电加热炉温度控制系统设计
(整理)基于PID电加热炉温度控制系统设计
基于PID 电加热炉温度控制系统设计1概述电加热炉随着科学技术的发展和工业生产水平的提高,已经在冶金、化工、机械等各类工业控制中得到了广泛应用,并且在国民经济中占有举足轻重的地位。
对于这样一个具有非线性、大滞后、大惯性、时变性、升温单向性等特点的控制对象,很难用数学方法建立精确的数学模型,因此用传统的控制理论和方法很难达到好的控制效果。
单片机以其高可靠性、高性能价格比、控制方便简单和灵活性大等优点,在工业控制系统、智能化仪器仪表等诸多领域得到广泛应用。
采用单片机进行炉温控制,可以提高控制质量和自动化水平。
在本控制对象电阻加热炉功率为800W ,由220V 交流电供电,采用双向可控硅进行控制。
本设计针对一个温度区进行温度控制,要求控制温度范围50~350C ,保温阶段温度控制精度为正负1度。
选择合适的传感器,计算机输出信号经转换后通过双向可控硅控制器控制加热电阻两端的电压。
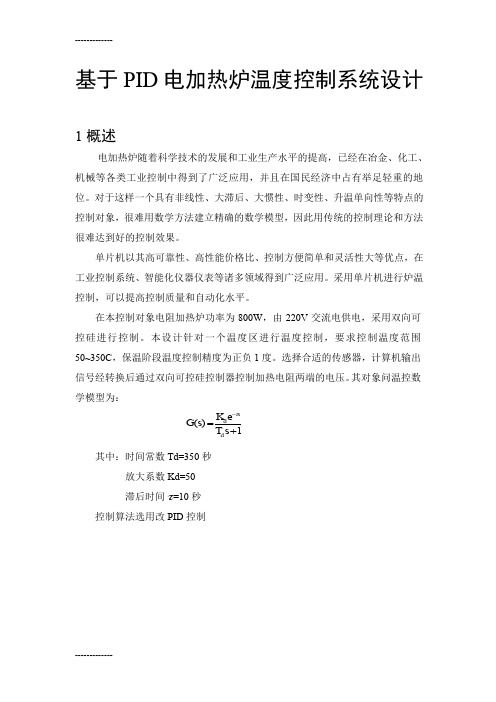
其对象问温控数学模型为:1)(+=-s T e K s G d sd τ 其中:时间常数Td=350秒放大系数Kd=50滞后时间τ=10秒控制算法选用改PID 控制2系统硬件的设计本系统的单片机炉温控制系统结构主要由单片机控制器、可控硅输出部分、热电偶传感器、温度变送器以及被控对象组成。
系统硬件结构框图如下:图2-1 系统硬件结构框图看门狗 报警提醒通信接口 LED显示 键盘 微型控制机 AT89S52 温度检测PT100 驱动执行机构 8路D/A 转换器DAC0832 测量变送 8路A/D 转换器ADC0809 加热电阻温度图2-2 系统电路图2.1电源部分本系统所需电源有220V交流市电、直流5V电压和低压交流电,故需要变压器、整流装置和稳压芯片等组成电源电路。
电源变压器是将交流电网220V的电压变为所需要的电压值,然后通过整流电路将交流电压变为脉动的直流电压。
由于此脉动的直流电压还含有较大的纹波,必须通过滤波电路加以滤除,从而得到平滑的直流电压。
加热炉温度控制系统设计

加热炉温度控制系统设计一、引言加热炉是一种常见的工业设备,用于将物体加热至一定温度。
在许多工业过程中,加热炉的温度控制至关重要,它直接影响到产品的质量和生产效率。
因此,设计一个稳定可靠的温度控制系统对于提高工业生产的效益十分重要。
本文将介绍一个基于控制理论的加热炉温度控制系统的设计。
二、控制系统设计原理1.温度传感器:温度传感器是测量加热炉内部温度的重要组成部分。
常用的温度传感器包括热电偶和热敏电阻。
传感器将温度信号转换为电信号,并将其发送给控制器。
2.控制器:控制器接收温度传感器发送的信号,并与设定值进行比较。
根据比较结果,控制器将控制信号发送给加热器以调整加热功率。
控制器通常使用PID控制算法,它根据偏差、积分和微分项来计算控制信号。
3.加热器:加热器是加热炉温度控制系统中的执行器。
根据控制信号,加热器可以调整加热功率,从而控制加热炉的温度。
三、温度传感器选择温度传感器的选择对于温度控制系统的性能至关重要。
常见的温度传感器有热电偶和热敏电阻。
在选择传感器时需要考虑以下因素:1.测量范围:根据加热炉的工作温度范围选择合适的传感器。
不同的传感器有不同的工作温度范围。
2.精度:传感器的精度对于控制系统的准确性非常重要。
