加热炉出口温度与炉膛温度串级控制系统设计
管式加热炉温度-流量串级控制系统的设计
过程控制系统课程设计题目:管式加热炉温度-流量串级控制系统的设计摘要当今世界,随着人们物质生活水平的提高以及市场竞争的日益激烈,产品的质量和功能也向更高的档次发展,制造产品的工艺过程变得越来越复杂,为满足优质、高产、低消耗,以及安全生产、保护环境等要求,做为工业自动化重要分支的过程控制的任务也愈来愈繁重,无论是在大规模的结构复杂的工业生产过程中,还是在传统工业过程改造中,过程控制技术对于提高产品质量以及节省能源等均起着十分重要的作用。
为了能将课程中所学理论知识初步尝试应用于实践,本次设计将采用过程控制系统原理来实现工业生产控制问题的解决,通过设计一个温度-流量串级控制系统来实现对管式炉加热原料油的温度控制。
管式加热炉是石油工业中重要的设备之一,它的任务是把原油加热到一定的温度,以保证下一道工序的顺利进行。
加热炉的工艺过程为:燃料油经雾化后在炉膛中燃烧,被加热油料流过炉膛四周的排管后,就被加热到出口温度。
本此设计内容包括总体方案设计,系统原理阐述,系统框图与结构的搭建,变量检测环节,变量变送环节,控制器,调节阀,联锁保护等环节的具体选择与设计,最终形成一个可行可靠的完整串级过程控制系统方案,力图通过具体应用获得理论知识的进一步提升,并为工业生产提出可行性建议。
关键字:流量温度串级控制目录1.管式加热炉温度控制系统的设计意义 01.1管式加热炉简介 01.2温度控制系统设计意义 02.管式加热炉温度控制系统工艺流程及控制要求 (1)3.总体方案设计 (2)3.1传统简单控制系统 (2)3.2串级控制系统 (3)3.3管式加热炉温度-流量串级控制系统控制原理及调节过程 (4)4.系统的设计与参数整定 (6)4.1主回路设计 (6)4.2副回路设计 (6)4.3主副调节器调节规律的选择 (6)4.4主副调节器正反作用方式的确定 (7)4.5控制系统的参数整定 (7)5.所需检测元件、执行元件及调节仪表技术参数 (8)5.1温度变送器 (8)5.2温度检测元件 (9)5.3流量检测及变送 (9)5.4调节阀 (10)5.5联锁保护 (10)6. 组态软件设计 (11)6.1 新建工程 (11)6.2 连接设备及设备测试 (12)6.3 数据词典 (12)6.4 建立画面 (13)6.5 调试,执行 (13)6.6PID控制算法设计 (14)心得体会 (16)参考文献 (17)附录A 系统脚本程序 (18)1.管式加热炉温度控制系统的设计意义1.1管式加热炉简介管式加热炉是一种直接受热式加热设备,主要用于加热液体或气体化工原料,所用燃料通常有燃料油和燃料气。
管式加热炉温度-流量串级控制系统的设计
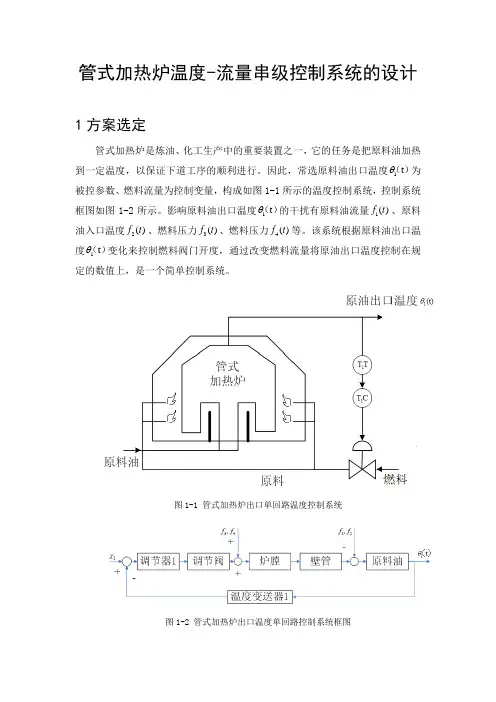
管式加热炉温度-流量串级控制系统的设计1方案选定管式加热炉是炼油、化工生产中的重要装置之一,它的任务是把原料油加热到一定温度,以保证下道工序的顺利进行。
因此,常选原料油出口温度1tθ()为被控参数、燃料流量为控制变量,构成如图1-1所示的温度控制系统,控制系统框图如图1-2所示。
影响原料油出口温度1tθ()的干扰有原料油流量1()f t、原料油入口温度2()f t、燃料压力3()f t、燃料压力4()f t等。
该系统根据原料油出口温度1tθ()变化来控制燃料阀门开度,通过改变燃料流量将原油出口温度控制在规定的数值上,是一个简单控制系统。
图1-1 管式加热炉出口单回路温度控制系统图1-2 管式加热炉出口温度单回路控制系统框图由图1-1可知,当燃料压力或燃料热值变化时,先影响炉膛温度,然后通过传热过程逐渐影响原料油的出口温度。
从燃料流量变化经过三个容量后,才引起原料油出口温度变化,这个通道时间常数很大,约有15min ,反应缓慢。
而温度调节器1T C 是根据原料油的出口温度1()t θ与设定值的偏差进行控制。
当燃料部分出现干扰后,图1-1所示的控制系统并不能及时产生控制作用,克服干扰对被控参数1()t θ的影响,控制质量差。
当生产工艺对原料油出口温度1()t θ要求严格时,上述简单控制系统很难满足要求。
燃料在炉膛燃烧后,首先引起炉膛温度2()t θ变化,再通过炉膛与原料油的温差将热量传给原料油,中间还要经过原料油管道管壁。
显然,燃料量变化或燃料热值变化,首先使炉膛温度发生改变。
如果以炉膛温度作为被控参数组成单回路控制系统,会使控制通道容量滞后减少,时间常数约为3min ,对来自燃料的干扰3()f t 、4()f t 的控制作用比较及时,对应的控制系统如图1-3所示。
