技师复审 PLC 变频器 WINCC[A]
PLC编程资料
PLC编程资料、PLC编程软件随着现代工业设备自动化,越来越多的工厂设备将采用PLC、变频器、人机介面等自动化器件来控制,因此设备自动化程度越来越高。
对设备的维护人员的技术要求越来越严格。
作为一名合格的技术员,需要掌握的技能也越来越多,越来越全面性,以此来满足自动化的发展及要求,因此设备相关的资料及软件,对我们技术员来说是必需具备的,为了满足大家的要求。
经过多年的积累,整理出三种最常用的三菱、OMRON 、及西门子公司的相关资料及软件,特价向大家提供,详细软件资料清单见下面。
(注:有些资料属公司内部参考资料,市面不销售,现向大家提供,绝对超值,请大家放心购买)购五张光盘以上优惠。
A盘:包含:西门子公司LOGO控制器编程软件,LOGO使用手册。
新版S7-200PLC中文版编程软件,S7-200的中文系统手册。
OP、TP系列中文版编程软件及编程手册,WINCC 中文版编程手册,Protool中文手册,西门子STEP5教程中文版(NEW),PG702编程器操作手册,所有西门子公司自动化设备相关的中文资料,S7-200与S7-300的应用论文集,S7-200的应用实例(中文注释),S7-400.S7-300梯形图(LAD)编程手册中文版等。
(共650M,详细清单见A盘说明)B盘:包含:三菱FX、A、Q系列GX-Developer V7.08中文版PLC编程软件,使用手册。
三菱FX20GM位置控制器编程软件,三菱PLC程序调试, 离线仿真软件,三菱、日本、台湾等公司的人机介面设计软件,FX2N系列中文编程手册,三菱变频器使用手册,三菱FX 系列PLC密码解读器(试用版),包含松下、富士、和泉、台达、LG、AB公司PLC编程软件与资料。
(共650M,详细清单见B盘说明)C盘:包含:OMRON-SSS中文版PLC编程软件,及最新OMRON全系列PLC中文版编程软件CX-P V3.2、Cx-simulator离线仿真软件,人机介面NT系列设计软件,SysWin34OMRON 最新开发的智能控制器的编程仿真软件,最新CS1-CJ1-CJ1M系列PLC中文版操作手册,编程手册,CX-P中文版软件手册等相关资料,包含松下、富士、和泉、台达、LG、AB、GE等公司PLC编程软件与资料。
PLC实习报告

一、前绪可编程控制器PLC是一种在传统继电器控制系统的基础上,综合了计算机技术、自动控制技术和通信技术而发展起来的新型工业控制装置,具有编程容易、体积小、使用灵活方便、抗干扰能力强、可靠性高等一系列有点,是专门为工业控制应用而设计的一种通用控制器。
学习和应用好PLC控制是以后步入社会工作的基础,是进一步增强自身能力的需要。
二、实习目的1、掌握可编程序控制器的操作方法。
2、熟悉基本指令与应用指令以及实习设备的使用方法。
3、掌握变频器主要参数设置。
4、掌握PC机、PLC和变频器之间的通信技术。
5、掌握WinCC组态软件的使用。
6、理论联系实际提高学生分析问题和解决问题的能力。
三、实习要求及任务1、将变频器和PLC通过导线进行连接。
通过变频器的控制面板进行参数设置。
根据I/O的定义,编写PLC程序,实现通过操作面板控制交流异步电动机起动,停止,正反转切换,并监视电动机的故障和运行状态。
2、做WinCC画面,将WinCC与PLC相连,实现在WinCC上对变频器的监控。
除了控制电动机起动,停止,正反转切换,监视电动机的故障和运行状态外,还要在WinCC画面上进行频率给定以及对实际频率的监视。
四、实习方法1、通信方式有两种:(1)通过MPI通信实现。
(2)通过Profibus-DP实现。
2、控制方式有两种:(1)本地的操作面板控制。
(2)远程的WinCC画面监控。
五、实习内容的相关原理性知识1、通信技术1)变频器的通信方式(1)通过PMU操作面板通信。
即通过操作面板对变频器和电动机进行参数设置。
(2)通过端子通信。
即通过数字量或模拟量输入/输出端子进行通信。
(3)通过USS串口通信。
PMU面板下面有串口,通过RS232或RS485串口线连接电脑的串口实现通信。
(4)借助于CBP2通信板,通过Profibus-DP通信。
通过Profibus-DP总线连接PLC,PC和变频器。
通信板如图2-1所示。
通讯板上的三个LED指示灯(绿、黄、红),用于显示变频器当前运行状态。
西门子G120C变频器调试总结

西门子G120c调试总结前期工作1.安装SINAMICS Startdriveo2.安装GSD文件,打开示例文件可自动安装。
组态讲解1. G120C的组态分为两类,一类作为驱动设备一类作为远程10。
根据实际订货号和版本,在两个类别下均可找到相应的组态对象。
