常见焊接电极的材料及特性
焊接电极材料

焊接电极材料1. 引言焊接电极材料是焊接工艺中的重要组成部分,它们在焊接过程中起着导电、传热和填充材料的作用。
选择合适的焊接电极材料对于确保焊接质量、提高生产效率至关重要。
本文将介绍焊接电极材料的种类、特性以及应用领域。
2. 焊接电极材料的分类根据使用情况和性能要求,焊接电极材料可以分为以下几类:2.1 碳钢电极碳钢电极是最常见的一种焊接电极材料。
它由碳素和其他合金元素组成,具有较高的强度和硬度。
碳钢电极适用于焊接低碳钢、中碳钢和高碳钢等不同种类的金属。
2.2 不锈钢电极不锈钢电极主要由铬、镍等合金元素构成,具有耐腐蚀性能和优异的机械性能。
不锈钢电极广泛应用于食品加工、化工、医药等领域,以及对焊接接头要求较高的场合。
2.3 铝合金电极铝合金电极由铝和其他合金元素构成,具有低密度、高强度和良好的导热性能。
铝合金电极广泛应用于航空航天、汽车制造等领域。
2.4 镍基电极镍基电极主要由镍和其他合金元素组成,具有耐高温、耐腐蚀等特性。
镍基电极适用于焊接高温合金、不锈钢等材料,在航空、航天等领域有广泛应用。
3. 焊接电极材料的特性3.1 导电性能焊接电极材料需要具备良好的导电性能,以确保焊接过程中的稳定电流传输。
导电性能与材料的导电率密切相关,通常使用纯净度较高的材料来提高导电性能。
3.2 热传导性能热传导性能是指焊接电极材料在焊接过程中将热量迅速传递到工件上的能力。
热传导性能好的电极材料可以减少焊接过程中的热变形和温度梯度,提高焊接质量。
3.3 熔化性能熔化性能是指焊接电极材料在焊接过程中的熔化特性。
合适的熔化性能可以使电极材料在焊接过程中均匀熔化,形成良好的焊缝。
3.4 化学稳定性焊接电极材料需要具备良好的化学稳定性,以抵抗氧化、腐蚀等环境因素对其性能的影响。
特别是在高温和腐蚀介质下,电极材料应具有较高的耐蚀性。
4. 焊接电极材料的应用领域4.1 建筑行业焊接电极材料在建筑行业中广泛应用于桥梁、钢结构等工程项目。
焊接机电极
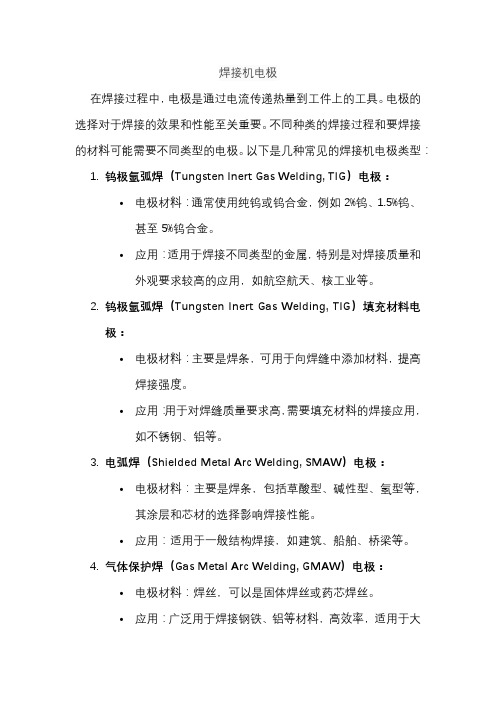
焊接机电极在焊接过程中,电极是通过电流传递热量到工件上的工具。
电极的选择对于焊接的效果和性能至关重要。
不同种类的焊接过程和要焊接的材料可能需要不同类型的电极。
以下是几种常见的焊接机电极类型:1.钨极氩弧焊(Tungsten Inert Gas Welding, TIG)电极:•电极材料:通常使用纯钨或钨合金,例如2%钨、1.5%钨、甚至5%钨合金。
•应用:适用于焊接不同类型的金属,特别是对焊接质量和外观要求较高的应用,如航空航天、核工业等。
2.钨极氩弧焊(Tungsten Inert Gas Welding, TIG)填充材料电极:•电极材料:主要是焊条,可用于向焊缝中添加材料,提高焊接强度。
•应用:用于对焊缝质量要求高,需要填充材料的焊接应用,如不锈钢、铝等。
3.电弧焊(Shielded Metal Arc Welding, SMAW)电极:•电极材料:主要是焊条,包括草酸型、碱性型、氢型等,其涂层和芯材的选择影响焊接性能。