系统框图如图1-4。
但问题是炉膛温度2()t θ毕竟不能真正代表原料油出口温度1()t θ,即使炉膛温度恒定,原料油本身的流量或入口温度变化仍会影响原料油出口温度,图1-3 管式加热炉炉膛温度控制系统这是因为来自原料油的干扰1()f t 、2()f t 并没有包含在图1-4所示的控制系统(反馈回路)之内,控制系统不能克服1()f t 、2()f t 对原料油出口温度的影响,控制效果仍达不到生产工艺要求。
基于PLC的加热炉温控制系统设计
毕业设计(论文)题目:基于PLC的加热炉温控制系统设计学院:电子信息学院专业班级:06自动化(2)指导教师:康涛职称:讲师学生姓名:雷颖倩学号:40604010225摘要在现代工业生产过程中,一些温度等作为被控参数的过程,往往其容量滞后较大,控制要求又较高,若采用单回路控制系统,其控制质量无法满足生产要求。
本文针对锅炉的结构特点以及船机控制能够有效的改善过程的动态特性、提高工作频率、减小等效过程时间常数和加快响应速度等,提出了锅炉温度串级控制的解决方案。
本系统以电加热锅炉为被控对象,以锅炉出口水温为主被控参数,以炉膛内水温为福被控参数,以加热炉电阻丝电压为控制参数,以PLC为控制器,构成锅炉温度控制系统;完成了系统的硬件设计和PLC程序设计。
经过调试,PLC程序实现了数据采集、A/D转换、PID运算和D/A转换等,达到了设计要求。
关键词:锅炉,温度,串级控制,PLC,PIDABSTRACTIn modern industrial production,some course's capacity often lags behind relatively largely,control also expect relatively much regarding temperature,etc,if adopt the controlsystem of single circuit,its quality of control is unable to meet the production requirement.Because the bunches of control can improve the dynamic characteristic of the course effectively,improve operating frequency,reducing the time constant of the equivalent course and accelerating the response speed,etc.This text have proposed one bunch of solutions of control of boiler temperature.This system leaves target of accusing of on boiler with electricity,export water temperature.With boiler for accuse of parameter mainly,regard the burner hearth water temperature as one pair of parameters of accusing of,regard voltage of resistance wire of the heating furnace as the control parameter,regard PLC as the controller, form one bunch of control systems of boiler temperature;Finish the designing of systematic hardware and the program with PLC.Through debugging,PLC procedure has realized the data gathering,A/D changing,PID operation and D/A changing,etc,has reached the designing requirement.KEYWORDS:boiler,temperature,bunches of control,plc,pid前言随着我国国民经济的快速发展,锅炉的使用范围越来越广泛。
原油厂管式加热炉温度串级控制系统设计
4
四、管式加热炉出口温控仪表的选型
(四) 主、副调节器正反作用方式确定
