拉伸弯曲矫直机参数分析(精整)
1050拉矫机参数
1050拉矫机生产线技术参数及配置一、拉矫机工作原理及情况介绍:我公司制造的拉矫机采用两对弯曲辊组、两个矫直辊组结构。
前后S辊与拉矫主机一体的结构型式,机架两主面采用整张75 mm的热轧钢板,整体刚性好、工作平稳可靠、安装方便、设备精度高、布置紧凑。
设备配备四个弯曲辊组.可以使带钢获得更大的延伸率,为生产出高质量的产品提供了有效保证。
该拉矫机具有液压快速开闭功能.通过回转油缸控制升降平台快速开闭辊系,以防焊缝对拉矫机工作辊造成损坏。
通过电动蜗轮丝杠升降机可实现工作辊压入量的快速调整及准确定位。
配备有矫直横弯组,可以消除带钢弓弯。
在拉矫机出口处设置了矫直带钢纵向弯曲的矫直辊组可有效的去除在长度方向上的弯曲,保证带钢具有最佳的平直度。
我公司拉矫机主要用户为:1999年广东三水南方镀锌板厂;2001年江苏常熟镀锌板厂、山西万邦集团;2004年广东顺德陈村中联不锈钢厂、高明基业、高明泰裕,2005年广东佛山业和、佛山联盈、佛山伟刚、河源向阳、宁波伟伟、河北盛芳华东、福州富源,2006年佛山浩创、邢台博纳、太原赛林、揭阳集润、天津恒兴、福建永大、包头华灵等公司。
二、机组技术性能:1、机组名义宽度:1050mm2、基本规格:材质:普碳钢、镀锌板、不锈钢。
带材宽度:≤1000mm带材厚度:0.15-1.5mm来料带卷内径:φ500mm成品卷内经:φ500mm带卷外经:φ1450mm3、延伸率:0-3%4、机组速度:≤120m/min5、穿带速度:0.3m/s三、机组主要组成单元1、液压横切剪机;2、上卷小车;3、液压四棱锥开卷机;4、带托辊擦料台;5、缝焊机;6、带前后S辊双弯双矫拉伸矫直机;7、液压横切剪机;8、检验平台;9、托辊;10、液压四棱锥卷取机;11、卸卷小车。
四、主要工艺技术参数:1、主机矫直系统:第一、二弯曲辊系:φ30/φ40×1050mm,φ75×180mm×4第一矫平辊系:φ200×1050mm,φ35/φ50×1050mm,φ75×180 mm×4第二矫平辊系:φ200×1050mm,φ60×1050mm,φ75×180 mm×4弯曲辊压下量:0-60 mm矫平辊压下量:0-60 mm系统压下调整方式:电动2、张力辊系统:辊系规格:φ800×1050 mm S型布置矫直段最大张力:80KN1号辊电机:Z4-180-41 55 KW 1500/3000 440V2号辊电机:Z4-200-31 90 KW 1500/2800 440V3号辊电机:Z4-225-11 110 KW 1500/3000 440V4号辊电机:Z4-180-41 55 KW 1500/3000 440V减速机:速比:31.5矫直段最大张力:80KN3、卷取机卷筒规格:φ500×1050 mm(φ470-φ520 mm)卷取张力(最大):14KN卷取电机:Z4-250-31 55 KW 450/1500涨缩形式:液动4、开卷机卷筒规格:φ500×1050 mm(φ470-φ520 mm)开卷张力(最大):14KN开卷电机:Z4-250-31 55 KW 450/1500涨缩形式:液动五、电控系统采用英国欧陆公司590型数字式调速直流电源单独驱动,要具有良好的静态和动态特性,要求延伸率给定并闭环控制,具有延伸率直接显示仪表。
