒装模具的结构特点是凸模安装在下模座上,故我们就必须采用弹压卸料装置将工件或废料从凸模上卸下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
垫板
紧固 件
下模 座
2.4 冲裁模典型结构
一、冲裁模结构组成
5、连接固定类零件(例)
上模座 件号7 模柄 件号9 销钉 件号10 螺栓 件号11
导柱
件号6
凸模固定板
件号5
2.4 冲裁模典型结构
二、冲裁模典型结构
冲裁模 工位数 在一次行 程内完成 的工序数
冲 裁 模 具
按照工序 组合方式
1、单工序冲裁模
适用范围 制件精度高,模具寿命长,适合大批量生产。
大多数冲裁模都采用这种形式。
2.4 冲裁模典型结构
二、冲裁模典型结构
1、单工序冲裁模(例) 先落料,后冲孔
使用多套模具 生产效率较低 冲裁件
落料模
冲孔模
2.4 冲裁模典型结构
二、冲裁模典型结构
2、连续冲裁模 又称级进模、跳动模等,可按一定的程序(排样
第2章 冲裁工艺与冲裁模
主讲:
第2 章
本 章 主 要 内 容
冲裁工艺与冲裁模
2.1 冲裁工艺
2.2 普通冲裁机理
包括
2.3 排样设计
2.4 冲裁模典型结构
2.5 冲裁工艺计算 2.6 冲裁模零部件结构设计
2.4 冲裁模典型结构
一
冲 裁 模 结构组成
二
冲 裁 模 典型结构
2.4 冲裁模典型结构
一、冲裁模结构组成
1、单工序冲裁模
(1)无导向单工序冲裁模
上、下模之间
没有导向装置。 依靠压力机的 滑块和导轨导 向,以保证冲 裁间隙的均匀 性。
2.4 冲裁模典型结构
二、冲裁模典型结构
1、单工序冲裁模
(1)无导向单工序冲裁模
优点:模具结构简单,制造容易。 缺点:安装、调试麻烦;
制件精度差;
操作不安全。
适用:精度低、形状简单、批量小的冲裁件;
复 合 冲 裁 模
按照 凸凹模 位置
倒装式复合模
正装式复合模
凸凹模在上模
倒装式复合冲裁模
动画演示
正装式复合冲裁模
2.4 冲裁模典型结构
二、冲裁模典型结构
3、复合冲裁模
结构特点
有一个既为落料凸模又为冲孔凹模的的凸凹模。 工序是在一个工位上完成的,
因此制件的尺寸精度高、形位误差小。 模具结构紧凑,体积较小,生产效率高。 结构复杂,模具零件的精度要求高,成本高,制造周期长。
适用范围
适用于批量大,但精度要求不太高的制件。
2.4 冲裁模典型结构
二、冲裁模典型结构
2、连续冲裁模(例) 冲压零件
第一次冲裁
第二次冲裁
第三次冲裁
工艺废料
冲压零件
结构废料
2.4 冲裁模典型结构
二、冲裁模典型结构
3、复合冲裁模 在压力机的一次行程中,板料在同一个工位
上同时完成冲孔和落料等多个工序的冲裁模。
一、冲裁模结构组成
4、导向零件 ——保证上模和下模正确位置和运动
的零件。
导柱、导套、导板等
导套
导柱
2.4 冲裁模典型结构
一、冲裁模结构组成
4、导向零件(例) 导套 件号13
导柱 件号14
2.4 冲裁模典型结构
一、冲裁模结构组成
5、连接固定类零件 ——将凸、凹模固定于上、下
上模 座 模 柄 模座以及将上、下模座固 定在压力机上的零件。 固定 板
口内的冲落部分和
紧箍在凸模上的带
孔部分脱卸下来的
零件。
2.4 冲裁模典型结构
一、冲裁模结构组成
3、卸料及推件类零件
凸模
卸料零件
冲 裁 方 向
凹模
凸模
推件零件
凹模 顶件零件
2.4 冲裁模典型结构
一、冲裁模结构组成
3、卸料及推件类零件(例) 推件零件 件号12 卸料零件
件号4
2.4 冲裁模典型结构
或试制用模具。
2.4 冲裁模典型结构
二、冲裁模典型结构
1、单工序冲裁模
(2)导板式单工序冲裁模
导板
无导向
凸模和导板 起导向作用
无导向单工序冲裁模
导板式单工序冲裁模
2.4 冲裁模典型结构
二、冲裁模典型结构
1、单工序冲裁模
(2)导板式单工序冲裁模
结构特点 导板还起卸料作用。 (导板和卸料板合二为一) 导板和凸模之间的配合间隙必须小于凸、凹模冲裁间隙。 在冲裁过程中,要求凸模与导板不能脱开。 模具结构简单,但导板与凸模的配合精度要求高。 适用范围 主要用于材料较厚,工件精度要求不太高的场合。
