机组正常运行防止氧化皮脱落控制措施
锅炉氧化皮脱落控制措施
锅炉氧化皮脱落控制措施摘要:锅炉大多是在高温的状态下运行,受时间及高温等因素的影响,锅炉氧化皮会出现脱落、堵塞炉管等情况,对锅炉运行效率及安全等会产生直接的影响。
基于此,结合锅炉氧化皮脱落原因分析,从锅炉不同状态的温度控制、材料抗氧化性、耐高温、脱落氧化皮清理等角度展开讨论,旨在实现锅炉氧化皮脱落控制效果提升。
关键词:锅炉;氧化皮;脱落;控制引言:锅炉属于能量转换设备,在实际应用中,由于能量转换会产生氧化皮,氧化皮脱落对锅炉的正常运行会产生直接的影响。
在锅炉高温以及高压的情况下,锅炉管母材极容易出现裂纹问题,会进一步加快锅炉炉管的氧化,脱落后会附着在锅炉弯管位置,长时间的堆积会出现弯管爆破事故,对锅炉的正常运行也会产生直接的影响。
因此,分析锅炉氧化皮的脱落原因,并对锅炉氧化皮脱落进行控制,提高锅炉运行安全水平[1]。
1锅炉氧化皮脱落氧化过程及危害锅炉氧化皮脱落会出现杂质进入到锅炉管道底部位置的情况,在沉积量过多的情况,对管道的通畅性会产生一定的影响,且在出现管道堵塞后,锅炉的受热面也会出现超温爆管的情况,影响锅炉的运行安全。
锅炉设备在停运冷却后可以进行内部检查,在检查过程中,高温过热装置因进口管升温,出现氧化皮脱落的情况,管道堵塞,引发超温爆管的问题。
蒸汽压力保持在较高的数值下,爆管炉内会出现扭曲及不定向位移等问题,对锅炉运行安全会产生直接的影响。
从锅炉氧化皮脱落过程的角度进行分析,锅炉运行过程中,金属在高温水汽的影响下,会产生氧化反应,导致锅炉受热面钢材内表面形成氧化皮。
高温在570℃以下的情况下,会由Fe2O3以及Fe3O4组成氧化膜的,两种化学物质的致密性比较高,可有效防止钢材继续氧化。
锅炉温度超过570℃后,FeO、Fe2O3、Fe3O4共同形成致密氧化膜,但是,由于FeO在最内层且致密性不佳,对氧化膜的整体稳定性会产生直接的影响,从而出现锅炉氧化皮脱落。
2锅炉氧化皮脱落原因分析2.1机组启停方面的原因锅炉设备在启动或停止时,极容易出现热负荷增加、干烧等问题,对锅炉氧化皮形成及脱落等会产生直接的影响。
防止氧化皮脱落控制措施
5.5增加壁温测点 增加壁温测点利于机组运行期间在线
监视管壁的温度,发现超温及时采取措施。 完善热负荷区域高温受热面管壁的温度测 点,要保证每排管子上至少有2-3个温度测 点,并加强受热面管壁温度测点的维护。
-231 -745 -240 -520 -545 -483 -580 -416 30 -475 -360 20
27
-411
-941
-1162
570
-960
92
28
-860
190
1/3
735
395
1/4
370
1/4
-475
29
-50
-230
-1046
-520
180
-330
30
-230
-450
630
2/3
行142小时后爆管。
检修后点火启动到锅炉爆管 运行51小时。
◆2010年9月14日 #4炉管子爆口形貌
图1.2 #4炉高过第13排第1 图1.1 #4炉高过第30排第10 根爆口形貌
根爆口形貌
◆ 2011年2月22日#4炉管子爆口形貌