SINAMICS-G12... 口SINAMICS G120...2.作为驱动设备包含变频器所有参数及通讯参数,并保存在项目中。
一般仅作为参数的备份。
3.作为远程10仅包含变频器的通讯参数,主要为设备名称,IP地址,报文格式。
4.建议在组态项目时根据变频器规格组态相应的驱动设备,根据变频器个数组态相应的远程I0o参数配置1.转至在线2 .恢复出厂设置3.进入调试向导・ JG12OC一冽嗝衣食► JPU_1 |CTU 1511-1 PW]► PUL2 (OU 31S-2 FHDPj▼ ・一“_“G1”CPN )y wt傅耐 %在&井皆«> M me” ♦«; V4L^ (G1M CU2406-2I,上采分峭过皆» J 本分询设餐 ♦ d 公找NW ♦ ijSttiSH♦心)»!欣爱,・在改访同选择应用等级【1】选择在驱动中执行斜坡逻辑GUOC ,〜呐 1 (GVOC PN| > iflU-«A«B>评加视图|9厘悔 石危L |W 诊断廊两 电■优化 代存选择【7】现场总线,带数据组转换。
对应报文配置为标准报文【1】选择变频器输入参数选择是否有输出滤波填写电机参数,如在“在线状态”下配置向导,此处会自动 生成默认参数。
生成的默认参数是变频器通过测量得到的, 也许会与电机铭牌有出入。
ififi2回由・ JG120C一办好的丛横引的络♦ ^»LC_1(CFU1SH-1 W1|♦ ■胤C-2【CPU 3192 PMm “ ‘量”」[G"CK1 _____ I 精a W ♦ »•« 1• 7 ・ilL2 (GUO OX240E2] • 幺多分■的ifttl• 一本分喻设a • &公刘炳 • —as• 心说・蹴f ) ・在线访问 » ・京车昌川”力饵吕 D05 0F ■▲ 一 ・J.如abo^s? tfi 旺备电机优化a4,1粒g ・o1套今原目 3 ♦% >详“视图0愿恒出信息D |W 法斫填写斜坡参数、参考转速和最大转速。
plc怎么读取变频器的运行频率?
plc怎么读取变频器的运行频率?
使用plc控制变频器mm440控制电机,plc的cpu314c-2pn/dp,因为没有通讯板,没有建立网络,plc跟变频器只用导线连接,也没有用modus通信,变频器用模拟量输出0-10v控制,现在想通过plc读取变频器的运行频率和输出电压送给plc,再送给wincc上位机显示数据,应该怎么做?主要是怎么把数据读取到plc?有这方面的资料也分享一下,如果有怎么把数据转到wincc显示也给点资料,比如什么数模转换fc105/6的应用也可以,当然主要还是怎么读变频器的数据。
最佳答案
1、需要看变频器的说明,把变频器的频率参数输出到ao通道(如ao1),然后plc的ai通道(如piw256)接变频器的ao1输出,那么在plc中调用fc105,读取通道piw256,转换后的数据保存到一个地址中,如md0,wincc建立变量链接md0,wincc图形编辑器打开后用一个io域链接刚才的变量,保存后运行。
西门子PLC和WinCC SCADA在变频恒压供水系统中的应用
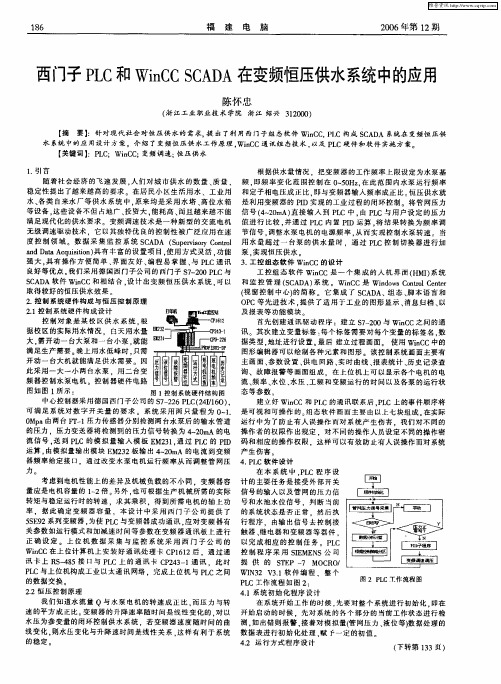
的压力 ,压力变送器将检测到 的压力信号转换 为 4 2 m — 0 A的电 流 信 号 , 到 PE 的 模 拟 量 输 入 模 板 E 3 . 过 PE 的 PD 送 I M2 1 通 I I 运算 , 由模 拟量 输 出模 块 E 3 输 出 4 2 mA 的 电 流 到 变 频 M2 2板 ~0
图 如 图 1所 示 : 图1 控制系统硬件结构图
中心 控 制 器 采用 德 国西 门子 公 司 的 S — 2 L (4/6 . 7 2 6P C 2 I 0) 1 可 满 足 系 统 对 数 字 开 关 量 的 要 求 。系 统 采 用 两 只 量 程 为 0 1 ~. 0 a由两 台 r 一 Mp r 1压 力传 感 器 分 别 检 测 两 台 水 泵 后 的 输 水 管 道
信 号( ~ 0 4 2mA) 直接输 入到 P E 中 。 PE 与用户设定 的压力 I 由 I
值 进 行 比较 。 通 过 P E 内 置 PD 运 算 . 结 果 转 换 为频 率 调 并 I I 将 节信 号 , 整水 泵 电机 的 电源 频 率 , 而 实 现 控 制 水泵 转 速 当 调 从 用 水 量 超 过 一 台 泵 的供 水 量 时 ,通 过 P C 控 制 切 换 器 进 行 加 L 泵. 实现 恒压 供 水 。 3 工 控 组态 软 件 WiC 的设 计 . nC 工 控 组 态 软 件 WiC 是 一 个 集 成 的 人 机 界 面 ( nC HMI系 统 ) 和监 控 管 理 (C D 系 统 。 WiC 是 Wid w 0t l etr S A A) nC no sC nr ne oC
