100吨转炉氧枪系统的自动控制
转炉炼钢氧枪控制系统改造

主令 大 、密 封
结构松散
低 、故 障率高 、
调试时间长
1 芯 2
转 炉炼 钢氧枪控制 系统改造后见 图 2 ,将绝对 编码器安装在原主令 控制器位置 , 主要原 因: 该处 ① 转速低 , 编码器旋转圈数少 , 振动小 , 可提高编码 器
使用寿命 。 ②扩大编码器的测量范 围, 有效保证控制 精度 。 ③更换 电机或卷筒时对绝对编码器无影响 , 降 低检修作业 时间。 氧枪上、 下运动带动绝对编码器旋
DB 0 l 2 3 D BW 4
DB2 3 o1 DBW 8
SHL DW EN0 来自EN S HR DW E NO
DB2 3l 0 l IBI0 N ) )一I
DB 0 1 2 3. DB 8 W 一 N
DB 0 1 23. OUT -DBDl 0
表 1
检测
元件 小
1 . 工作原理
转炉炼钢氧枪控制精度优劣直接影响产 品质量 、炉龄以及 设备安全 , 其中枪位检测是影响氧枪 自动控制水平的主因。 水钢 二炼钢 l0 转炉氧枪 ( 1 控制 系统 由 P C控制单元 、 Ot 图 ) L 大功率 变频器和检测装置( 机械 式主令控制器 、 增量编码器 、 绝对编码
上 越 逮 塑
二进制数 ,再根据 P F公 +
司绝对编码器 特点进行 编
程 ,将脉 冲信 号转换成 十 进制 数 ,以利 于数据显示 和计算 , 换程 序见 图 3 转 , 相关数据含义见表 2 。 ( ) 转 换 成 十进 制 2将
数 的绝对 编码 器 脉 冲数 ,
EN
DB2 3l 0 DBDO
— —
一
~
控制电缆 Po bs D 控 制线 rfu— P l
转炉炼钢氧枪控制
中 图分 类 号 : F l T 7
文 献 标 识 码 : A
文章 编 号 : 0 6 8 3 ( 0 0 1 0 3 — 3 10 — 97 2 1 )卜 0 1 0
Co v r e t em a i g Ox g n l nc o t o n e t r se l k n炼 钢 生 产过 程 中 , 枪 系统 的控 制 是 非 常 重 要 的一 个环 节 , 直接 影 响 转 炉 炼钢 生 产 的安 全 、 在 氧 它 高效及 钢 水质 量 。文章 主 要 阐述 了氧枪 横 移 小车 控 制 、 降控 制 、 力控 制 、 锁 条件 等 。 制 系统 的 软 件设 计采 用模 块 化 升 张 联 控
操 作 小 车左 右 行 走 ,小 车 停止 运 行 由机 旁操 作或 画 面 操
车 自动 停 止 。 只 能反 向操 作 ( 台小 车 的 限 位 有 两 个 , 且 每
冶炼 ,如 今转 炉 炼 钢生 产 的钢 铁 产量 已经 占到 世 界 钢铁 作 。 行 走过 程 中小 车碰 击 1作 限位 或 备 用位 限位 时 , 在 一 小 着转 炉 炼 钢 生 产 的安 全 、 高效 及 钢 水质 量 。 出现 设 备 故 整 体 运 行 时 , 台小 车碰 击 工 作 限位 时 , 一 台小 车 应 处 如 一 另 障 时操 作 错 误 或安 全 措施 不 利 , 可 能 发生 爆 炸 , 重 影 则 严 响 安全 生 产 。 因此 氧 枪 的 控制 是 非 常重 要 的生 产 环 节 。 于备 用 限位 )在 小 车 到达 工 作 位 , 经 位 置确 认 后 , 紧 。 并 锁 锁 紧装 置 , 氧枪 升 降操 作 才能 运 行 。 车 运 行 过 程 中 , 小 两 台小 车 的电 机 同时 驱 动 , 出现 电 机过 热 , 同 时封 锁 另 若 则
转炉氧枪自动控制系统

转炉氧枪自动控制系统【摘要】为满足某大型钢厂150吨转炉控制要求,开发了转炉控制系统,系统主要包括供配电、自动化、网络系统,其中氧枪控制是自动化系统的核心部分。
本文详细介绍了转炉氧枪的自动控制系统的应用,变频器完成氧枪的驱动控制,编码器完成枪位的精度控制,保证了氧枪运行的安全可靠、稳定准确。