一般来说,热电偶的精度比热敏电阻高。
3.响应时间:加热炉温度的变化通常需要快速响应。
因此,传感器的响应时间也是一个重要的考虑因素。
四、控制器设计1.控制算法选择:常见的控制算法有比例控制、积分控制和微分控制。
PID控制算法结合了这三种控制算法,被广泛应用于温度控制系统。
2. 参数调节:根据具体的应用场景和系统性能要求,需要对PID控制器进行参数调节。
常见的调节方法有Ziegler-Nichols方法和临时增减法。
3.控制信号输出:控制信号输出给加热器,影响加热功率。
一般来说,控制信号越大,加热功率越高,温度升高的速度越快。
五、系统测试和优化完成控制系统的设计后,需要进行系统测试和优化。
基于PLC控制的加热炉温度控制系统设计

基于PLC控制的加热炉温度控制系统设计概述加热炉是工业生产中常见的设备之一,其主要作用是提供高温环境用于加热物体。
为了确保加热炉的稳定性和安全性,需要设计一个可靠的温度控制系统。
本文将介绍一个基于PLC(可编程逻辑控制器)控制的加热炉温度控制系统设计方案。
系统设计原理在加热炉温度控制系统中,PLC作为核心控制器,通过监测温度传感器的输出信号,根据预设的温度设定值和控制策略,控制加热炉的加热功率,从而实现对加热炉温度的稳定控制。
以下是系统设计的主要步骤:1.硬件设备选择:选择适合的温度传感器和控制元件,如热电偶、温度控制继电器等。
2.PLC选型:根据实际需求,选择合适的PLC型号。
PLC需要具备足够的输入输出点数和计算能力。
3.传感器连接:将温度传感器接入PLC的输入端口,读取实时温度数据。
4.温度控制策略设计:根据加热炉的特性和工艺需求,设计合适的温度控制策略。
常见的控制策略包括比例控制、积分控制和微分控制。
5.控制算法实现:根据温度控制策略,编写PLC程序,在每个采样周期内计算控制算法的输出值。
6.加热功率控制:使用控制继电器或可调功率装置,控制加热炉的加热功率。
7.温度反馈控制:通过监测实际加热炉温度和设定值之间的差异,不断修正加热功率控制,使加热炉温度稳定在设定值附近。
系统硬件设计基于PLC控制的加热炉温度控制系统的硬件设计主要包括以下几个方面:1.温度传感器:常用的温度传感器有热电偶和热敏电阻。
根据加热炉的工艺需求和温度范围,选择适合的温度传感器。
2.PLC:选择适合的PLC型号,根据实际需求确定PLC的输入输出点数和计算能力。
3.控制继电器或可调功率装置:用于控制加热炉的加热功率。
根据加热炉的功率需求和控制方式,选择合适的继电器或可调功率装置。
4.运行指示灯和报警器:用于显示系统的运行状态和报警信息。
PLC程序设计PLC程序是基于PLC的加热炉温度控制系统的关键部分,其主要功能是实现温度控制算法。
电加热炉温度控制系统的设计

电加热炉温度控制系统的设计目录引言 (6)1 模糊控制器的设计 (13)1.1 模糊逻辑基础 (13)1.1.1 模糊集合的概念和基本运算 (13)1.1.2 模糊关系 (14)1.1.3 模糊规则 (15)1.2 模糊控制系统 (17)1.2.1 模糊控制的基本思想 (18)1.2.2 模糊控制系统的组成 (18)1.3 基本模糊控制器的设计 (20)1.3.1 精确量的模糊量化处理 (20)1.3.2 模糊推理 (23)1.3.3 反模糊化处理 (24)2 MATLAB下的仿真实验 (26)2.1 