•应用:适用于一般结构焊接,如建筑、船舶、桥梁等。
4.气体保护焊(Gas Metal Arc Welding, GMAW)电极:•电极材料:焊丝,可以是固体焊丝或药芯焊丝。
•应用:广泛用于焊接钢铁、铝等材料,高效率,适用于大量生产。
5.草酸型电弧切割焊(Air Carbon Arc Cutting, CAC-A)电极:•电极材料:碳棒,主要用于产生高温电弧,以切割金属。
•应用:用于金属切割,例如修理和分解金属构件。
6.电渣压焊(Electroslag Welding, ESW)电极:•电极材料:焊条或坯料,用于生成熔融金属池。
•应用:适用于对焊接速度和焊缝宽度要求较高的应用,如大型结构焊接。
在选择焊接机电极时,需要考虑焊接材料、焊接过程、焊接位置等因素,以确保获得满足质量和效率要求的焊接结果。
焊接材料的介绍及其焊接工艺标准
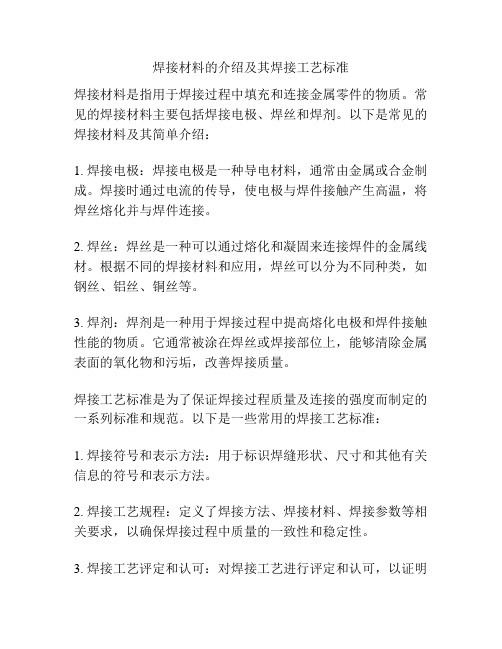
焊接材料的介绍及其焊接工艺标准
焊接材料是指用于焊接过程中填充和连接金属零件的物质。
常见的焊接材料主要包括焊接电极、焊丝和焊剂。
以下是常见的焊接材料及其简单介绍:
1. 焊接电极:焊接电极是一种导电材料,通常由金属或合金制成。
焊接时通过电流的传导,使电极与焊件接触产生高温,将焊丝熔化并与焊件连接。
2. 焊丝:焊丝是一种可以通过熔化和凝固来连接焊件的金属线材。
根据不同的焊接材料和应用,焊丝可以分为不同种类,如钢丝、铝丝、铜丝等。
3. 焊剂:焊剂是一种用于焊接过程中提高熔化电极和焊件接触性能的物质。
它通常被涂在焊丝或焊接部位上,能够清除金属表面的氧化物和污垢,改善焊接质量。
焊接工艺标准是为了保证焊接过程质量及连接的强度而制定的一系列标准和规范。
以下是一些常用的焊接工艺标准:
1. 焊接符号和表示方法:用于标识焊缝形状、尺寸和其他有关信息的符号和表示方法。
2. 焊接工艺规程:定义了焊接方法、焊接材料、焊接参数等相关要求,以确保焊接过程中质量的一致性和稳定性。
3. 焊接工艺评定和认可:对焊接工艺进行评定和认可,以证明
其能够满足相关标准和要求。
4. 焊接过程监控和控制:使用各种监测和控制手段,对焊接过程中的相关参数进行监控和控制,以确保焊接质量。
总之,焊接材料的选择和焊接工艺标准的遵循对于保证焊接质量和连接强度至关重要。
根据具体的应用和要求,选择合适的焊接材料和遵循相应的焊接工艺标准,可以确保焊接连接的可靠性和长期使用性能。
电极材料

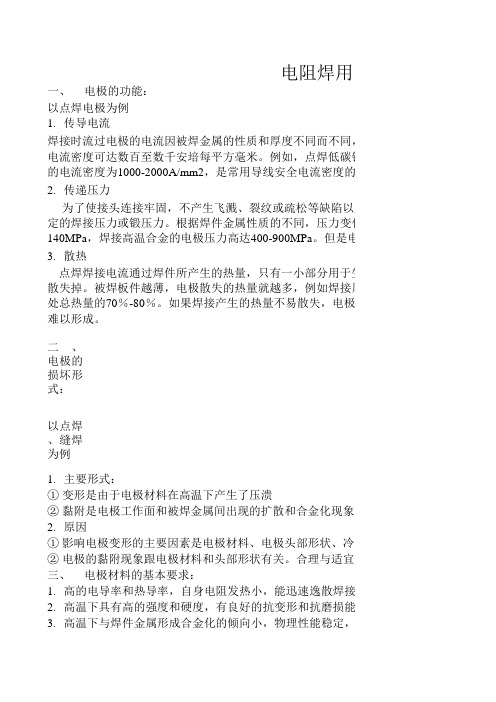
关于电极材料来源: 发布时间:2010-08-10 点击次数:3726关于电极材料点焊电极是保证点焊质量的重要零件,它主要的功能有:1.向工件传导电流;2.向工件传递压力;3.迅速导散焊接区的热量。
基于电极材料的上述功能,就要求制造电极的材料有足够的电导率、热导率和高温硬度,电极的结构必须有足够的强度和刚度,以及充分冷却的条件。
此外,电极与工件间的接触电阻应足够低,以防止工件表面熔化或电极与工件表面之间的合金化。