拉伸弯曲矫直机研究论文
拉伸弯曲矫直机研究论文1拉矫机原理2.1辊式矫直的原理板材在辊式矫直机上矫直时,板材是在矫直辊的压力作用下发生纯弯曲弹塑性变形,其中性层即零应力轴线仍然是矩形截面的几何轴线。
2.2张力矫直的原理带材在连续张力机上矫直时,在张力辊的张力作用下,横截面产生均匀的拉伸应力,而获得均匀的塑性伸长。
2.3拉伸弯曲矫直的原理连续拉伸弯曲矫直机综合了连续张力矫直机与辊式矫直机的特点,其是在张力辊的拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得矫直的工艺过程。
矫直过程是使处于张力作用下的带材,经过弯曲辊剧烈弯曲时,带材由于弯曲应力和拉伸应力的联合作用产生弹塑性延伸变形,从而使三元形状缺陷得以消除,随后再经矫直辊将残余曲率矫平。
弯曲辊的作用使得带钢单面受到塑性延伸变形,并且造成整个横截面上的应力不均,根据这种变形原理,带张力的带钢至少要通过两个弯曲辊,进行整个板面均匀的延伸,再经过一个矫直辊,对残余应力进行重新分布均衡。
为了适应不同厚度带钢的矫直需要,要设置两组弯曲-矫直辊。
3拉矫机的结构拉矫机由张力辊组与拉伸弯曲机座组成,据不同的工艺要求和现场条件,这两组有多种形式。
3.1拉伸弯曲机座拉弯矫直机座使带材产生拉伸弯曲变形,由弯曲辊单元与矫直辊单元组成,弯曲辊由两个或多个小直径的弯曲辊,它使带材在张力作用下,经过剧烈的反复弯曲变形,导致带材产生塑性延伸,以达到工艺要求的延伸率。
弯曲辊机座的结构,要据工艺要求进行合理确定结构形式,工艺设备结构满足工艺要求使用性能,应用方便合理,设备制造工艺能达到设备要求性能。
3.1.1弯曲辊单元弯曲辊的作用:弯曲辊用做产生弯曲应力并在拉伸应力的联合作用下产生弹塑性延伸,实现钢带的塑性延伸,因为弯曲辊的弯曲应力在带钢的横截面上呈方向性,在单侧实现的塑性延伸,为达到两侧的变形均匀,必须采用方向相反的两个弯曲辊,弯曲辊用以实现带钢的塑性延伸,消除带材的三元缺陷。
弯曲辊的型式很多,根据需要选择各种弯曲辊结构组成形式,以达到校正不同种类带钢的目的。
拉矫机组工艺流程、参数及产品
拉矫机组工艺流程、参数及产品拉矫机组工艺流程、参数及产品1、机组名称:1200mm拉伸弯曲矫直机组2、机组用途:对低碳钢退火带卷进行拉伸弯曲矫直,获得优质的板型及改善机械性能。
3、技术性能:3.1、材质:冷轧带卷:普通碳素钢、优质碳素钢、低合金结构钢。
代表钢号:Q195、Q235、08AI、20、45、SPCC、SPCD、SPCE。
带材状态:轧后退火带卷。