3、复合冲裁模
外形落料 内形冲孔 同时进行
落 料 凹 模
推件块
冲 孔 凸 模
推件块
落 料 凹 模
在冲孔工序, 凸凹模起冲 孔凹模作用。
凸 凹 模
凸 凹 模
在落料工序, 凸凹模起落 料凸模作用。
2.4 冲裁模典型结构
二、冲裁模典型结构
3、复合冲裁模
复合冲裁模分类 凸凹模在下模
冲孔废料由凸凹模孔 直接漏下,制件被凸 凹模顶入落料凹模内, 由推件板推出。常用。 制件和冲孔废料都落在 下模或条料上,不易清 除,很少采用。
1 ≥2 1
1 ≥2 ≥2
2、连续冲裁模
3、复合冲裁模
2.4 冲裁模典型结构
二、冲裁模典型结构
1、单工序冲裁模
在压力机的一次行程中,只完成一道工序的冲裁模。
单 工 序 冲 裁 模
(1)无导向单工序冲裁模
根据导向 装置不同
(2)导板式单工序冲裁模
(3)导柱式单工序冲裁模
2.4 冲裁模典型结构
二、冲裁模典型结构
2.4 冲裁模典型结构
二、冲裁模典型结构
1、单工序冲裁模
(3)导柱式单工序冲裁模 上、下模之 间 靠导柱、导 套 起导向作用
动画演示
2.4 冲裁模典型结构
二、冲裁模典型结构
1、单工序冲裁模
(3)导柱式单工序冲裁模
结构特点
导向精度高,冲裁间隙容易保证,制件精度高。 安装方便,运行可靠,但结构较复杂一些。
凸凹模
1—推件块;2—冲孔凸模;3—落料凹模;4—凸凹模;5—卸料板
2.4 冲裁模典型结构
二、冲裁模典型结构
3、复合冲裁模
凸 凹 模
凸凹模
凸凹模和冲孔凸模 完成冲孔工序
落 料 凹 模 冲 孔 凸 模
同时
落 料 凹 模
凸凹模和落料凹模 完成落料工序
凸 凹 模
凸 凹 模
2.4 冲裁模典型结构
二、冲裁模典型结构
2.4 冲裁模典型结构
一、冲裁模结构组成
1、工作零件 ——实现冲裁变形,使板料分离,
保证冲裁件形状的零件。
P
凸模
凸模、凹模、凸凹模
冲裁
凸模
凹模
凹模
2.4 冲裁模典型结构
一、冲裁模结构组成
1、工作零件(例) 凸模 件号12 凹模 件号2
2.4 冲裁模典型结构
一、冲裁模结构组成
2、定位零件 ——保证条料或毛坯在模具中的位置
适用范围 适合于冲裁批量大、精度要求高的制件。 以板料厚度不大于3mm为宜,主要是保护凸凹模的强度。
谢 谢!
设计时规定好),在压力机的一个行程中,在2个 或2个以上的工位完成2道或2道以上的冲裁工序。
2.4 冲裁模典型结构
ห้องสมุดไป่ตู้二、冲裁模典型结构
2、连续冲裁模 先冲孔,后落料
使用一套模 具生产效率 较高 冲裁件
送料方向
落料工位
冲孔工位
2.4 冲裁模典型结构
二、冲裁模典型结构
2、连续冲裁模
当凹模强度不足时, 冲裁件
冲孔工序分散进行。
送料方向
落料工位
冲孔工位2
冲孔工位1
2.4 冲裁模典型结构
二、冲裁模典型结构
2、连续冲裁模
结构特点
工序分散,不存在最小壁厚问题,模具强度高。 凸模全部安装在上模,制件和废料(结构废料)均可实
现向下的自然落料,易于实现自动化。 结构复杂,制造较困难,模具成本较高,但效率高。 定位多,制件的精度不太高。
根据零件在模具中的作用,冲裁模具可分为5个组成部分。
冲 裁 模 具 结 构
1、工作零件
2、定位零件
3、卸料及推件类零件
4、导向零件 5、连接固定类零件
2.4 冲裁模典型结构
一、冲裁模结构组成
1、工作零件 件号2、12 2、定位零件 件号3、15 3、卸料及推件类零件 件号4、12 4、导向零件 件号13、14 5、连接固定类零件 件号5、7、9、11等
正确的零件。 纵向—挡料销、导正销、侧刃等 条料定位 横向—导料板、导料销等 导料板
条 挡料销
料
2.4 冲裁模典型结构
一、冲裁模结构组成
2、定位零件(例)
纵向定位 件号3
横向定位 件号15
2.4 冲裁模典型结构
一、冲裁模结构组成
3、卸料及推件类零件 ——将冲裁后由于弹性
回复而卡在凹模孔
卸料零件 推件零件 顶件零件