由生产工艺安全考虑,燃料调节阀应选气开方式,这样保证系统出现故障时 调节阀处于全关状态,防止燃料进入加热炉,确保设备安全。主调节器作用方式 确定:炉膛温度升高,物料出口温度也升高,主被控过程 Ko1﹥0。为保证主回 路为负反馈,各环节放大系数乘积必须为正,所以负调节器的放大系数 K1﹥0, 主调节器作用方式为反作用。又为保证副回路是负反馈,各环节放大系数乘积必 须为正,所以负调节器大于 0,负调节器作用方式为反作用方式。
图 4 给出了温度变送器的原理框图,虽然温度变送器有多个品种、规格, 以配合不同的传感元件和不同的量程需要,但他们的结构基本相同。
本设计பைடு நூலகம்用 DDZ-III 型热电偶温度变送器。
图 4 DDZ-III 型调节器结果框图
(四) 调节器的汽开汽关特性及安全防爆设计 气动调节阀气开、气关方式的选择主要是从生产安全角度出发来考虑的。当
综上选择 ZMAS 型气动薄膜角形单座调节阀,阀体为直角形,阀芯不单导 向结构,阀的流路简单,便于自净和清洗。阻力小,适用于高粘度,含有悬浮物
5
四、管式加热炉出口温控仪表的选型
和颗粒状物质的流体的调节,可避免结焦、粘结、堵塞。 由 ZMAS 型气动薄膜角型调节阀型号编制说明知,选择 ZMAS-320K 型的调
加热炉出口温度与燃料油压力串级控制系统
项目三 串级控制系统
串级控制系统
内容提要
本项目讲述以提高系统控制质量为目的的串 级控制系统。主要介绍了串级控制系统的组成原 理与结构,系统特点,应用范围、串级控制方案 的设计原则,最后介绍了串级控制系统的投运步 骤和参数整定方法。
项目三 串级控制系统
在简单反馈回路中增加了计算环节、控制环 节或其他环节的控制系统统称为复杂控制系统。 复杂控制系统的种类较多,按其所满足的控制要 求可分为两大类:
从上述分析中可以看出,在串级控制系统中,由于引入了一 个副回路,因而能及早克服从副回路进入的二次扰动对主变量的 影响,又能保证主变量在其他扰动(一次扰动)作用下能及时加 以控制,因此能大大提高系统的控制质量,以满足生产的要求。
项目三 串级控制系统
3.2 串级控制系统的特点
从总体来看,串级控制系统仍然是一个定值控制系统。 但是和简单控制系统相比,串级控制系统在结构上增加了一 个与之相连的副回路,因此具有很多特点,如下所述。
图3.3 加热炉温度串级控制系统方框图
项目三 串级控制系统
3.1.2 串级控制系统的结构
1.方框图 串级控制系统是一种常用的复杂控制系统,它是根据系统
结构命名的。串级控制系统由两个控制器串联连接组成,其中一 个控制器的输出作为另一个控制器的设定值。 如图3.4所示,为串级控制系统的通用原理方框图。由该图 可以看出,串级控制系统在结构上具有以下特征: (1)将原被控对象分解为两个串联的被控对象; (2)中间变量为副被控变量,称为副控制系统; (3)以原对象的输出信号为主被控变量,构成一个主控制系 统,称为主控制系统、主回路或主环; (4)主控制系统中控制器的输出信号作为副控制系统控制器 的设定值; (5)主回路是定值控制系统,副回路是随动控制系统。
加热炉温度串级控制系统设计
加热炉温度串级控制系统设计摘要:温度控制系统广泛应用于工业控制领域,如钢铁厂、化工厂、火电厂等锅炉的温度控制系统,电焊机的温度控制系统等。
加热炉温度控制在许多领域中得到广泛的应用。
生产自动控制过程中 ,随着工艺要求 ,安全、经济生产不断提高的情况下 ,简单、常规的控制已不能适应现代化生产。
传统的单回路控制系统很难使系统完全抗干扰。
串级控制系统具备较好的抗干扰能力、快速性、适应性和控制质量,因此在复杂的过程控制工业中得到了广泛的应用.对串级控制系统的特点和主副回路设计进行了详述,设计了加热炉串级控制系统,并将基于MATLAB的增量式PID算法应用在控制系统中。
结合基于计算机控制的PID参数整定方法实现串级控制,控制结果表明系统具有优良的控制精度和稳定性。