3.2、来料性能:屈服限σs:≤360Mpaσb:≤610 Mpa3.3、材料规格:厚度:0.15~0.8 mm宽度:650~1015 mm卷径:来料φ1900~φ900/φ510 mm成品φ1900~φ900/φ510 mm卷重:20000Kg3.4、机组速度:工作速度:30~180m/min穿带速度:20m/min3.5、机组张力:开卷张力:3~20KN拉矫段张力:88 KN卷取张力:3~20KN3.6、延伸率:0~3%3.7、矫后板型:≤5I3.8、拉伸弯曲矫直机型式:一弯一矫3.9、传动方向:甲方在2006年7月25日前通知乙方。
4、装机水平4.1开卷、卷取及张力装置直流传动,原装西门子6R70系列全数字直流调速器进行控制。
4.2开卷、卷取采用具有卷径计算和补偿的动态控制方式。
4.3前后张紧辊传动电机间按速度和张力要求进行控制并自动进行载荷分配,组成延伸率全数字闭环控制,以确保延伸率的精度。
4.4机组的综合控制采用西门子S7-300型PLC集中控制,以现场总线方式对各传动机组进行管理和控制,PLC主机装在主操纵台中,从机装在付操纵台中,其间用PROFIBUS-DP通讯电缆连接,以期减少用户现场布线工作量。
同时提高机组的控制精度。
4.5各操作点间接线采用可以现场装配的接插端子完成。
4.6所有控制元件采用施耐德产品。
4.7带头和带尾采用焊接方式,减少穿带时间。
4.8各交流电机(泵、站、风机)采用组合控制方式,减少维护工作量。
4.9开卷机CPC自动对中。
拉伸弯曲矫直机插入量的分析
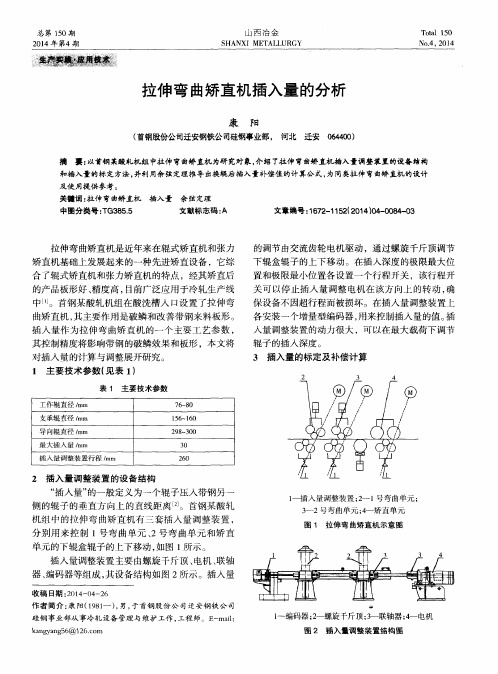
拉 伸弯 曲矫直 机 是近 年来 在辊 式矫 直 机 和张力 矫 直机基 础 上发展 起 来 的一种 先进 矫 直设 备 ,它综 合 了辊式 矫 直机 和张 力矫 直机 的特 点 ,经 其矫 直后
的调节由交流齿轮电机驱动 ,通过螺旋千斤顶调节 下辊 盒辊 子的 上下移 动 。在插 入 深度 的极 限最 大位 置和极 限最 小位 置各 设 置一个 行 程开 关 ,该行程 开
保设备不因超行程而被损坏。在插入量调整装置上 各安 装一 个增 量型编 码器 , 用来 控制插 入量 的值 。 插 入量 调整装 置 的动 力很 大 ,可 以在 最大 载荷 下 调节
辊子 的插入 深度 。
对插入量的计算与调整展开研究 。 1 主要 技术 参数 ( 见表 1 )
表 1 主 要 技 术参 数
1 一 编码器 ; 2 一螺旋 千斤顶 ; 3 ~联轴器 ; 4 一 电机
图 2 插 入量 调 整 装 置 结 构 图
2 0 1 4年第 4期
康
阳: 拉伸弯曲矫直机插 入量 的分析
拉伸弯曲矫直机的工作辊和支承辊在使用过程 中会不断磨损 , 需要定期更换。 换辊后 由于辊子直径 的变化导致插入量零位变化 ,必须重新对插入量进
工作辊直径 / am r
支承辊直径 / mm
3 插入量的标定及补偿计算
4
7 6 ~ 8 0
l 5 6 ~ l 6 0
导 向辊直径 / mm
最大插入量 / am r
2 9 8 ~ 3 0 0
3 0
插入量调整装置行程 / a r m
2 6 0
2 插入 量调 整装 置的 设备 结构
s i n 器 .