图1.3 #4炉高过第11排第5根爆口形貌
◆ 2010年11月9日#3炉管子爆口形貌
450
1/2
-768
-1145
830
1/2
-290
-835
-1130
350
1/3
-480
465
-1090
-210
-570
-1000
超临界机组电站锅炉氧化皮脱落的分析与防治

超临界机组电站锅炉氧化皮脱落的分析与防治超临界机组电站锅炉是目前较为常见和主要的电力发电设备之一,其运行过程中经常会出现氧化皮脱落的问题。
氧化皮的脱落会影响锅炉的正常运行,导致能效下降,甚至对设备的安全性产生严重威胁。
分析和防治超临界机组电站锅炉氧化皮脱落问题具有重要的理论和实践意义。
一、氧化皮脱落的原因1.1 温度梯度超临界机组锅炉工作过程中,受到高温高压蒸汽的冲击,锅炉管壁表面将产生较大的温度梯度。
不同部位的锅炉管壁温差过大,会导致金属材料产生不均匀的热应力,进而引发氧化皮层的脱落。
1.2 流体腐蚀蒸汽中的氧气和水分子会与金属表面发生反应,生成金属氧化物,形成氧化皮层。
当锅炉中腐蚀性物质较多时,会导致氧化皮层增厚和脱落,影响锅炉的热传导效果和安全性。
1.3 机械压力锅炉在运行过程中,受到蒸汽冲击和机械震动等力的作用,会产生机械压力。
当机械压力过大时,会使氧化皮层松动或脱落,需要及时修补和保养。
2.1 表面分析对锅炉管壁的氧化皮层进行表面分析,可以通过扫描电子显微镜等工具观察锅炉管壁表面的氧化皮脱落情况。
通过分析氧化皮的结构和形貌,可以判断其脱落的原因和程度,为防治提供依据。
2.2 金属温度分析对锅炉管壁的温度进行实时监测和记录,可以判断锅炉管壁温度梯度是否过大,从而引发氧化皮层的脱落。
合理调整锅炉的运行参数,降低温度梯度,可以有效减少氧化皮脱落的发生。
通过对锅炉内部金属材料和蒸汽的化学成分进行分析,可以判断蒸汽中是否存在腐蚀性物质。
并采取相应措施,如装置除氧器、水处理设备等,减少金属材料的氧化腐蚀,降低氧化皮层的脱落。
合理控制和调整超临界机组锅炉的运行参数,使锅炉管壁的温度梯度保持在一个合理的范围内。
可以通过增加锅炉管壁的保护层厚度、调整蒸汽流量等方式,减少锅炉管壁的温度应力和热应力,从而减少氧化皮层的脱落。
安装和使用除氧器、水处理设备等设施,减少锅炉腐蚀性物质的含量。
定期对锅炉内部进行清洗和维护,清除锅炉管壁表面的氧化皮层,及时修补和保养锅炉设备。
防止氧化皮生成和脱落的运行调整措施
防止氧化皮生成和脱落的运行调整措施一、氧化皮形成及脱落原因锅炉运行中,受热面钢材内表面氧化皮的生成是金属在高温水汽中发生氧化的,在570℃以下,生成的氧化膜有Fe2O3和Fe3O4组成,Fe2O3和Fe3O4都比较致密,尤其是Fe3O4。
因而可以保护钢材的进一步氧化。
当超过570℃时,氧化膜有Fe2O3、Fe3O4、FeO共三层组成,FeO在最内层,因FeO致密性差,破坏了整个氧化膜的稳定性。
氧化膜剥落必须同时具备两个条件:一是厚度值达到临界值,该临界值随管材、温降幅度和速度的不同而不同,二是母材基体与氧化皮或氧化膜之间的应力达到临界值,该临界值与管材、氧化膜的特性、温降幅度和速度有关。