水 、 类 自来水 厂 等 供 水 系 统 中 , 来 均 是 采 用 水 塔 、 各 原 高位 水 箱 等 设 备 , 些设 备 不 但 占地 广 、 资 大 , 耗 高 、 且 越 来 越 不 能 这 投 能 而 满 足现 代 化 的 供水 要 求 。变 频 调 速 技 术 是 一 种 新 型 的 交 流 电机 无 级 调速 驱 动 技 术 。它 以其 独 特 优 良的 控制 性 被 广 泛 应 用 在 速 度 控 制 领 域 。 数 据 采 集 监 控 系 统 S A A (u ev o o t l CD S p ri r C n o sy r 是利 用 变 频 器 的 PD实 现 的工 业 过 程 的 闭 环 控 制 将 管 网压 力 I
毕业设计西门子plc变频器触摸屏的综合研究
中文摘要摘要在PLC控制系统中应用现场总线技术实现PLC与现场设备、客户端、服务器间实时通信,达到分散优化综合控制是工业控制领域的热门问题。
综合控制系统设计的优良直接影响着工业生产的经济性。
深入研究应用PLC及现场总线控制技术会为我国在工业自动化领域的进一步发展做出有益贡献。
工控行业领军企业的西门子的PROFIBUS与SIMATIC系列PLC控制系统提供了完善的软硬件支持和系统的解决方案。
这样缩短了工控系统的开发周期,扩展了设备间的通信能力,优化了软件设计,增强了系统兼容性。
因此从理论上研究PROFIBUS现场总线以及深入探讨西门子SIMATIC系列PLC能够拉近我国工业自动化与外国的差距,提升我国自动化产业的竞争力。
本文从分析PROFIBUS现场总线技术入手,研究PROFIBUS-DP协议及其报文结构,阐述SIMATIC S7-300系列PLC中PROFIBUS总线的应用。
用PLC取代原有继电控制系统,完成了硬件选型,程序块定义及梯形图程序编辑及仿真调试、下载,实现了对电机调速系统监控的设计。
这一研究的目的在于实现基于PROFIBUS现场总线的Siemens PLC S7-300控制系统设计及触摸屏界面组态,包括PLC控制系统设计、上位机管理和监控系统设计。
对于总线协议的研究可以更深入的掌握PROFIBUS的通信机制。
PLC控制系统与现场总线技术的结合,实现了系统高速实时通信的目的,增强了系统的稳定性,安全性和实时性。
关键词:PROFIBUS现场总线;S7-300 PLC;触摸屏Ⅰ英文摘要AbstractNow PLC control system is widely studied and applied in the field of industrial automation. PLC control system conbine with Field-Bus will keep PLC,Field-unit, client and service computer in real-time communication. This control system afect the industry production directly. So the combination of PLC control system and Field-Bus will become the hot spot in near future.The works of study and application of this combine system will enhance competence in this field of our country.Siemens, one of the most successful supplier of automation products in world wide,has successfully supply a series of software and hardware base on PROFIBUSand PLC. It has enlarged the ability of communication among field units, shortened the research cycle, optimized the software application, enhanced the system compatibility. So we should study the PROFIBUS Field-Bus from the theory of protocol level, and far more study the