【关键词】转炉;氧枪;控制系统1 引言氧枪系统是转炉的关键设备,主要由氧枪、氧枪升降装置、换枪装置三个部分组成,与其相关的还有仪表、阀门、供养管道等。
它的主要功能是将炼钢需要的氧气和氮气输送到转炉中,完成冶炼和溅渣护炉的工作,氧枪控制的优劣直接影响产品质量、炉龄以及设备安全,其中抢位检测是影响氧枪自动控制水平的关键。
某钢厂150吨转炉有2套氧枪设备,各自独立升降,2台横移小车可以互为备用。
2台升降小车分别装在横移换枪小车上,1台处于工作位时,另外1台处于等待为备用。
氧枪升降由交流变频电机驱动,电源经过UPS由变频调速柜供电,保证电源失电时实现紧急提枪,抱闸电机和氧枪控制电源由UPS供电,其它辅助设备均由MCC供电。
2 控制系统组成控制系统由PLC控制单元、大功率变频器(1用1备)、检测装置(机械式主令、两个绝对值编码器组成)。
操作台给定控制信号送至PLC控制单元,经过PLC处理后输出控制信号给变频器,完成氧枪的高低速控制、枪位定位。
PLC部分采用西门子S7 400 系列CPU,PLC采用Profibus现场总线分布式结构。
网络通信系统采用100 Mb/s工业以太网;采用工业级交换机,网络通信协议为TCP/IP;网络线路物理介质为光缆和双绞电缆。
PLC与氧枪传动的连接采用Profibus现场总线分布式结构;各PLC与上位机之间通过Ethernet网络进行实时数据传输;各PLC之间,PLC与HMI之间均通过Ethernet网络进行相互通信。
3 控制方式氧枪分两种控制方式,包括手动控制和自动控制。
手动控制又分吹炼、溅渣和维护三种工作模式。
转炉炼钢生产中氧枪系统的自动控制

(n e Mog l i inI o t . B o u 04 1 ,N i og o,C i ) Inr noaXn TC .Ld , at , 10 0 e M ngl hn i l a o a
Ab ta t T e l n y tm o t l sa v r mp r n e ik d r g t e c n etrs e kn rc s .t f cs drc y sr c : h a e s s _ e c nr ey i ot tk y l u i o v r t l ig p o e s I a e t i t oi a n n h e e ma el n t n yte s c r y a d e ce c f h rd c o b t lo te motns e u i .B s d o e c mbnn ete r i e o l e ui n f in yo ep o u t n, u s l t l a t o h t i t i a h e e q l y ae n t o iigt oy w t t h h h hh
氧枪 系统控 制包括 氧 枪运行 速度 、 位控 制 、 定 氧 枪动作 联锁 。在 冶 炼过 程 中 , 氧枪 的速度 控 制直 接 影响氧 枪 的定 位 精 度及 氧枪 运 行 的安 全 , 氧枪 定 而 位 的精度对 冶炼 不 同钢种 及冶 炼周期钢 水质 量有重 大 的影 响 。同时 , 氧枪 动 作 复 杂 的联 锁决 定 了冶炼 过程 的安 全。 因此 , 枪 系 统 的控 制 是炼 钢 生 产 中 氧
1 系统 选 型
选用 西 门 子 公 司 最 新 推 出 的 过 程 控 制 系 统 P S , 硬 件 主 控 制 站 采 用 A 46—2 P 远 程 I0 C7其 S1 D, / 采 用 E 2 0 1, 件 开 发 平 台 采 用 西 门 子 公 司 T 0 M[ 软 】
转炉氧枪系统的自动化控制

收稿 日期 :0 6—1 — 1 20 1 2 田宏文 (9 6一 ) 工程 师; 1 0 辽宁省鞍山市。 16 , 14 1 0
维普资讯
V L2 No 3 0 6 .