养护皮剥落的容许应力随氧化皮厚度增加而减小。
二、氧化皮剥落的危害1.氧化皮堵塞管道,通流面积变小,蒸汽流量减少,受热面关闭冷却能力差,管壁超温,最终导致超温爆管,机组故障停运。
2.锅炉受热面剥落的氧化皮固体颗粒流通到汽机侧,会严重损伤汽轮机通流部分的喷嘴、叶片主汽门、调节门等,导致汽轮机通流部分效率降低,甚至严重损伤叶片。
3.机炉设备检修维护周期缩短,维护检修费用上升。
三、控制氧化皮生成和剥落的措施1.机组启动、运行、停运过程中,严格控制汽温变化速率不超过1.5℃/min,启动过程中,分离器温度100℃以后,控制汽温升温速率不大于2℃/min。
2.机组启动、运行、停运过程中,全程监控各受热面壁温及其变化速率,监控各受热面相邻关闭壁温差不超过20℃,,并及时汇报部门专工。
3.机组启动过程中,采用等离子点火方式时,严格控制煤量变化,煤量变化必须根据升温速率进行。
进行一次风量调整时,应缓慢进行,防止一次风量的大幅度变化引起锅炉实际燃料量的大幅变化,引发锅炉受热面超温。
4.锅炉点火初期,在最小煤量下运行时,为控制锅炉升温速度,可以调节上层二次风和燃尽风层风门的开度,从而调节火焰中心的变化,控制锅炉升温升压速率。
5.锅炉启动过程中,特别注意启动第二台磨煤机时,需保持锅炉总煤量的平稳变化。
超临界机组电站锅炉氧化皮脱落的分析与防治
超临界机组电站锅炉氧化皮脱落的分析与防治超临界机组电站锅炉是现代化的汽轮机发电装置,其关键部件之一即是锅炉。
锅炉的主要功能是将燃料的化学能转化为蒸汽能,并将蒸汽压力转化为机械能或电能。
在锅炉的运行过程中,由于锅炉进口水的含氧量、水质、水温等因素的影响,会产生氧化皮,影响锅炉的正常运行。
本文对氧化皮的形成原因、脱落的危害以及相应的防治措施进行分析。
一、氧化皮的形成原因在超临界机组电站锅炉运行中,锅炉的内壁与水接触,水中的氧气会与金属反应,产生一层氧化膜即氧化皮。
氧化皮生长速度受水中氧气浓度、水温、金属材料、水质等因素影响。
尤其是在高温高压条件下,氧化皮更容易产生和生长。
此外,由于水中掺杂有各种离子,如钙、镁、铁、铜等金属及其离子、硫酸盐、碳酸盐等化合物,在高温高压条件下,它们会沉积在锅炉内壁上,形成污垢和沉淀物,这也会引起氧化皮的生长。
二、氧化皮的危害1. 减小了热传递效率氧化皮的存在减小了锅炉的热传递效率。
经过氧化皮的内壁,热量需要穿过氧化层才能传递到水中,传热效率受到限制。
2. 降低了金属材料的强度氧化皮的形成不仅仅是一层膜,它还会继续生长,加速金属材料的老化、腐蚀和疲劳。
氧化皮层会加速金属材料的脆化、裂纹产生,降低材料强度,从而破坏锅炉的安全性能。
3. 影响水质氧化皮的流失和脱落会使得锅炉进口水中含氧量、金属杂质离子等因素发生变化,从而影响锅炉的水质的稳定性。
水质的不稳定对锅炉正常运行产生了负面影响,增加了锅炉的故障率和维护成本。
三、氧化皮的防治措施为了防止氧化皮的产生,需要对锅炉水质进行严格管理,排除水中氧气、二氧化碳等成分,同时要控制锅炉温度和压力,以减缓氧化皮的生成速度。
对于已经形成的氧化皮,需要定期进行清除和维护。
一般直接清除氧化皮是不可行的,需要了解氧化皮的性质和生长情况,采取适当的去氧化皮措施。