电极材料按照我国航空航天工业标准HB5420-39的规定分为四类,常用的有三类,见下表:1类——高电导率,中等硬度的铜及铜合金。
这类材料主要通过冷作变形方法达到其硬度要求。
适用于制造焊铝及铝合金的电极,也可应用于镀层钢板的点焊,但性能不如2类合金。
1类合金还常用于制造不受力或低应力的导电部件。
2类——具有较高的电导率、硬度高于1类合金。
这类合金可以通过冷作变形和热处理相结合的方法达到其性能要求。
与1类合金相比,它具有较高的力学性能,适中的电导率,在中等程度的压力下,有较强的抗变形能力,因此是通用的电极材料,广泛地用于点焊低碳钢、低合金钢、不锈钢、高温合金、电导率低的铜合金,以及镀层钢等。
2类合金还适用于制造轴、夹钳、台板、电极夹头、机臂等电阻焊机中各种导电部件。
3类——电导率低于1、2类合金,硬度高于2类合金。
这类合金可以通过热处理或冷作变形和热处理相结合的方法达到其性能要求。
这类合金具有更高的力学性能和耐磨性能,软化温度高,但电导率较低。
因此适用于点焊电阻率高和高温强度高的零件,如不锈钢、高温合金等。
这类合金也适于制造各种受力的导电构件。
附:电极材料的成分和性能1、CuCr(铬铜)与CuCrZr(铬锆铜)有什么区别?共同点:都是铜合金材料,适合作电阻焊电极用,具有较高的硬度、强度;具有高温软化的特性,能抗高温而保持其化学、物理性能温度约为450℃~550℃;具备一定的耐磨性,较长的使用寿命;具有良好的导电性能。
电极片的固定材料

电极片的固定材料电极片是电子元件中的一个重要部分,用于与电解质或其他物质进行电化学反应。
为了保持电极片的稳定性和可靠性,需要采用适当的固定材料。
本文将介绍几种常见的电极片固定材料,并分析其特点和应用。
1. 胶粘剂胶粘剂是一种常见的电极片固定材料,它具有黏性和粘附性,可以将电极片牢固地粘在其他材料上。
常用的胶粘剂有双面胶、环氧树脂胶水等。
胶粘剂的优点是固定牢固、易于操作,但在一些特殊环境下可能会受到温度、湿度等因素的影响。
2. 焊接焊接是一种常用的电极片固定方法,通过将电极片与其他金属材料进行熔接,形成牢固的连接。
焊接的优点是连接牢固、导电性好,但需要专业的焊接技术和设备,并且焊接过程会产生高温,可能对电极片造成损坏。
3. 夹持夹紧夹持夹紧是一种简单有效的电极片固定方法,通过夹持或夹紧电极片,使其保持固定位置。
常用的夹持夹紧材料有夹子、螺丝等。
夹持夹紧的优点是操作简便、不需要粘接或焊接,但夹持力可能会不均匀,导致电极片不稳定。
4. 橡胶垫片橡胶垫片是一种常见的电极片固定材料,它具有柔软性和弹性,可以在电极片与其他材料之间起到缓冲和固定作用。
橡胶垫片的优点是具有较好的抗震性和隔音性能,但在高温环境下可能会变形或老化。
5. 线束束线线束束线是一种专用的电极片固定材料,它由多根导线组成,通过绑扎或捆扎电极片,使其保持稳定。
线束束线的优点是操作简单、固定可靠,但束线的长度和材料选择需要根据具体要求进行考虑。
电极片的固定材料有多种选择,包括胶粘剂、焊接、夹持夹紧、橡胶垫片和线束束线等。