PID控制仿真实验 (26)2.2 基本模糊控制仿真实验 (27)3 电加热炉控制系统监控程序的设计 (31)3.1 组态王简介 (31)3.1.1 概述 (31)3.1.2 组态王与I/O设备 (31)3.1.3 组态王的开放性 (32)3.1.4 建立应用工程的一般流程 (32)3.1.5 如何得到组态王的帮助 (33)3.2 组态王的设计 (33)3.2.1 设计画面 (33)3.2.2 动画连接 (36)3.3 电加热炉控制监控画面 (42)结论 (47)参考文献 (48)摘要在冶金、化工,机械等各类工业控制中,电加热炉都得到了广泛的应用。
目前国内的电加热炉温度控制器大多还停留在国际60年代水平,仍在使用继电—接触器控制或常规PID控制,自动化程度低,动态控制精度差,满足不了日益发展的工艺技术要求。
电加热炉的温度是生产工艺的一项重要指标,温度控制的好坏将直接影响产品的质量。
电加热炉由电阻丝加热,温度控制具有非线性、大滞后、大惯性、时变性、升温单向性等特点。
而且,在实际应用和研究中,电加热炉温度控制遇到了很多困难:第一,很难建立精确的数学模型;第二,不能很好地解决非线性、大滞后等问题。
以精确数学模型为基础地经典控制理论和现代控制论在解决这些问题时遇到了极大地困难,而以语言规则模型(IF-THEN)为基础的模糊控制理论却是解决上述问题的有效途径和方法。
电炉温度控制系统设计
摘要:本设计采用直接数字控制(DDC)对加热炉进行控制,使其温度稳定在在某一个值上。
并且具有键盘输入温度给定值,LED数码管显示温度值和温度达到极限时提醒操作人员注意的功能。
一.概述温度是工业生产中常见的工艺参数之一,任何物理变化和化学反应过程都与温度密切相关,因此温度控制是生产自动化的重要任务。
对于不同生产情况和工艺要求下的温度控制,所采用的加热方式,燃料,控制方案也有所不同。
例如冶金、机械、食品、化工等各类工业生产中广泛使用的各种加热炉、热处理炉、反应炉等;燃料有煤气、天然气、油、电等;控制方案有直接数字控制(DDC),推断控制,预测控制,模糊控制(Fuzzy),专家控制(Expert Control),鲁棒控制(Robust Control),推理控制等。
本设计的控制对象为一电加热炉,输入为加在电阻丝两断的电压,输出为电加热炉内的温度。
输入和输出的传递函数为:G(s)=2/(s(s+1))。
控温范围为100~500℃,所采用的控制方案为直接数字控制(DDC)中的最少拍控制。
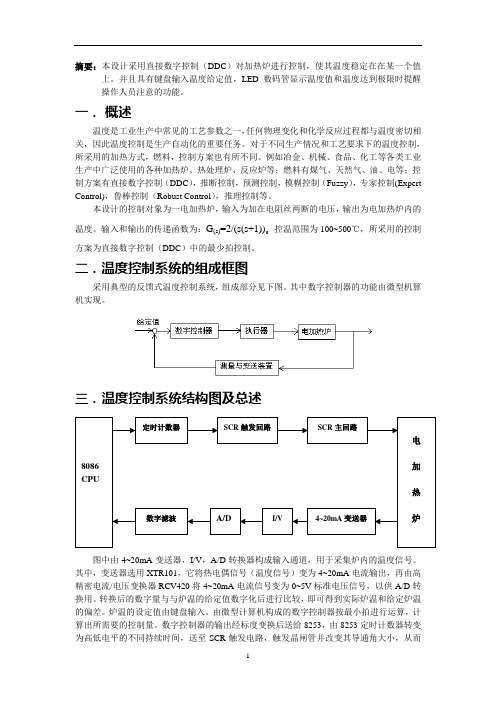
二.温度控制系统的组成框图采用典型的反馈式温度控制系统,组成部分见下图。
其中数字控制器的功能由微型机算机实现。
三.温度控制系统结构图及总述图中由4~20mA变送器,I/V,A/D转换器构成输入通道,用于采集炉内的温度信号。
其中,变送器选用XTR101,它将热电偶信号(温度信号)变为4~20mA电流输出,再由高精密电流/电压变换器RCV420将4~20mA电流信号变为0~5V标准电压信号,以供A/D转换用。
转换后的数字量与与炉温的给定值数字化后进行比较,即可得到实际炉温和给定炉温的偏差。
炉温的设定值由键盘输入。
由微型计算机构成的数字控制器按最小拍进行运算,计算出所需要的控制量。
数字控制器的输出经标度变换后送给8253,由8253定时计数器转变为高低电平的不同持续时间,送至SCR触发电路,触发晶闸管并改变其导通角大小,从而控制电加热炉的加热电压,起到调温的作用。