关键词:干扰串级控制主回路副回路Abstract:Automatic control of production process, with the technical requirements, security, economic production rising cases, simple, conventional control can not meet the modern production. The traditional single-loop control system is difficult to make the system completely anti-interference. Cascade control system with good anti-jamming capability, rapidity, flexibility and quality control, and therefore a complex process control industry has been widely used. Cascade control system of the characteristics and the main and sub-loop design was elaborate, designed cascade control system, furnace, and MATLAB-based incremental PID algorithm is applied in the control system. Combination of computer-based control method to achieve PID parameter tuning cascade control, control results show that the system has excellent control accuracy and stabilityKeywords:Cascade control, interference, the main circuit, the Deputy loop目录1.前言 (2)2、整体方案设计 (3)2.1方案比较 (3)2.2方案论证 (6)2.3方案选择 (7)3、串级控制系统的特点 (8)4. 温度控制系统的分析与设计 (9)4.1控制对象的特性 (9)4.2主回路的设计 (10)4.3副回路的选择 (10)4.4主、副调节器规律的选择 (10)4.5主、副调节器正反作用方式的确定 (10)5、控制器参数的工程整定 (12)6 、MATLAB系统仿真 (13)6.1系统仿真图 (13)6.2副回路的整定 (15)6.3主回路的整定 (16)7.设计总结 (18)【参考文献】 (19)11.前言随着我国国民经济的快速发展,加热炉的使用范围越来越广泛。
课程设计--加热炉温度串级控制系统(设计部分)
加热炉温度串级控制系统设计摘要:生产自动控制过程中 ,随着工艺要求 ,安全、经济生产不断提高的情况下 ,简单、常规的控制已不能适应现代化生产。
传统的单回路控制系统很难使系统完全抗干扰。
串级控制系统具备较好的抗干扰能力、快速性、适应性和控制质量,因此在复杂的过程控制工业中得到了广泛的应用.对串级控制系统的特点和主副回路设计进行了详述,设计了加热炉串级控制系统,并将基于MATLAB的增量式PID算法应用在控制系统中.结合基于计算机控制的PID参数整定方法实现串级控制,控制结果表明系统具有优良的控制精度和稳定性.关键词:串级控制干扰主回路副回路Abstract:Automatic control of production process, with the technical requirements, security, economic production rising cases, simple, conventional control can not meet the modern production. The traditional single-loop control system is difficult to make the system completely anti-interference. Cascade control system with good anti-jamming capability, rapidity, flexibility and quality control, and therefore a complex process control industry has been widely used. Cascade co ntrol system of the characteristics and the main and sub-loop design was elaborate, designed cascade control system, furnace, and MATLA B-based incremental PID algorithm is applied in the control system. Combination of computer-based control method to achieve PID parameter tuning cascade control, control results show that the system has excellent control accuracy and stabilityKeywords:Cascade control, interference, the main circuit, the Deputy loop目录1.