1. 喷水清洗法在锅炉运行时,通过器具喷洒水,实现对氧化皮的清洗。
但是,由于清洗时锅炉需要停机,影响发电量;此外,喷洒水会使得钢材的运动钝化层被冲掉,从而加速钢材的腐蚀速度。
超临界机组电站锅炉氧化皮脱落的分析与防治

超临界机组电站锅炉氧化皮脱落的分析与防治超临界机组电站锅炉是电力发电厂常用的热能装置,其工作环境复杂,长期运行后,内壁容易形成氧化皮。
氧化皮脱落的主要原因包括锅炉内壁温度变化、烟气腐蚀和锅炉水质状况等。
为了保证锅炉的安全运行,必须对氧化皮脱落进行分析与防治。
一、氧化皮脱落的分析1. 温度变化引起的氧化皮脱落:超临界机组电站锅炉内壁温度变化较大,会导致内壁产生热应力,进而引起氧化皮脱落。
炉膛壁由于受到烟气温度变化的影响,壁温会发生剧烈的变化,导致内壁产生变形和应力变化,最终导致氧化皮脱落。
2. 烟气腐蚀引起的氧化皮脱落:由于煤燃烧产生的烟气中含有很多酸性成分(如SO2、HCl等),在高温下容易引起锅炉内壁的腐蚀,导致氧化皮脱落。
特别是在负荷变化时,锅炉内燃烧产生的烟气组分会发生变化,从而导致腐蚀程度的变化,进一步加剧氧化皮脱落。
3. 锅炉水质状况引起的氧化皮脱落:超临界机组电站锅炉在长期运行过程中,由于水质处理不当或循环水水质不佳,很容易导致内壁结垢和沉积物的产生。
结垢和沉积物会加剧烟气对锅炉内壁的腐蚀,进一步导致氧化皮脱落。
1. 温度变化引起的氧化皮脱落:为了减少炉膛和屏渣区域壁温的剧烈变化,可以采取增加炉膛出口温度的方法,提高出口温度的稳定性,并且进行壁面冷却的操作,减缓内壁的温度变化。
2. 烟气腐蚀引起的氧化皮脱落:对煤燃烧的控制,尽量降低煤中含硫量,减少烟气中SO2的含量,从而减少烟气对锅炉内壁的腐蚀程度。
加强对锅炉内壁的防腐蚀涂料的保护,可以有效延缓氧化皮脱落的速度。
3. 锅炉水质状况引起的氧化皮脱落:采取适当的水质处理措施,保证循环水的水质稳定,避免水中含有酸性物质、颗粒物等物质的沉积,减少结垢和沉积物的产生。
定期对锅炉进行清洗,清除内壁上的结垢和沉积物,可以有效预防氧化皮脱落。
超临界机组电站锅炉氧化皮脱落问题是影响锅炉安全运行的一个重要因素。
采取适当的分析和防治措施,可以减少氧化皮脱落的发生,保证锅炉的正常运行。
控制锅炉氧化皮剥落的措施
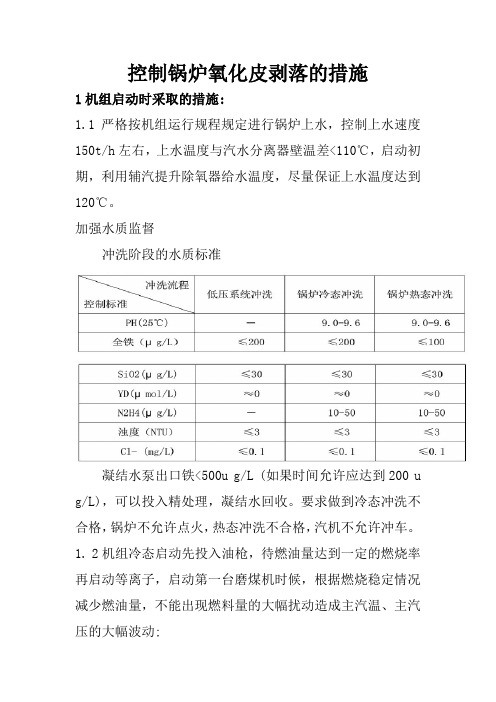
控制锅炉氧化皮剥落的措施1机组启动时采取的措施:1.1严格按机组运行规程规定进行锅炉上水,控制上水速度150t/h左右,上水温度与汽水分离器壁温差<110℃,启动初期,利用辅汽提升除氧器给水温度,尽量保证上水温度达到120℃。
加强水质监督冲洗阶段的水质标准凝结水泵出口铁<500u g/L (如果时间允许应达到200 u g/L),可以投入精处理,凝结水回收。
要求做到冷态冲洗不合格,锅炉不允许点火,热态冲洗不合格,汽机不允许冲车。