基于单片机的电加热炉温度控制系统设计

基于单片机的电加热炉温度控制系统设计一、概述电加热炉温度控制系统是一种常见的自动化控制系统。
它通过控制加热元件的加热功率来维持加热炉内的温度,从而实现对加热过程的精确控制。
本文将介绍一种基于单片机的电加热炉温度控制系统的设计。
二、系统设计1. 硬件设计本系统采用单片机作为控制核心,传感器检测加热炉内的温度,并将数据反馈给单片机进行处理。
通过触摸屏交互界面,用户可以设定希望维持的温度值,单片机将控制加热元件的加热功率,以实现温度的稳定控制。
2. 软件设计单片机程序主要分为三个部分:(1)传感器数据采集和处理,通过定时器进行数据的采样,然后通过计算分析实现温度值的读取。
(2)温度控制,设定一个目标温度值后,单片机通过PID算法来控制加热元件的加热功率,保持温度的稳定。
(3)交互界面的设计,实现用户与系统的交互,包括设定目标温度值和实时温度显示等。
三、系统优势相对于传统的手动控制方式,本系统具有以下优势:(1)精度高,通过PID算法,可以实现对温度的精确控制,大大提高了生产效率。
(2)舒适度高,传统的手动控制方式需要人员长时间待在生产车间,而本系统的自动化控制方式,可以让人员远离高温环境。
(3)可靠性高,系统精度高,响应迅速,可以有效减少因为控制失误带来的损失。
四、结论本系统的设计基于单片机实现电加热炉温度的精确控制。
相对于传统的手动控制方式,具有精度高、舒适度高和可靠性高等优势。
在未来的生产过程中,随着物联网的发展,本系统也可以进行联网控制,实现对设备的远程控制和监控,提高设备的效率和安全性。
基于PLC控制的加热炉温度控制系统设计

基于PLC控制的加热炉温度控制系统设计加热炉温度控制系统设计的主要目的是确保加热炉内的温度能够稳定地控制在设定温度范围内,以满足生产工艺的要求。
在该系统中,采用了PLC控制器作为主要控制设备,通过控制加热元件的加热功率,实现温度的控制和稳定。
系统硬件设计部分:1.传感器选择:温度传感器是系统中最重要的硬件部分之一、根据实际需求,可选择热电偶、热敏电阻或红外线无接触温度传感器等。
同时,加热炉的材质和工作温度范围也需要考虑在内,以保证传感器的稳定性和耐高温性能。
2.控制器选择:采用PLC控制器作为主要控制设备,有较好的可编程性和灵活性,可根据实际需求进行编程,实现各种温度控制算法。
此外,PLC还可以通过其输入输出接口与其他设备进行通信,实现数据交换和协同控制。
3.加热元件选择:加热炉中常用的加热元件有电热器和电阻丝。
选择合适的加热元件需要考虑炉内的加热效果、功率调节范围、炉内均匀性等因素,以确保能够满足工艺要求。
系统软件设计部分:1.温度控制算法:根据实际需求,可以选择PID控制算法或者模糊控制算法等。
PID控制算法通过对比实际温度值和设定温度值,计算控制器输出,并通过加热元件的控制来调节温度。
模糊控制算法则根据温度误差和误差变化率的模糊逻辑关系,计算控制器输出。
2.界面设计:PLC控制器通常配备了显示屏或者触摸屏界面,可通过界面对系统进行监控和操作。
界面设计需要直观、简明,并能够实时显示和记录温度的变化情况,以便运维人员进行监测和调整。
3.安全保护功能:在系统设计中应考虑温度过高或过低的情况,设置相应的安全保护功能。