根据不同的应用需求和实际情况,可以选择合适的固定材料,以确保电极片的稳定性和可靠性。
在选择固定材料时,需要考虑材料的粘附性、导电性、耐温性、耐腐蚀性等特点,并根据具体情况进行合理的搭配和使用。
电阻焊用电极
低的高 温强度 和低的 熔点、 塑性温 度范围 窄等特 点。点 焊时要 求大电 流快速 焊接, 对电极 的要求 主要是 具有高 电导 率,而 对硬度 和耐高 温性无 特别严 格的要 求,因 此选用 一般的 电极材 料; ②对于 不锈钢 的点 焊,因 其电阻 率比低 碳钢 高,而 热导率 比低碳 钢低, 焊接时 要求比 焊接
低碳钢 用更大 的电极 压力和 较小的 焊接电 流,因 此宜选 用硬度 较高, 电导率 较低的 电极材 料。
熔焊
压焊
电弧焊
电渣焊 电子束焊 激光焊 气焊 热剂焊 电阻焊
扩散焊 超声波焊 摩擦焊
金属焊接方法
手工电弧 焊(焊条 电弧焊) 埋弧焊 气体保护 电弧焊
等离子弧 焊
点焊 缝焊 凸焊 对焊
高频电阻 焊
以得到 满意的 结果。 2.搭接 量的确 定 点 焊接头 的最小 搭接量 推荐值 列于下 表。 3.点距 确定 点距指 相邻两 焊点的 中心距 。点距 的最小 值与焊 件的厚 度,电 导率, 熔核直 径等有 关,最 小点距 的推荐 值列于 下表。
点焊接 头的最 少搭接 量推荐 值(单 位: mm) 最薄板 件 的厚度
1083
391
384
物理性能
常用 铜合 金的 性能
例如:
黄铜
本
表
锡青铜
青铜
铝青铜
省
略
白铜
①指液 相点温 度。
点焊 工艺 参数
1.工艺 参数确 定方 法:按 焊件的 材料和 厚度确 定,步 骤如 下:首 先确定 电极的 端面形 状和尺 寸;其次 初选电 极压力 和焊接 时间;接 着调节 焊接电 流,焊 制试样 。 直至试 样的熔 核直径 符合要 求后, 再细调 焊接电 流,焊 接时间 和休止 时间等 参数,
铜电极与钨电极特点_概述及解释说明

铜电极与钨电极特点概述及解释说明1. 引言1.1 概述在现代科技工业中,电极是一个关键的材料,用于导电和传输能量。
铜电极和钨电极是两种常见的电极材料。
它们各自具有独特的特点和优势,在不同领域有着广泛的应用。
本文将对铜电极和钨电极的特点进行概述,并介绍它们在不同方面的性能优势和应用差异。
1.2 文章结构本文分为五个部分进行阐述:引言、铜电极特点、钨电极特点、两种电极在应用上的差异以及结论。
首先,我们将在引言部分提供关于铜电极和钨电极的简要介绍以及本文内容安排。
1.3 目的本文旨在通过详细描述铜电极和钨电极的特点,帮助读者更全面地了解这两种材料并理解它们在工业应用中的区别。
通过比较两种材料在导电性能、抗腐蚀性能、热传导性能、高熔点优势、耐高温优势和机械强度等方面的优缺点,读者将能够明确选择合适的电极材料以满足特定应用需求。
最后,我们将总结出本文的重点观点和结论。
以上是文章“1. 引言”部分的内容,请根据需要进行修改、调整和补充。
2. 铜电极特点:2.1 导电性能优势:铜是一种优良的导电材料,具有较高的电导率和低的电阻。