由式 ( 1 ) 、 式( 2 ) 和式 ( 3 ) 可得 : 同理 可得 :
拉矫机

拉矫工艺操作规程一、拉矫机工艺参数和设备技术性能1、带材规格材质:普碳钢屈服强度:带宽:1050板厚:0.15-0.5带卷外型尺寸:900-1800/510卷重:20吨2、机组参数机组能力:10万吨/年速度:220矫直张力:50入口张力:5出口张力:8延伸率:2%(延伸率精度±10%)矫正能力:边浪≤1.0中浪≤1.0矫直精度:矫直后板型平直度W≤0.5%3、双弯双矫拉矫机功能:作为带材的精整设备,对带材进行拉伸弯曲矫直作业,用来改善原料板型,消除带钢浪形,瓢曲等板型缺陷,提高带钢的平直度和板型质量。
设备组成:由矫直机(弯曲辊系,矫直辊系),张紧辊及其传动装置,换辊车组成的双弯双矫矫直机由弯曲辊系和矫平辊系组成,采用两套弯曲辊系和两套矫平辊系装在一个整体机构架内。
弯曲辊系由1#弯曲辊系,2#弯曲辊系组成,上弯曲辊固定且带有液压快开装置,下弯曲辊由交流点击,减速机带动,可以上下移动,可根据需要调整弯曲量大小,调整量通过标尺显示。
矫平辊系由1#矫平辊和2#矫平辊组成。
1#矫平辊系由三个矫平辊组成,两个上矫平辊(转向辊)固定,下矫平工作辊由交流电机,减速机带动上下移动,可根据需要调整矫平量大小。
调整量通过标尺显示。
2#矫平辊由两个矫平辊组成,下矫平辊(转向辊)固定,上矫平辊由交流电机,减速机带动,分别可以上下移动。
可根据需要调整矫直量大小,调整量可通过标尺显示。
4、拉矫机机械部分手机架:由左右牌坊和上下横梁以及辊系的升降装置,压下装置等组成。
机架具有良好的刚度,保证了辊系及其辅助设置在安装后的使用功能。
辊系:由两组上下弯曲辊盒,一个下矫直辊盒和一个上矫直辊盒及其转向辊组成。
一组上下弯曲辊盒分别由一只&23×1200mm的工作辊,两只&35×1200mm的中间辊,三列&65×120mm的支撑辊(21套)的弯曲单元组成。
另一组上下弯曲辊盒分别由一只&28×1200mm的工作辊,两只&35×1200mm的中间辊,三列&65×120mm的支撑辊(21套)的弯曲单元组成。
0.2-1.2X500拉伸弯曲矫直机组技术方案

0.2~1.2×500拉伸弯曲矫直机组技术协议0.2~1.2×500拉伸弯曲矫直机组技术协议一、机械设备1、用途500mm拉伸弯曲矫直机组长用于将经过退火状,未退火状的不锈钢板,普碳板经过S辊大涨力后消除卷板带材的不良板形。
2、技术参数2.1来料规格及性能2.1.1材质:退火态,半退火态不锈钢钢带,普碳板等2.2.2材料性能: a.弹性模量:E=20Gpab.屈服强度:270MPa≤δS≤380Mpa2.1.3带材厚度:0.2~1.2mm2.1.4带材宽度:≤400mm2.1.5钢卷内径:Φ508mm2.1.6钢卷外径: Φ800~Φ1500mm2.1.7钢卷重量:≤5T(max)2.1.8平均钢卷单重:㎏/mm2.1.9钢卷塔形:≤5mm2.2成品规格2.2.1带材厚度:0.2~1.2mm2.2.2带材宽度:≤400mm2.2.3钢卷内径: Φ508mm2.2.4钢卷外径: Φ800~Φ1500mm2.2.5钢卷重量:≤5T(max)2.2.6平均钢卷单重:㎏/mm2.2.7 年产量:8万吨(按0.5㎜计算)2.3主要性能及参数2.3.1拉矫机主电机功率单位:KW总装机功率:360KW2.3.2拉矫辊尺寸a.弯曲辊组矫直辊直径:Φ25×Φ40×Φ75mmΦ40×Φ55×Φ80mm平衡辊直径: Φ200mm辊面宽度:600mmb.矫直辊组上矫直辊辊径: Φ200mm下矫直辊辊径: Φ40×Φ55×Φ80mm辊面宽度:600mm2.3.4工作能力工作速度:90~150m/min引带速度:15m/min2.3.5质量要求延伸率:0.5~3.8%板形:来料板形:≤40~65I带钢不平度:每米不大于1mm平直度:3~8(I)无波浪翘曲侧弯等不良板形2.3.6机组技术性能操作速度及张力范围穿带速度:15m/min工作速度:90~120m/min开卷张力:35KN卷取张力:50KN拉伸段张力(max):80KN设备标高:+900mm机列走向:至左向右(从操作侧方向观察)设备总重量:~70T2.4装机功率2.4.1机组采用直流传动,数字式调速系统,PLC控制2.4.2主操作台设有人机界面,完成动态画面显示,轧制工艺参数设定,故障报警和打印报表。