1. 2机组冷态启动先投入油枪,待燃油量达到一定的燃烧率再启动等离子,启动第一台磨煤机时候,根据燃烧稳定情况减少燃油量,不能出现燃料量的大幅扰动造成主汽温、主汽压的大幅波动;4.1.3机组从开始点火到带额定负荷,主汽压力要按规程要求缓慢上升,温度按规程要求一般控制不高于2℃/分钟,(一般控制在1.5℃以下);4.1.4机组从开始点火到带15万千瓦负荷,严禁投入减温水,防止减温水投入后因受热面金属管材内形成的氧化皮与管材金属的膨胀系数不同造成氧化皮的大幅开裂及脱落;4.1.5冲动参数修改,因为启动初期禁止投入减温水,主汽温度与主汽压力无法按规程要求达到冲动匹配要求。
当主汽温度达到冲动参数,主汽压力达到3~3.5MPa以上,汽轮机可以挂闸冲动;4.1.6机组定速之前2900转/分钟,利用旁路系统进行氧化皮吹扫,快速开启和关闭旁路(3次),通过瞬间压力和流量的变化进行吹扫,吹扫期间密切关注凝汽器水质含铁情况的变化;4.1.7机组启动2天之内尽量控制负荷不超过500MW;4.1.8机组启动5~7大之内,主再热器温低于额定温度10℃运行,并密切监视受热面温度的变化趋势;4.1.9机组启动并网负荷至450WM时通过高调门的变化进行变压吹管(3次),吹扫期间密切关注凝汽器水质含铁情况的变化情况;4. 1. 10机组冷、热态启动过程中严格按照不同热状态的升温控制曲线控制蒸汽温度。
防止氧化皮大量脱落技术措施
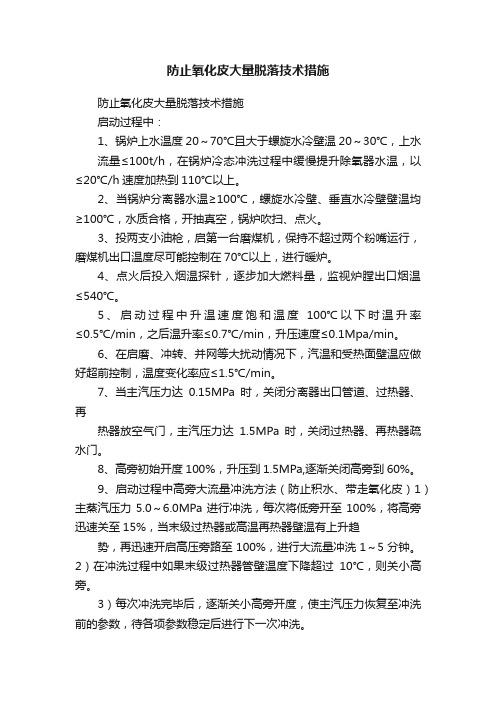
防止氧化皮大量脱落技术措施防止氧化皮大量脱落技术措施启动过程中:1、锅炉上水温度20~70℃且大于螺旋水冷壁温20~30℃,上水流量≤100t/h,在锅炉冷态冲洗过程中缓慢提升除氧器水温,以≤20℃/h速度加热到110℃以上。
2、当锅炉分离器水温≥100℃,螺旋水冷壁、垂直水冷壁壁温均≥100℃,水质合格,开抽真空,锅炉吹扫、点火。
3、投两支小油枪,启第一台磨煤机,保持不超过两个粉嘴运行,磨煤机出口温度尽可能控制在70℃以上,进行暖炉。
4、点火后投入烟温探针,逐步加大燃料量,监视炉膛出口烟温≤540℃。
5、启动过程中升温速度饱和温度100℃以下时温升率≤0.5℃/min,之后温升率≤0.7℃/min,升压速度≤0.1Mpa/min。
6、在启磨、冲转、并网等大扰动情况下,汽温和受热面壁温应做好超前控制,温度变化率应≤1.5℃/min。
7、当主汽压力达0.15MPa时,关闭分离器出口管道、过热器、再热器放空气门,主汽压力达1.5MPa时,关闭过热器、再热器疏水门。
8、高旁初始开度100%,升压到1.5MPa,逐渐关闭高旁到60%。
9、启动过程中高旁大流量冲洗方法(防止积水、带走氧化皮)1)主蒸汽压力5.0~6.0MPa进行冲洗,每次将低旁开至100%,将高旁迅速关至15%,当末级过热器或高温再热器壁温有上升趋势,再迅速开启高压旁路至100%,进行大流量冲洗1~5分钟。
2)在冲洗过程中如果末级过热器管壁温度下降超过10℃,则关小高旁。
3)每次冲洗完毕后,逐渐关小高旁开度,使主汽压力恢复至冲洗前的参数,待各项参数稳定后进行下一次冲洗。
4)冲洗过程中注意事项:注意除氧器、凝汽器、储水箱、分离器水位调整;冲洗过程中及时调整给水流量稳定,注意主、再热汽温稳定;大流量冲洗过程中各级受热面壁温明显有升高现象,要及时停止冲洗,降低燃烧率。