Ma . 0 y 2 07
氮气、 氧枪位置控制和主备枪换枪的横移控制。 2 1 转 炉氧枪 水 系统 . 转炉吹炼过程 中, 氧枪要下降到环境恶劣 的
进水阀门, 延时 3 秒再关出水阀门 Nhomakorabea 为杜绝因氧枪 漏水 、 摇炉发 生转 炉爆 炸事 故 , 在重度 漏水 提枪 的 瞬间切断转炉倾动零位控制 回路。氧枪供水系统 程序 能对氧枪冷却水进 水压 力 、 流量 , 出水压力 、 流 量, 进水温度, 进出水流量差进行检测、 显示、 报警。 () 3 氧枪冷却水进水 、 回水压力检测 , 低于报
变成 过热蒸 汽 ,受炉 内空 间限 制 ,高温 蒸 汽产 生 巨大 的 冲击 力 ,对 炉衬 、炉 体造 成不 同程 度 的损 坏 。这就需 要控 制系统 具有 有效 的漏 水检 测 和安
取代原有的平炉炼钢等老式炼钢生产工艺。转炉 的电控系统直接控制着炉体倾动及氧枪升降等重 要 工艺 步骤 ,本文 重点 介绍转 炉 氧枪 系统 的 自动
警设 定值 时 , 警显 示 、 报 氧枪 自动 提到 等候点 。 () 4 氧枪 冷 却 水 进 水 流 量 检 测 , 于报 警 设 低 定值时, 报警 显示 、 枪 自动提 到 等候点 。 氧
转炉内, 它不仅受到钢水 、 炉气和炉渣的高温辐射 作用 , 还要 经受 钢液 和炉渣对 氧枪 的冲刷 和粘 结 , 所 以氧枪必须通过高压循环冷却水进行冷却。
冶
金
转炉氧枪控制系统开发应用
转炉氧枪控制系统开发应用作者:孙学思陈利华来源:《管理观察》2010年第18期摘要:转炉冶炼过程中,如何自动控制氧枪是冶炼的关键。
转炉氧枪主要功能有吹氧升温、溅渣护炉。
在氧枪自动控制中,根据相应联锁,操作人员设定枪位,通过变频器控制氧枪到达相应位置。
氧枪位置通过绝对值编码器检测。
同时在冶炼中要防止坠枪,程序中要考虑紧急提枪功能。
关键词:氧枪自动控制联锁编码器变频器1.控制系统组成转炉氧枪控制有两套PLC控制,分别是转炉本体PLC、变频器PLC。
两套PLC通过以太网通讯。
本体PLC控制氧枪横移和仪表检测系统,同时通过以太网通讯发送数据到变频器PLC来控制氧枪升降。
2.控制功能2.1氧枪升降控制氧枪升降控制主要有抱闸控制,氧枪速度给定,防止坠枪保护和紧急提枪控制。
此四项控制紧密相关。
所有条件满足时氧枪抱闸打开,抱闸打开后给定速度,氧枪运行到位后,停止运行,立即抱闸。
控制思路如下图。
2.2氧枪励磁预置控制氧枪在吹炼过程中要求不停地点动,而每次启动时变频器都有一个励磁过程,即力矩预置的过程。
如何缩短甚至取消这个时间是技术难点。
考虑变频器在使能不撤销的情况下,励磁就能保持。
因此本系统在每次停止操作氧枪即速度给定撤销之后三分钟内继续保持使能(CW1的Bit3);也就是说在这三分钟之内点动的话,氧枪就不需要力矩预置,可以直接启动。
同时利用SW1的Bit2给CW1的Bit6置0即封锁斜坡函数发生器,确保氧枪停止。
2.3紧急提枪控制如出现紧急事故,则通过本体PLC控制。
把信号送变频PLC,让其封锁氧枪变频器。
同时控制气动装置,进行气动紧急提枪。
3.编程思路3.1变频PLC主要思路接收监控站枪位设定值或手动速度给定,接收来自现场特殊点信号、氧枪传动装置信号及本体PLC传送氧枪水、气、张力等联锁信号,满足所有动枪条件前提下,给氧枪变频器发送上升、下降或停止及开启氧枪抱闸命令。
动枪程序功能是:自动控制方式下,接收枪位给定值,并存于内部寄存器中,再与由编码器输入实际枪位相比较,确定升降及升降速度并将控制信号输到变频器。
转炉炼钢氧枪枪位自动控制专家系统的实验室研究
当程序进入造渣监控模块后 , CRT 屏幕立即
显示造渣过程的动态音平曲线 , 2min 后自动确
16
上 海 金 属
第 24 卷
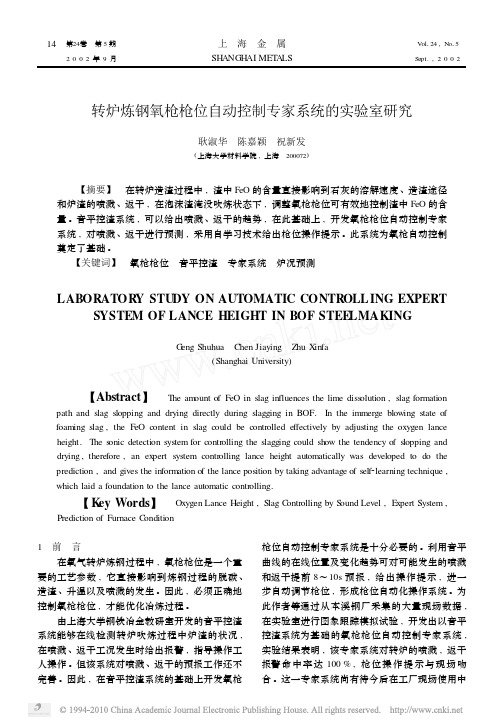
枪位操作模式 , 指导氧枪操作 。 目前 , 中国大多数钢厂转炉炼钢采用分阶段