因此,铜电极在电子设备、通讯系统和能源传输等领域中得到广泛应用。
其导电性能优势使得铜电极能够有效地传递电流和信号,保证设备的正常运行。
2.2 抗腐蚀性能优势:铜具有良好的抗腐蚀性能,可以耐受湿度、盐水等环境条件下的外界侵蚀。
这使得铜电极在户外工程以及化学、海洋等腐蚀环境中使用更为可靠。
同时,铜还具有自愈性,在受损后可以通过氧化形成保护层,进一步增强了其抗腐蚀性能。
2.3 热传导性能优势:由于铜的热传导系数高,其将热量迅速地传递到周围环境中。
这使得铜电极在需要散热或者控制温度的场合非常重要。
在高功率设备、芯片散热和发动机冷却系统等领域,铜电极的热传导性能优势可以有效提高设备的工作效率和使用寿命。
因此,铜电极具有较好的导电性能、抗腐蚀性能和热传导性能。
这些特点使得铜电极成为许多应用中的首选材料。
材料可焊性及配用电极材料参考

钨钼
商用纯钛
镁
镍合
镍ห้องสมุดไป่ตู้
不锈
铬合
镀镉
镀锌
镀铅
镀锡
热轧
冷轧
磷青
硅青
铝2S-3S
硬铝合金 52S-17S24S
C Ⅰ E Ⅱ E Ⅱ H Ⅰ H Ⅱ E Ⅰ D Ⅰ D Ⅰ D Ⅰ Ⅰ 1,5 Ⅰ 2,5 Ⅰ 2,3 Ⅰ 2,3,4 Ⅰ 3,8 Ⅰ 3,4,9 Ⅰ 3,4,9 Ⅰ 3,4,9 Ⅰ 3,4,9 C Ⅰ E Ⅱ E Ⅱ H Ⅰ H Ⅱ E Ⅰ/Ⅱ D Ⅰ D Ⅰ D Ⅰ Ⅰ 1,5 Ⅰ 2 Ⅰ 2,3 Ⅰ 2,3,4 Ⅰ 3,8 Ⅰ 3,4,9 Ⅰ 3,4,9 Ⅰ 3,4,9 Ⅰ 3,4,9 H Ⅱ H Ⅰ E Ⅱ E Ⅱ H Ⅰ H Ⅱ H Ⅴ 3 Ⅴ 5 Ⅴ Ⅴ 3,6 Ⅴ 2,3,4 Ⅴ 3,4 Ⅴ H Ⅰ D Ⅱ D Ⅱ H Ⅱ H Ⅱ H Ⅱ 5 Ⅴ 6 Ⅴ 6 Ⅴ Ⅴ Ⅴ E Ⅰ D Ⅱ D Ⅱ H Ⅱ H Ⅱ E Ⅱ 5 Ⅳ 6 Ⅱ 6 Ⅳ Ⅳ Ⅳ D Ⅰ C Ⅱ C Ⅵ E Ⅱ 2,5 Ⅱ Ⅱ Ⅱ D Ⅰ C Ⅱ C Ⅵ E Ⅱ 2,5 Ⅱ Ⅱ Ⅱ D Ⅰ C Ⅱ D Ⅱ E Ⅱ 2,5 Ⅱ Ⅱ Ⅱ E Ⅱ D Ⅱ Ⅱ 3 H Ⅱ
C Ⅱ D Ⅰ 8 Ⅰ
9
Ⅰ/Ⅱ
C Ⅰ D Ⅰ 6,9 Ⅰ
6,9
D Ⅰ Ⅰ 6,9 电极
镀铅锡层
E Ⅱ E Ⅰ D Ⅰ D Ⅱ C Ⅱ C Ⅱ C Ⅰ/Ⅱ 9 Ⅰ 5,9 Ⅰ 3 Ⅰ 9 Ⅰ Ⅰ 8 Ⅰ
C Ⅰ C Ⅰ Ⅰ 6 Ⅰ 6
镀锌钢板
E Ⅱ E Ⅰ D Ⅱ D Ⅱ C Ⅱ C Ⅱ C Ⅰ C Ⅰ/Ⅱ Ⅰ 9 Ⅰ/Ⅱ 5,9 Ⅰ/Ⅱ 3 Ⅱ 9 Ⅰ Ⅰ 8,9 Ⅰ 9 Ⅰ/Ⅱ 9 E Ⅱ E Ⅰ D Ⅰ D Ⅱ C Ⅱ C Ⅱ C Ⅰ Ⅰ 9 Ⅰ 5 Ⅰ 3 Ⅰ 9 Ⅰ Ⅰ 8 Ⅰ 9 D Ⅱ Ⅱ 8 D Ⅱ Ⅰ 2,5 D Ⅱ Ⅱ 2,5 D Ⅱ Ⅱ 2,5 D Ⅰ Ⅰ 1,5 D Ⅱ Ⅱ 2,5 D Ⅱ D Ⅱ B Ⅱ 8 Ⅱ 8 Ⅱ
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电极材料介绍:
电极是电阻焊机的易耗零件。