前言 (2)2、整体方案设计 (3)2.1方案比较 (3)2.2方案论证 (5)2.3方案选择 (5)3、串级控制系统的特点 (6)4. 温度控制系统的分析与设计 (7)4.1控制对象的特性 (7)4.2主回路的设计 (8)4.3副回路的选择 (8)4.4主、副调节器规律的选择 (8)4.5主、副调节器正反作用方式的确定 (8)5、控制器参数的工程整定 (10)6 、MATLAB系统仿真 (10)6.1系统仿真图 (11)6.2副回路的整定 (12)6.3主回路的整定 (14)7.设计总结 (16)【参考文献】 (16)1.前言加热炉是炼油、化工生产中的重要装置之一。
温度和流量串级控制方案和原理
第三章控制系统的控制方案及原理3.1 控制方案的确定温度流量串级控制实验是以串级控制系统来控制换热器热水出口温度,以换热器冷水流量为副对象,流量变动的时间常数小,时延小,控制通路短,从而可加快提高响应速度,缩短过渡过程时间,符合副回路选择的超前,快速,反应灵敏等要求。
换热器热水出口温度为主对象,冷水流量的改变需要经过一定时间后通过换热器的热交换才能反映到换热器热水出口温度,时间常数比较大,时延大。
将主调节器的输出作为副调节器的给定,而副调节器的输出控制执行器。
反复调试,使第二支路的流量快速稳定在给定值上,这时给定值应与负反馈值相同。
若参数比较理想,且主回路扰动较小,经过副回路的及时控制校正,不影响换热器热水出口温度。
如果扰动比较大或参数并不理想,则经过副回路的校正,还将影响主回路的温度,此时再由主回路进一步调节,从而完成克服上述扰动,使换热器热水出口温度调节到给定值上。
例如当通过调节变频器改变左边水泵的频率时,即改动了热水的流量,将立即影响到换热器热水出口温度,如果没有副回路,主回路将产生校正作用,克服扰动对温度的影响。
但是由于副回路的存在,加快了校正作用,使扰动对主回路的温度影响较小。
串级控制系统方框图如图 3-1 所示,各个回路独立调整结束,使得主调节器输出与副调节器给定值相差不是太远。
副回路对FT102进行控制,这个反应比较快,副回路控制目的是很快把流量控制回给定值。
主回路对换热器热水出口温度TE103进行控制。
可以在换热器热水出口加入主回路干扰,要平衡这个干扰,则需要经过流量调整,通过 FT102来平衡这图3-1 换热器热水出口温度和冷水流量串级控制框图电磁流量计FT102AI0换热器热水出口温度TE103AI1调节阀FV101AO03.2 主、副调节器控制规律的选择在串级控制系统中,主、副调节器所起的作用是不同的。
主调节器起定值控制作用,副调节器起随动控制作用,这是选择控制规律的基本出发点。
加热炉出口温度与炉膛温度串级控制系统设计
加热炉出口温度与炉膛温度串级控制系统设计一、引言加热炉是一种常用于工业生产中的设备,其作用是通过燃烧燃料加热空气或其他介质,使其达到所需温度。
加热炉的出口温度和炉膛温度是评估加热炉性能的关键指标。
为了提高加热炉的控制精度和稳定性,需要设计出一个合理的加热炉出口温度与炉膛温度串级控制系统。
二、串级控制系统的基本原理串级控制系统是一种将两个或以上的控制回路串接在一起,将一个控制器的输出作为另一个控制器的输入,通过不同层次的控制,实现对被控对象的精确控制。
在加热炉出口温度与炉膛温度串级控制系统中,可以将炉膛温度作为外环控制,将加热炉出口温度作为内环控制。
三、串级控制系统的设计步骤1.确定控制目标:在此串级控制系统中,控制目标是将加热炉出口温度控制在一定范围内,并同时保持炉膛温度稳定。
2.确定输入变量和输出变量:输入变量为控制器输出信号,输出变量为加热炉出口温度。
3.系统的数学模型:确定加热炉出口温度与炉膛温度之间的动态关系,建立数学模型。
可以采用传统的PID控制器或者现代控制理论中的模型预测控制等方法。
4.设计外环控制器:外环控制器根据炉膛温度的反馈信号调整燃料供给,以控制炉膛温度的稳定性。
5.设计内环控制器:内环控制器根据外环控制器的输出信号和加热炉出口温度的反馈信号调整燃料供给,以控制加热炉出口温度。