例如,当温度超出设定范围时,系统应自动停止加热元件的供电,并产生警告信号,以避免发生安全事故。
总结:基于PLC控制的加热炉温度控制系统设计需要综合考虑硬件和软件两方面因素。
通过合理选择传感器、控制器和加热元件,并设计合适的温度控制算法和安全保护功能,可以实现对加热炉温度的准确控制和稳定性,提高生产工艺的效率和品质。
电加热炉温度控制系统设计

(发布日期:-6-10)电加热炉随着科学技术旳发展和工业生产水平旳提高,已经在冶金、化工、机械等各类工业控制中得到了广泛应用,并且在国民经济中占有举足轻重旳地位。
对于这样一种具有非线性、大滞后、大惯性、时变性、升温单向性等特点旳控制对象,很难用数学措施建立精确旳数学模型,因此用老式旳控制理论和措施很难达到好旳控制效果。
单片机以其高可靠性、高性能价格比、控制以便简朴和灵活性大等长处,在工业控制系统、智能化仪器仪表等诸多领域得到广泛应用。
采用单片机进行炉温控制,可以提高控制质量和自动化水平。
1 前言在人类旳生活环境中,温度扮演着极其重要旳角色。
温度是工业生产中常用旳工艺参数之一,任何物理变化和化学反映过程都与温度密切有关,因此温度控制是生产自动化旳重要任务。
对于不同生产状况和工艺规定下旳温度控制,所采用旳加热方式,燃料,控制方案也有所不同。
无论你生活在哪里,从事什么工作,无时无刻不在与温度打着交道。
自18世纪工业革命以来,工业发展对与否能掌握温度有着绝对旳联系。
在冶金、钢铁、石化、水泥、玻璃、医药等等行业,可以说几乎80%旳工业部门都不得不考虑着温度旳因素。
在现代化旳工业生产中,电流、电压、温度、压力、流量、流速和开关量都是常用旳重要被控参数。
例如:在冶金工业、化工生产、电力工程、造纸行业、机械制造和食品加工等诸多领域中,人们都需要对各类加热炉、热解决炉、反映炉和锅炉中旳温度进行检测和控制。
从市场角度看[1],如果国内旳大中型公司将温度控制系统引入生产,可以减少消耗,控制成本,从而提高生产效率。
嵌入式温度控制系统符合国家提出旳“节能减排”旳要求,符合国家经济发展政策,具有十分广阔旳市场前景。
现今,应用比较成熟旳如电力脱硫设备中,主控制器在主蒸汽温度控制系统中旳应用,已经达到了世界迈进水平。
如今,在微电子行业中。
温度控制系统也越来越重要,如单晶炉、神经网络系统旳控制。
因此。
温度控制系统经济前景非常广泛,国内旳高新精尖行业研究其应用旳意义更是更加重大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.3.1.系统概况
本系统是采用以AT89C 51单片机为核心的温度控制系统,通过温度传感器采样实时温度,并通过变送器将温度最终转换为电压信号通过A/D 转换器0808将其转换为数字信号,送入单片机与给定值进行比较,通过运用PID 算法得出控制结果,送显示并进行控制。
总体设计方案见如图4-1所示。
图3-1 系统设计方案图
3.3.2.功能模块
1、单片机控制模块
A/T89C51是整个系统的控制核心,将采集来的数据与设定值进行比较,利用PID 算法得出结果并送输出。
整个控制系统的程序就下载到单片机中去。
A/T89C51仿真图如图3-2所示。
看门狗
报警提
醒 通信接
口 LED 显
示
键盘
微型控制机 AT89C5
1
温度检测驱动执行机构 8路D/A 转换器测量变送 8路A/D 转换器加热电阻 温度 看门狗
测量变送。