电阻焊中电极的工作条件比较恶劣。
制造电极的材料除了应有较好的导电和导热性能外,还应能承受高温和高压。
目前最常用的电阻焊电极材料是铜及铜合金,在特殊焊接场合,也可采用钨、钼及氧化铝等耐高温的材料作为电极。
在电阻焊中,电极材料和电极形状的不同选择直接会影响到焊接质量、生产成本和劳动生产率。
铬锆铜(CuCrZr)
铬锆铜(CuCrZr)是最常用的电阻焊电极材料,这是由它本身优良的化学物理特性及很好的性价比所决定的。
1) 铬锆铜电极它达到焊接电极四项性能指标很好的平衡:
优良的导电性----------保证焊接回路的阻抗最小,获到优良的焊接质量
高温机械性能----------较高的软化温度保证焊接高温环境下电极材料的性能及寿命
耐 磨----------电极不易磨损,延长寿命,降低成本
较高的硬度和强度----保证电极头在一定的压力下工作不易变形压溃,保证焊接质量 2) 电极是一种工业生产的消耗品,用量比较大,因而其价格成本也是一个考虑的重要因素,铬锆铜电极相对其优良的性能来说,价格比较便宜,能满足生产的需要。
3) 铬锆铜电极适用于碳钢板、不锈钢板、镀层板等零件的点焊与凸焊,铬锆铜材料适合于制造电极帽、电极连杆、电极头、电极握杆、凸焊特殊电极、滚焊轮、导电嘴等电极零件。
铍铜(BeCu)
铍铜(BeCu)电极材料与铬锆铜相比,具有更高的硬度(达HRB95~104)、强度(达
800Mpa/N/mm2)及软化温度(达650℃),但其导电率要低得多,较差。
铍铜(BeCu)电极材料适用于焊接承受压力较大的板材零件,以及较硬的材料,如焊缝焊接用的滚焊轮;也用于一些强度要求较高的电极配件如曲柄电极连杆,机器人用的转换器;同时它具有良好的弹性和导热性,很适合制造螺柱焊夹头。
铍铜(BeCu)电极造价较高,我们通常将其列为特殊的电极材料.
氧化铝铜(CuAl2O3)
氧化铝铜(CuAl2O3)也叫弥散强化铜,它与铬锆铜相比, 具有更高强度(达
600Mpa/N/mm2),出色的高温机械性(软化温度达900℃)及良好的导电性(导电率80~85 IACS%),具有出色的耐磨性,寿命长。
氧化铝铜(CuAl2O3)是一种性能优异的电极材料,无论其强度、软化温度还是导电性都非常优越,尤其突出的是用来焊接镀锌板,它不会象铬锆铜电极那样产生电极与工件粘住的现象,不用经常打磨,有效解决焊接镀锌板的问题,提高了效率,降低了生产成本。
氧化铝铜电极具有优良的焊接性能,但其目前造价十分昂贵,因而目前使用还不能普遍使用,但对镀锌板优异的焊接性能及镀锌板的普遍使用,使得其市场前景广阔。
氧化铝铜电极适用于镀锌钢板、铝制品、碳钢板、不锈钢板等零件焊接.
钨(W)、钼(Mo)
钨电极(Tungsten) 钨电极材料有纯钨、钨基高比重合金及钨铜合金,钨基高比重合金是钨中加入少量的镍铁或镍铜烧结而成,钨铜复合材料(Tungsten-Copper)含有10-40% (重量比)的铜.
钼电极(Molybdenum) 钨、钼电极具有硬度高、熔点高、高温工作性能优越等特点,适合与焊接有色金属铜、铝、镍等,如开关的铜编织带与金属片的焊接。