6.仿真与优化:使用仿真软件对设计的串级控制系统进行仿真,观察系统的响应特性,并根据实际需求进行调整和优化。
7.实际系统应用:将优化后的串级控制系统应用到实际加热炉中,并进行调试和验证。
四、串级控制系统的优势1.提高控制精度:串级控制系统将控制精度分为两个层次进行控制,可以快速响应外环控制器的调整,从而提高系统的控制精度。
2.提高稳定性:串级控制系统通过多层次的控制,减少了外界扰动对系统稳定性的影响。
3.提高动态响应速度:串级控制系统可以根据内环的控制效果对外环的控制进行调整,从而实现更快的动态响应。
加热炉出口温度与炉膛温度串级控制系统设计
第一章系统分析与控制方案的确立1。
系统分析图1。
1所示为某工业生产中的加热炉,其任务是将被加热物料加热到一定温度,然后送到下道工序进行加工。
加热炉工艺过程为:被加热物料流过排列炉膛四周的管道后,加热到炉出口工艺所要求的温度。
在加热用的燃料油管道上装有一个调节阀,用以控制燃料油流量,以达到控制出口温度的目的.图1.1加热炉出口温度系统由于加热炉时间常数大,而且扰动的因素多,比如原料侧的扰动及负荷扰动;燃烧侧的扰动等,单回路反馈控制系统不能满足工艺对加热炉出口温度的要求。
为了提高控制质量,采用串级控制系统,运用副回路的快速作用,有效地提高控制质量,满足生产要求。
2。
串级控制系统的设计加热炉工艺过程为:被加热物料流过排列炉膛四周的管道后,加热到炉出口工艺所要求的温度。
在加热用的燃料油管道上装有一个调节阀,用以控制燃料油流量,以达到控制出口温度的目的.由于加热炉时间常数大,而且扰动的因素多,比如原料侧的扰动及负荷扰动;燃烧侧的扰动等,单回路反馈控制系统不能满足工艺对加热炉出口温度的要求。
为了提高控制质量,采用串级控制系统,运用副回路的快速作用,以加热炉出口温度为主变量,选择滞后较小的炉膛温度为副变量,构成炉出口温度与炉膛温度的串级控制系统有效地提高控制质量,以满足工业生产的要求,系统的串级控制结构图如图1。
2所示。
图1。
2加热炉出口温度串级控制系统结构图串级控制系统的工作过程,就是指在扰动作用下,引起主、副变量偏离设定值,由主、副调节器通过控制作用克服扰动,使系统恢复到新的稳定状态的过渡过程。
由加热炉出口温度串级控制系统结构图可绘制出其结构方框图,如图1.3所示。
图1。
3 加热炉出口温度串级控制系统结构方框图(1) 主被控参数的选择应选择被控过程中能直接反映生产过程中的产品产量和质量,又易于测量的参数。
在加热炉出口温度与炉膛温度的串级控制系统中加热炉出口温度为系统的主被控参数,因为加热炉出口温度是整个控制作用的关键,要求出口物料温度维持在某给定值上下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章系统分析与控制方案的确立1.系统分析图1.1所示为某工业生产中的加热炉,其任务是将被加热物料加热到一定温度,然后送到下道工序进行加工。
加热炉工艺过程为:被加热物料流过排列炉膛四周的管道后,加热到炉出口工艺所要求的温度。
在加热用的燃料油管道上装有一个调节阀,用以控制燃料油流量,以达到控制出口温度的目的。
T1出口支路1炉膛支路2燃料被加热物料图1.1加热炉出口温度系统由于加热炉时间常数大,而且扰动的因素多,比如原料侧的扰动及负荷扰动;燃烧侧的扰动等,单回路反馈控制系统不能满足工艺对加热炉出口温度的要求。
为了提高控制质量,采用串级控制系统,运用副回路的快速作用,有效地提高控制质量,满足生产要求。
2.串级控制系统的设计加热炉工艺过程为:被加热物料流过排列炉膛四周的管道后,加热到炉出口工艺所要求的温度。
在加热用的燃料油管道上装有一个调节阀,用以控制燃料油流量,以达到控制出口温度的目的。
由于加热炉时间常数大,而且扰动的因素多,比如原料侧的扰动及负荷扰动;燃烧侧的扰动等,单回路反馈控制系统不能满足工艺对加热炉出口温度的要求。
为了提高控制质量,采用串级控制系统,运用副回路的快速作用,以加热炉出口温度为主变量,选择滞后较小的炉膛温度为副变量,构成炉出口温度与炉膛温度的串级控制系统有效地提高控制质量,以满足工业生产的要求,系统的串级控制结构图如图1.2所示。
图 1.2 加热炉出口温度串级控制系统结构图串级控制系统的工作过程,就是指在扰动作用下,引起主、副变量偏离设 定值,由主、副调节器通过控制作用克服扰动,使系统恢复到新的稳定状态的 过渡过程。
由加热炉出口温度串级控制系统结构图可绘制出其结构方框图,如 图 1.3 所示。