10、启动过程中启第二台磨之前尽量不投减温水,若需投减温水,应手动操作,每次开度≤3%,两次间隔>5分钟,禁止投自动,切忌大开大关减温水,防止汽温、金属壁温剧烈波动,造成氧化皮脱落。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
因为铁的氧化物中存在FeO,而FeO 是不 致密的,因此破坏了整个氧化膜的稳定性,这 样氧化过程得以继续下去。此时,金属的抗氧 化能力大大降低,铁与水蒸汽直接发生化学反 应生成Fe3O4 :
3Fe+4H2O= Fe3O4+4H2 ↑
在氧化皮的形成过程中,管壁温度和压力对氧 化皮形成起着推动作用。据有关资料介绍,氧化 皮的生长速度与温度有着密切的关系。
行142小时后爆管。
检修后点火启动到锅炉爆管 运行51小时。
◆2010年9月14日 #4炉管子爆口形貌
图1.1 #4炉高过第30排第10 图1.2 #4炉高过第13排第1
根爆口形貌
根爆口形貌
◆ 2011年2月22日#4炉管子爆口形貌
图1.3 #4炉高过第11排第5根爆口形貌
◆ 2010年11月9日#3炉管子爆口形貌
锅炉高温受热面 氧化皮脱落综合治理探讨
大唐三门峡发电有限责任公司 二○一五年八月
前言
大唐三门峡发电有限责任公司#3、4机组从2010年9 月至今,共计发生三次因锅炉受热面氧化皮脱落导致锅 炉爆管,奥氏体不锈钢氧化皮问题已日益突出,严重影 响机组安全、经济、稳定运行。问题发生后,我们与电 科院将此问题作为双方的共同重点攻关项目,成立了联 合攻关小组,会同电科院专家对国内一些电厂的类似情 况进行调研。根据氧化皮生成、脱落原因制定了机组启 动、运行、停机及检修期间检测清理等预防控制措施。 以寻求氧化皮快速生长和大面积脱落的原因,从而有效 减少因氧化皮脱落堵管引起的锅炉爆管泄漏事故。
一般说来,在某个温度段(565 ℃ ~ 595 ℃ ),温度越高,氧化皮生长速度越快,而锅炉主 蒸汽温度为571 ℃ ,在该温度下运行,管内壁氧 化皮就会很快生长。
结论: 机组正常运行温度就会发生高温氧化。温度
越高,高温氧化就会加速,容易造成氧化物运行 中大面积快速脱落,氧化高峰期来的越早。
3、氧化皮的脱落原因
2、氧化皮生成原因
钢表面氧化皮的生成是金属在高温水汽中发 生氧化的结果。在570 ℃ 以下,生成的氧化膜是 由Fe2O3 和Fe3O4 组成,Fe2O3 和Fe3O4 都比较 致密( 尤其是Fe3O4 ),因而可以保护钢材避免进 一步氧化见图2.1
图2.1 低于570 ℃管内部的氧化膜结构
当超过570 ℃时,氧化膜由Fe2O3、Fe3O4、FeO 三 层组成,FeO 在最内层,见图2.2
氧化皮在钢管内堆 积堵塞的形式:
4.1外观检查及割管抽查 停炉后对运行超温报警管壁逐个检查,发现外
观颜色明显不同,有过热倾向,进行割管。
图:氧化皮形状
4.2磁通量检测法
利用氧化皮和奥式体不锈钢母材的磁性差异 来判断受热面管内氧化皮的堆积和生成情况,该 种检测方法方便快捷,对检测人员的经验要求较 高。经过多次实践,目前电科院已经掌握检测的 规律,与射线拍片结果相同,为保证检修质量、 缩短检修工期提供了很大的帮助。