拉伸弯曲矫直机应用于铝带精整中的探讨
拉伸弯曲矫直机应用于铝带精整中的探讨摘要:拉伸弯曲矫直机是目前常用的材料矫直设备,能够在很大程度上满足热轧钢板的平直度要求,此种设备不仅具备辊式矫直机的特点,同时还具备拉力矫直机的优点,能够在张力辊拉伸和弯曲辊反复连续性的联合作用下,让热轧钢板发生形变,致使得到矫直后的板材,最大限度控制热轧钢的各种能够形状问题,提高板材的质量。
而对于铝带精整来说,单指铝板的加工,我国每年大约七层左右的铝板在市面上流通,并且在流通以前此类铝板都要经过精整,所以铝板带的生产加工工序进行优化和调整,是非常重要的,并且还要有效控制各铝板带的加工工序。
因此,本文概述拉伸弯曲矫直机的特点和矫正原理,介绍铝带精整的控制内容和原理,探讨矫直张力与初始张力的关系,以及带材运行速度变化对于矫直张力的影响。
关键词:拉伸弯曲矫直机;铝带精整;特点原理;应用探讨;在社会发展的推动作用下,铝带精整行业也随之得到发展,同时铝带的使用要求也在不断提高,其中就包括铝带的平直度。
相较于传统的拉力矫直机来说,让加工材料在极限作用力下发生形变,从而重新塑造材料的形状,直至达到预定的平直度,但是由于受到材料自身厚度变化的影响,随着厚度不断增加,拉力矫直机组在运行过程中,功率会不断增加,同时机组的尺寸也随之增加变大,同时能源方面的消耗也会不断增加;而辊式矫直机又只针对较厚的加工材料,对于厚度较小的材料来说与拉力矫直机相差不大,因此基于此种情况,将两种机组进行结合,研发出了拉伸弯曲矫直机,能够有效消除板材在进行加工时,内部应力不平衡的问题,实现既定平直度的要求,能够适用于不同厚度的加工板材,致使精整后的板材平直度能够满足要求。
1 概述拉伸弯曲矫直机的特点和矫正原理1.1特点想要了解拉伸弯曲矫直机的特点,首先要知道热轧板材自身会存在哪些问题和缺陷,如浪形、卷边等,能够直接影响板材板形的问题。
进而拉伸弯曲矫直机就是为了处理此类问题而出现的,热轧板材在拉伸弯曲矫直机的作用下能够有效改善板材的力学性能,例如:拉伸弯曲矫直机设备工作时,带材受到拉伸和弯曲的双重作用,拉伸作用下带材沿几何中心层被拉伸,弯曲作用下中心层向弯曲内侧偏移,而弹复时中心层并没有完全回到初始位置,从而产生了剩余延伸率,剩余延伸率就是改善板材板形的关键。
一种拉伸弯曲矫直机工作参数设定方法[发明专利]
专利名称:一种拉伸弯曲矫直机工作参数设定方法专利类型:发明专利
发明人:孙亚波,李宏伟,张康武,崔卫华,马兰松,靳恩辉申请号:CN201910113939.1
申请日:20190214
公开号:CN109821930A
公开日:
20190531
专利内容由知识产权出版社提供
摘要:本发明公开了一种拉伸弯曲矫直机工作参数设定方法,包括获得参数、设定延伸率目标值ε、计算矫直张应力预设定初值σ、计算矫直张应力σ、1#弯曲单元插入量W、2#弯曲单元插入量W和矫直单元插入量J,将计算出的矫直张应力σ、1#弯曲单元插入量W、2#弯曲单元插入量W和矫直单元插入量J作为拉伸弯曲矫直机的工作参数,可有效提高延伸率闭环控制的收敛速度,提高了产品质量及成材率。
申请人:中国重型机械研究院股份公司
地址:710032 陕西省西安市未央区东元路209号
国籍:CN
代理机构:西安吉盛专利代理有限责任公司
代理人:吴倩倩
更多信息请下载全文后查看。
拉弯矫直技术分析及其工艺参数的优化研究(精)