定枪位操作 , 即在一炉冶炼过程中 , 按吹炼的初 期 、中期和末期设定不同的枪位高度 , 在每一个 时间段内枪位高度是基本不变的 , 如图 3 所示 。
【Abstract】 The amount of FeO in slag influences the lime dissolution , slag formation
path and slag slopping and drying directly during slagging in BOF. In the immerge blowing state of foaming slag , the FeO content in slag could be controlled effectively by adjusting the oxygen lance height . The sonic detection system for controlling the slagging could show the tendency of slopping and drying , therefore , an expert system controlling lance height automatically was developed to do the prediction , and gives the information of the lance position by taking advantage of self2learning technique , which laid a foundation to the lance automatic controlling.
转炉氧枪自动控制系统的几点探讨
转炉氧枪自动控制系统的几点探讨转炉生产中,氧枪的自动控制系统,是极为重要的部分,其与转炉的生产效益,存在直接的关系,能够提高转炉生产的基本性能。
本文主要探讨转炉氧枪自动控制系统的几点相关内容。
标签:转炉;氧枪;自动控制我国钢铁企业中,转炉氧枪的自动控制系统,属于一类先进的工艺项目,改进了原有炼钢生产的方法。
转炉氧枪自动控制系统中,其可通过电控系统,直接的控制好生产的步骤,在很大程度上提高了生产的效率,表明转炉氧枪自动控制系统的作用和实践价值。
1 转炉氧枪自动控制系统分析转炉氧枪自动控制系统在企业中,体现在速度、定位、动作联锁三个方面,参与企业运行时,氧枪自动控制下的速度,决定了氧枪定位的精确性以及运行的安全性。
氧枪自动控制系统的定位,对企业运行的影响比较直接,特别是冶钢企业中,转炉氧枪会影响到冶炼钢种的性能和质量[1]。
企业生产中,提高了对转炉氧枪自动控制系统的重视度,全面规划控制系统的应用,便于发挥转炉氧枪的优势。
目前,企业转炉氧枪自动控制系统运行时,选择过程控制系统,以西门子PCS7比较典型,硬件方面选用AS416-2DP,提供可靠的软件服务平台,再加上PLC以及通讯系统,准确的控制转炉氧枪的自动化运行。
控制系统通讯功能强大,就会提高操作、故障诊断的效率,按照企业的生产顺序,完善转炉氧枪自动化的运行方式,实现逻辑性的应用。
氧枪自动控制状态中,涉及到大量的参数调节工作,如氧气、氮气以及氩气,通过各种参数回路,直接控制氧枪自动控制系统的运行,促使氧枪适用于企业生产的过程,以此来提高转炉氧枪自动化生产的能力,满足企业的基本需求,辅助提高企业的生产能力。
2 转炉氧枪自动控制系统构成2.1 水系统转炉氧枪水系统,用于控制氧枪进水、出水时的压力、流量参数,检测各项参数的准确性,一旦氧枪有异常的水信息,自动控制系统就会出现报警信号,提示漏水。
转炉氧枪控制谁系统中,当氧枪有漏水报警时,操作人员会直接处理氧枪的故障,待事故处理完,氧枪水系统会自动进入恢复生产的状态[2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