末级过热器布置于炉膛出口的屏式过热器之后,折 焰角上方,沿炉宽方向排列共30片管屏,顺流布置, 管屏间距为690mm。每片管组由20根管子绕制而成,入 口段的管子Ф44.5×7.5 (材质SA-213 TP347H)。出口管 屏材质为Ф44.5×7.5(材质 SA-213 T91),每片末级过 热器均连接有入口及出口集箱各一只。
3.1奥氏体不锈钢与氧化皮热膨胀系数不同
氧化铁的膨胀系数一般在9.1×10-6/℃,奥氏 体不锈钢的膨胀系数一般在16 ~ 20×10-6/℃,两 者热膨胀系数差异较大。在锅炉运行或启、停机 时受热面管子的温度变化,尤其是剧烈的温度变 化时,氧化皮之间以及基材因受热应力而脱落。
3.2氧化皮达到一定厚度(不锈钢0.10mm, 铬钼钢0.2-0.5mm)。
1、设备概述
大唐三门峡发电有限责任公司2×630WM机组 锅炉型号为HG-1900/25.4-YM4。锅炉为超临界 压力、循环泵式启动系统、一次中间再热、单炉 膛平衡通风、固态排渣、全钢构架的变压本生直 流炉。主蒸汽压力25.4Mpa,温度571℃,再热 蒸汽压力4.62Mpa,温度569℃。燃烧器布置方 式为前后墙对冲。
1
2
3
4
5
6
磁通量
高度
磁通量 高度
磁通量 高度
磁通量 高度
磁通量 高度
磁通量 高度
15
-1035
过热器和再热器汽温调节主要靠烟道尾部的烟气调 温挡板,辅助减温水调节。氧化皮主要发生在高温过 热器入口SA-213 TP347H管段,脱落后氧化皮易沉积在 管屏底部弯头。
两台机组分别于2006年6月、8月投运,#3 炉于2009年3月机组中修时锅炉给水系统酸洗 后实施给水加氧运行,#4炉2010年2月小修酸 洗后实施给水加氧运行。
机组投运以来氧化皮脱落导致锅炉爆管事件 3次。#3机组首次因氧化皮爆管累计运行33246 小时,#4机组累计运行31619小时。
序号 时间 1 2010年9月4日机组 泄漏位置运行情况
#4
高过 #4炉在启动机组并网后6小时
爆管。
2
2010年 11月9日
#3
3
2011年 2月22日
#4
屏过 高过
机组因“DEH2路电源失去” 机组跳闸, 21小时后故障处 理完毕。于 03:28并网后运
结论: 高温运行工况下,实际运行中奥氏体不锈钢
管氧化皮的生成和剥落是不可避免的,氧化皮在 不断的生成和剥落。脱落速度取决于机组启停温 度变化速率和压力变化速率。
4、机组检修氧化皮堆积检测、清理
锅炉启动、停炉时升降温速率过快会造成氧 化皮大量剥落并堵塞受热面管子,如果停炉后不 对受热面管进行检查清理,再次启动后受热面管 子便会面临短期超温爆管。因此“逢停必检”是 防范氧化皮造成危害的重要手段。
通过我公司以上爆管实例说明:超临界机组 在启动、停运及机组大负荷波动过程阶段是氧化 皮易脱落的较危险时期,在此阶段由于管子温度 波动大、参数较难控制,极易造成高温受热面氧 化皮与奥氏体不锈钢管材由于热膨胀系数不同而 脱落,堆积在弯头处堵塞,管径变小,最终由于 管内蒸汽流量小,蒸汽对管道冷却不足发生过热 爆管。