第 4期总第 164期冶金丛刊 Su m. 164 No . 4 2006年 8月M ET ALLURGI C AL C OLLECTI O NS August 2006拉弯矫直技术分析及其工艺参数的优化研究尹玲娣钟秋生刘斌伍家胜(广州铜材厂有限公司摘要本文论述了拉伸弯曲矫直技术的特点及其在铜加工领域的应用 , 同时探讨了相关工艺参数的选取和优化等问题。
关键词拉伸弯曲 ; 工艺参数 ; 张力 ; 延伸率中图分类号 :TG356. 25文献标识码 :A 文章编号 :1671-(200604--TECHN I CAL F L I NG AND STU DY O N I I F G I CAL PARAM ETERSingdi Zhong Q iusheng L iu B in W u J iasheng(Guangzhou CopperMaterials Co . , L td .Abstract This paper expounds the characteristics of tensi on leveling and app licati on in copper fabrica 2 ting industry, and studies the selecti on and op ti m izati on f or the main technol ogical para meters .Key words tensi on leveling; technol ogical para meters; tensi on; el ongati on 1前言随着国民经济和工业技术的发展 , 用户对铜及铜合金板带材各项质量指标的要求越来越高。
近年来 , 虽然铜板带的热、冷轧机设备日趋先进 , 在很大程度上提高了带材轧制板型的平直度。
但是从生产效率、设备投资费用、设备维护等实际使用效果来看 , 仅仅依靠轧机装备和轧制工艺将无法满足电器、电子等行业对带材板型度的要求。
拉伸弯曲矫直机在铝带精整中的应用研究
拉伸弯曲矫直机在铝带精整中的应用研究作者:陶冶李泽琼来源:《科学与财富》2016年第16期摘要:拉伸弯曲矫直机是一种高端有色金属精整加工设备,只要是借助对带材拉伸弯曲的作用来消除或者是抵消薄带波浪和翘曲等板形的缺陷,在开展生产活动的过程中,因为来料板型自身存在着较为明显的不规则性,所以我们需要根据其具体的原因对整个机组的参数进行全面的控制和调整。
对带材拉矫过程中所产生的拉力、矫直切入量和带材延伸率等一些比较重要的参数进行全面的分析,带材材料自身上的质量会对延伸率的设定产生非常重大的影响。
在拉力达到最大水平的情况下,我们可以对切入量进行全面的调整,从而达到优化的目的。
关键词:拉伸弯曲;矫直;参数;铝带1、引言当前铝带精整行业得到了非常显著的发展,这对于铝带的平直度也提出了更高的要求,传统的拉力矫直机采用的是其自身的张力将下料的屈服达到极限,这样也就使得材料出现塑性形变,使其平直度能够充分的满足相关的标准及要求、对于厚料和机组的要求,其功率不能太大,如果功率过大,一方面会使得机组的尺寸过大,同时也会使得资源无法得到充分的利用。
在这样的情况下研究出了一种新式的精整设备—拉伸弯曲矫直机,其在应用的过程中具有能耗小,平直度水平较高的优点。
2、工作原理铝带拉伸弯曲矫直机通常是借助对铝带材开展弯曲矫直,同时还要对其进行高强度的拉伸,最终抵消带材的波浪和飘曲等众多的缺陷,这样就可以使得板形产品自身的质量和机械性能得到全面的提升。
设备运行的过程中,带张力的带材在受到了啦拉伸和弯曲作用之后,带材会沿着几何中心层的位置被拉伸,中心层会向弯曲的内侧进行移动,而在弹复的过程中,几何中心层的弹复会产生变形的现象,这样也就使得弹复曲率明显的减小,同时在这一过程中还产生了非常明显的剩余延伸率。
比较小的张应力也能够使得带材产生永久型的延伸变形,此外,在经过了反复弯曲处理之后,可以使得材料内部的残余应力和残余的弯曲明显的减小,甚至可以达到完全没有,这样也就使得瓢曲的带材矫直成平直度非常高的带材。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拉弯矫直机参数分析