100吨转炉氧枪系统的自动控制
p自动方式:在组态画面上设置氧枪到达等待位、吹炼位、换枪位的操作按钮,按钮按下后,氧枪在任何位置都将自动到达指定位置,氧枪快、慢速转换、开关氧气阀门均可自动进行,如需要微调枪位,可选择手动方式,选画面或主令调整枪位,调整完后可再选自动。
手动方式:在自动状态出故障时,使用组态画面上的按钮或氧枪主令操作氧枪升降。
2.2 主备枪横移车控制
氧枪横移系统为双小车、双卷扬系统,一套工作,一套备用。
在组态画面上,可选择A、B枪。
氧枪换枪控制分为手动、自动两种方式。
在操作画面上有手、自动选择。
在自动换枪时,当氧枪提升到换枪位时,按下自动换枪按钮,氧枪定位销自动打开,到位后,需更换的氧枪横移车自动移向备用位,到位后,备用氧枪横移车自动移向吹炼位,到位后,氧枪定位销自动闭合,实现自动换枪。
在自动状态出故障或者现场极限开关故障时,可以使用画面或现场机旁操作箱手动操作氧枪换枪。
2.3 氧枪升降控制
氧枪升降是采用交流电机驱动,变频调速。
氧枪升降速度为快速40m/min,慢速4m/min。
事故断电时,用保安电源自动提枪到待吹位。
2.3.1 氧枪吹炼(+15.2m以下)自动控制
氧枪接到下枪开始指令后,由等待位(+15.2m)快速下枪,下至开氧点(+12.68m),当氧枪下降到该点时,氧气快速切断阀打开;进行溅渣护炉操作时氮气快速切断阀打开。
下降至变速点(+10.68m)变为低速,直至下降至吹炼点为止。
吹炼位,由人工预先按照炉衬侵蚀情况和铁水装入量多少进行人工设定数值。
氧枪下降到该点时,就自动停止,进行吹炼操作,在吹炼过程中,可随时修改吹炼位。
氧枪接到提枪指令后,快速提枪,提至闭氧点(+10.68m),当氧枪上升到该点时,氧气切断阀自动关闭停止供氧,溅渣护炉操作时氮气快速切断阀自动关闭停止供氮。
当氧枪快速提升到变速点(+14.5m)后,再慢速提升到等待位(+15.2m),停止上升。
+15.2m为等待位,在此位置上,转炉可倾动,进行测温取样等操作。
2.3.2 换枪(+15.2m以上)升降控制
氧枪接到更换上升指令后,由等待位(+15.2m)快速提枪至变速点(+20.2m),变慢速至换枪位(+25.7m),氧枪自动更换后,接下枪指令后,由换枪位慢速下降至变速点(+20.2m),再快速下降至变速点(+15.7m),慢速下降至等待位(+15.2m)停止下枪。
氧枪的升降位置高度与速度图,如下:
2.4 氧枪控制连锁要求
为了使氧枪安全运行,氧枪必须设置连锁条件。
(1)15.2m以下氧枪下降条件:工作枪处于转炉中心线上、转炉炉体在零位、氧枪冷却水压力、流量、温差信号正常、氧枪孔氮封氮气压力大于0.3Mpa、氧气压力大于0.6Mpa、一次除尘系统处于正常状态、汽包水位高于300mm、不处于事故提升状态。
(2)氧枪在下列条件中的任一种情况时,就自动提升至等待位:氧枪氧气压力低于0.6Mpa、氧气切断阀因故没打开、氧枪冷却水压力低于0.5Mpa、氧枪冷却水温差高于15℃、氧枪冷却水流量低于160m3/h、进出水流量差高于20m3/h。
(3)氧枪张力连锁:在氧枪松绳报警时禁止下枪、紧绳报警时禁止提枪。
(4)为了确保系统的安全性,当系统掉电,恢复后,假如主令不在零位,氧枪不能动作;
当氧枪到等待位,操作主令必须回零才能继续动作。
由于氧枪连锁条件至关重要,它关系到生产的安全与否,因此仪表的检测信号一定要保证准确,才能保证生产的安全性。
另外,当主供电回路停电时,为避免钢水固化,造成转炉报废,炼钢转炉中的氧枪需迅速提升。
因此,提枪电机配置了UPS电源,以保证停电时正常工作。
3、结语
100吨转炉氧枪控制系统自投产以来,经过控制系统的不断优化,其安全性、可靠性以及控制的精确性已经得到了认可,满足了冶炼工艺的需求,保证了生产安全、顺利地进行。
参考文献
[1]王雅贞,张岩.氧气顶吹转炉炼钢工艺与设备[M].北京:冶金工业出版社,2001.。