图 1.3 加热炉出口温度串级控制系统结构方框图(1) 主被控参数的选择应选择被控过程中能直接反映生产过程中的产品产量和质量,又易于测量 的参数。
在加热炉出口温度与炉膛温度的串级控制系统中加热炉出口温度为系 统的主被控参数,因为加热炉出口温度是整个控制作用的关键,要求出口物料 温度维持在某给定值上下。
如果其调节欠妥当,会造成整个系统控制设计的失 败。
(2) 副被控制参数的选择从整个系统来看,加热炉的炉膛温度虽然不是我们要控制的直接目标,但 是炉膛温度会很大程度上影响出口物料的温度,因此我们选择炉膛温度为副被 控参数。
(3) 控制器的选择主控制器的选择:主被控变量是工艺操作的主要指标(温度),允许波动的 度副控制器 调节阀 主控制器 主检测、变送仪表副检测、变送仪表炉膛 出口温度范围很小,一般要求无余差,主控制器应选PI控制规律。
副被控变量的设置是为了保证主被控变量的控制质量,提高系统的反应速度,提高控制质量,可以允许在一定范围内变化,允许有余差,但是副被控对象中含有延时环节,因此副控制器要选PI控制规律。
第二章控制系统仿真通过MATLAB中的SIMULINK工具箱可以动态的模拟所的构造系统的响应曲线,以控制框图代替了程序的编写,只需要选择合适仿真设备,添加传递函数,设置仿真参数。
下面根据前文的分析的模型对串级控制系统进行仿真,以模拟实际中的阶跃响应曲线,考察串级系统的设计方案是否合理。
取主被控制对象的传递函数为G1(s)1(12S1),副被控对象的传递函数为G2(s)14S1es,纯滞后时间τ=8s,反馈环节增益为1。
主调节器选择比例积分控制规律(PI),副调节器选择比例积分控制率(PI)。
1.阶跃响应性能在时间为0时刻对不加入副回路的系统加入大小为1的阶跃信号,设置主控制器的PI参数为KP=O.55,KI=0.06,观察阶跃响应曲线。
系统的SIMULINK 仿真框图和MATLAB仿真曲线图如图2.1和图2.2所示。
图2.1 不加副回路的SIMULINK仿真框图4图2.2 不加副回路MATLAB仿真曲线图在时间为0时刻对加入副回路的系统加入大小为1的阶跃信号,在主控制器的PI参数为KP=0.55,KI=0.06的基础上,设置副控制器的PI参数为KP=O.65,KI=0.15,观察阶跃响应曲线。
系统的SIMULINK仿真框图和MATLAB 仿真曲线图如图2.3和图2.4所示。
图2.3 加入副回路的SIMULINK仿真框图图2.4 加入副回路的MATLAB仿真曲线图由2.2和2.4两图对比可见,引入副回路的串级控制系统的动态特性比不加入副回路的控制系统有了很大的改善,提高了系统的工作频率,对被控对象的调节能力变得更强。
2.抗干扰性能对不加入副回路的系统,250S时,在副被控制对象上加上单位阶跃的干扰信号。
系统的SIMULINK仿真框图和MATLAB仿真曲线图如图2.5和图2.6所示。
图2.5 不加副回路,250S时在副被控对象上加入单位阶跃干扰信号的SIMULINK仿真框图图2.6 不加副回路,250S时在副被控对象上加入单位阶跃干扰信号的MATLAB仿真曲线图对不加入副回路的系统,250S时,在主被控制对象上加上单位阶跃的干扰信号。
系统的SIMULINK仿真框图和MATLAB仿真曲线图如图2.7和图2.8所示。
图2.7 不加副回路,250S时在主被控对象上加入单位阶跃干扰信号的SIMULINK仿真框图图2.8 不加副回路,250S时在主被控对象上加入单位阶跃干扰信号的MATLAB仿真曲线图对加入副回路的系统,250S时,在副被控制对象上加上单位阶跃的干扰信号。
系统的SIMULINK仿真框图和MATLAB仿真曲线图如图2.9和图2.10所示。
图2.9 加入副回路,250S时在副被控对象上加入单位阶跃干扰信号的SIMULINK仿真框图图2.10 加入副回路,250S时在副被控对象上加入单位阶跃干扰信号的MATLAB仿真曲线图对加入副回路的系统,250S时,在主被控制对象上加上单位阶跃的干扰信号。
系统的SIMULINK仿真框图和MATLAB仿真曲线图如图2.11和图2.12所示。
图2.11 加入副回路,250S时在主被控对象上加入单位阶跃干扰信号的SIMULINK仿真框图图2.12 加入副回路,250S时在主被控对象上加入单位阶跃干扰信号的MATLAB仿真曲线图通过比较图2.6和图2.10可知,加入副回路的串级控制系统能够对加入到副被控对象的单位阶跃的干扰信号有很强的拟制能力,而不加副回路的系统对加入到副被控对象的单位阶跃信号的干扰却很难进行拟制,所以加入副回路的串级控制系统比不加副回路的系统拟制二次干扰的能力要强的多。