一.中性层偏移量A的确定
钢带在张力的作用下经过弯曲辊时,断面外侧会产生很大的拉伸,内侧产生相对小一些的压缩,为了保证内外力的平衡,中性层必然会向下偏移:如下图:
通过计算得A=δt×h/(2δs) 如取δt =1/3δs时A=1/6 h
式中:δt—钢带的张应力h—钢带的厚度δs—钢带的屈服极限
实际拉矫过程中,一次应变量不超过10倍屈服时的应变量,如取δs=300MPa 时,屈服应变量为δs/E=300×10^6/(2×10^11)=0.15%,那么一次应变量不超过1.5%,对于一般的钢带,其δb时的延伸在20%以上,所以一次应变在相对很窄的延伸范围内完成,强化可以忽略,即认为屈服极限是定值(根据反变特性,如由拉升到压缩,屈服极限会略有下降,多次弯曲后,由于屈服平台没了,屈服极限是有所下降的)。
本文全部计算不包括硬态板。
二.弯曲曲率半径(R0)与应变的关系
中性层的应变:A/R0 最外层的应变:(h/2+A)/ R0 最内层的应变:(h/2-A)/ R0
钢带经过一个弯曲辊产生两次变化,首先钢带由平直逐渐弯曲到曲率半径R0,此时处于钢带与工作辊的接触处,然后由曲率半径R0逐渐展开至平直。
钢带上表面与下表面既经过最大拉伸,又经过最大压缩。
则经过一个弯曲辊中性层的总应变为:2×A/ R0
如果有n个弯曲辊,则总应变为:2×n×A/ R0
钢带经过拉矫机后无张力状态下会弹性回复,其应变为:δt/E
实际延伸率可得:ε=n×δt×h/ (R0×δs)-δt/E
如取n=4 δs=300MPa δt=100MPa h=0.2mm E=200GPa(碳钢)
当R0=13时,延伸率为2% 最外层最大应变1%
当R0=15时,延伸率为1.73%
三.张力损失
张力损失绝大部分消耗在弯曲时塑性变形上,这部分的损失为
((1+λ^2)×h /(4××R0)-δs/E)×2×n ×100% λ=δt/δs
用以上的数据,当R0=13时,张力损失为9.1% 辊系部分的张力损失很小,不超过1%
则总张力损失为(((1+λ^2)×h /(4××R0)-δs/E)×2×n+0.01)×100% 四.一定张力下,包角与带钢曲率半径的关系
以钢带与辊的接触点为支点,那么一侧的钢带受到以下三个力矩的作用:
M1为拉伸应力产生的正力矩M2为压缩应力产生的负力矩M3为张应力产生的平衡力矩
有M1-M2=M3
利用积分可得出包角α=2×ACCOS((R0+h (1+2×λ)/6/λ)/(R0+h(1+2×λ-λ^2)/4/λ))
注:此公式对于较大辊距,较大张力精度高
五.包角与弯曲辊的咬入量C的关系
取辊距为B
则咬入量C=2×R0(1-COSα)+(B-2×R0×SINα)TANα
六.拉矫参数与拉矫前后板型的关系
对于60I的板型,其纤维长短的变化率只有0.06%,按现有的资料提到的公式,拉矫机只要产生0.06%的延伸率就可将60I板型的钢带矫得很好,而在实际过程中,这是不可能的。
实际拉矫时,长纤维处的张力要比短纤维处的小,拉矫机一般用的是平行辊,不同张力的钢带经过时产生的延伸率也不同,即张力大延伸率也大,每经过一次弯曲辊,张力差就减小一次,板型也就得到一次改善。
通过比较法得知,如果取λ=1/3 δs=300MPa 拉矫前板型为60I 如果拉矫后想得到3I,则至少需要0.58%的延伸率,如果拉矫后想得到2I,则至少需要
0.86%的延伸率,由于分析过于困难,可作专题讨论。
但可以得出以下结论:
1.对于一定的板型,拉矫后的板型要求越高,则需要的延伸率越大,
且大大超过10^5I值
2.一定的延伸率,小张力更有利于改善板型(同时要考虑其它不利因
素)
3.弯曲辊平行度在0.1以内时,其差值对拉矫机的性能几乎没有影响(<1I)
4.钢带在拉矫机出口处的横截面上的张力均匀性直接影响到拉矫后的板型,因为张力不一样,弹性恢复就不一样。
七.拉矫常用的数据
对于0.35-2.3的板厚,拉矫参数见EXCEL分析(有需要请联系376900273)。