通过比较图2.8和图2.12可知,加入副回路的串级控制系统能够对加入到主被控对象上的单位阶跃的干扰信号具有有相当好的拟制能力,而不加副回路的系统对加入到主被控对象上的单位阶跃干扰信号不能进行有效的拟制,所以加入副回路的串级控制系统比不加副回路的系统拟制一次干扰的能力也要强很多。
第三章 系统的不足与改进1.系统的不足通过以上的仿真可知,加热炉出口温度与炉膛温度串级控制系统的控制效 果确实比不加副回路的单回路反馈系统的要好,而且抗干扰性能也比单回路系 统要好的多。
但是,从上面的仿真结果中我们可以看到,即使加入了串级控制, 系统的控制效果还不是那么理想,系统响应的超调量比较大,响应的时间比较 长,因此应该考虑对系统进行改进。
2.系统的改进从以上的仿真中我们可知,根据原被控对象的特点,我们假设的副被控对 象模型中含有一个较大的滞后环节,因此,可考虑在副回路中加入 Smith 预估 补偿控制。
Smith 预估控制是针对大时延过程的预估补偿,其原理是按照过程 的特性预估出一种模型加入到反馈控制系统中,使被延时了 τ 时间的被控量超 前反映到调节器的输入端,使调节器提前动作,从而明显地减小超调量和加速 调节过程。
Smith 预估控制是得到广泛应用的对纯滞后对象的补偿控制方法,其原理 如下。
对于图 3.1 所示的具有纯滞后环节的对象 G(s),有G (s ) G (s )es(3.1)式中 G (s ) 为对象中除去滞后环节的部分,τ 为 滞后时间。
引入纯滞后预估补 偿器 D (s ) ,即 Smith 预估器,与对象 G (s )相并联,补偿后对象的等效传递函 数模型中不包含纯滞后项 e ,其中D (s ) G (s )(1 e s)(3.2)针对不带滞后的对象 G (s ) ,应用连续系统的设计方法,设计控制器 D (s)。
实际上,Smith 预估器并不并联在被控对象上,而是并联在控制器 D (s)上,等 效为带 Smith 预估器的控制器 D (s ) 。
如图 3.2 所示。
图 3.2 中,控制器 D (s ) 为:D (s )D (s ) 1(3.3)''''''''11加热炉出口温度与炉膛温度串级控制系统的仿真对控制器 D (s ) 进行离散化处理,得到离散化控制器传递函数模型 D ( z ) 。
如果将对象用零阶保持器法进行离散化处理,则可以用上章介绍的离散化 设计方法进行控制器的设计,其控制系统结构如图 3.3 所示。
r (t )e (t ) G (s ) y (t )y (t )图 3.1 Smith 补偿结构图r (t )e (t)D (s)u (t )G (s )y (t )图 3.2 Smith 预估控制器结构图r (k )e (k )D (z )u (k )u (t )y (t )y (k )图 3.3 离散化设计的 Smith 预估控制器结构图T图 3.3 中, d /T ,控制器 D ( z ) 为针对不带滞后的环节 G ( z ) 设计的离散控制模型。
D ( z ) 表达式为:D ( z )D ( z ) 1 D ( z )G ( z )(1 z d )(3.4)系统的副回路采样周期为 1s ,则 d=8, G 2 (s )14S1es则 G’(s )D (s )u (t )''' '''' ''' G (s )e sD (s )' G (s )eD (s )e ' G (s )G (s )ZOHD (z )z d ' G (z )12=0.25z/(z-0.7788)。
系统的SIMULINK仿真框图和MATLAB仿真曲线图如图3.4和图3.5所示。
图3.4 加入smith预估控制器的SIMULINK仿真框图图3.5 加入smith预估控制器MATLAB仿真曲线图通过比较图2.4和图3.5可知在副回路中加入smith预估控制器后系统的超调量和调整时间都得到了很大程度的改善,所以该改进措施是有效的。
参考文献[1] 关守平.计算机控制理论与设计[M].沈阳:东北大学出版社,2011,85-89,95-96[2] 陈莉,张峰.串级-Smith 预估控制在温度大滞后系统中的应用.仪表控制,2007,2(37-39)[3] 张国范,顾树生,王明顺等. 计算机控制系统. 北京:冶金工业出版社,2004[4] 郭姝梅,张颖超.串级与Smith 预估补偿相结合的控制系统仿真研究.武汉理工大学学报,2002,26(5):72-74[5] 王春民,刘兴明,嵇艳鞠. 连续与离散控制系统. 北京:科学出版社,2008[6] 王建辉,顾树生. 自动控制原理. 北京:清华大学出版社,2007.4。