SIMATIC PLC. Those works will improve tech. a lot.This article describe the application of PROFIBUS in SIMATIC S7-300PLC, configure the hardware of the production line of wires in STEP 7,study the theory of PROFIBUS,analysis the protocols and message structure of PROFIBUS-DP define blocks of PLC.The purpose of this study is to design Siemens PLC S7-300 contorl system base on PROFIBUS Field-Bus. This control system include PLC field unit designing, the management of computer station and software simulations. The study of Field-bus protocols will promote the realization of PROFIBUS communications. The application of S7-300 PLC is valuable in the field of industry.The combination of PLC control system and Field-Bus tech.have fulfill the requirement of high speed communication,and ensure the system to be more reliable stable and efective.Keywords:PROFIBUS Field-Bus;S7-300 PLC;Touch ScreenⅡ目录目录第一章绪论 (1)1.1课题研究背景 (1)1.2PROFIBUS概述 (1)1.3现场总线技术的特点 (2)1.4本论文研究的意义及内容 (3)1.5方案论证 (4)第二章西门子可编程控制器S7-300 (6)2.1 可编程控制器基础 (6)2.1.1可编程控制器的产生 (6)2.1.2可编程控制器发展过程 (7)2.1.3可编程控制器的特点 (8)2.1.4可编程控制器的分类 (8)2.2 S7-300硬件模块 (10)2.2.1机架 (11)2.2.2电源模块 (11)2.2.3CPU (12)2.2.4信号模块 (12)2.2.5通信模块 (13)2.2.6功能模块 (13)2.2.7接口模块 (13)2.3硬件安装 (14)2.3.1 S7-300安装规范 (14)2.4组态硬件 (14)2.4.1创建一个项目 (15)Ⅰ目录2.4.2硬件配置 (16)第三章PROFIBUS网络 (18)3.1 PROFIBUS网络概述 (18)3.1.1PROFIBUS的优点 (18)3.1.2PROFIBUS的通信协议连接部件 (19)3.1.3PROFIBUS-DP网络的主站和从站 (20)3.2建立PROFIBUS-DP网络 (21)3.2.1集成DP接口的CPU作主站 (21)第四章触摸屏的使用 (25)4.1人机界面 (25)4.1.1人机界面的概述 (25)4.1.2人机界面未来发展趋势 (26)4.2触摸屏的基本工作原理 (26)4.2.1触摸屏的分类 (26)4.3 Wincc flexible概述 (28)4.3.1建立一个Wincc flexible项目 (28)4.3.2设置触摸屏的参数 (30)第五章变频器 (33)5.1变频器概述 (33)5.2变频器的工作原理 (34)第六章系统整体设计 (36)6.1控制任务 (36)6.1.1自动化生产线模型 (36)6.1.2控制系统技术要求 (37)6.2控制方案的设计 (38)Ⅱ目录6.2.1硬件的配置以及软件的编程 (38)6.3建立灌装生产线监控项目 (46)6.3.1设置触摸屏的通信参数 (46)6.3.2定义变量 (47)6.3.3组态监控画面 (48)6.3.4组态初始画面 (51)6.3.5组态运行画面 (52)6.3.6组态物料混合画面 (53)6.3.7组态参数设置画面 (54)6.3.8组态趋势视图 (54)6.3.9项目的集成模拟调试 (55)附录 (57)参考文献 (58)致谢 (59)Ⅲ吉林工程技术师范学院毕业论文第一章绪论1.1课题研究背景电子信息技术的飞速发展又给自动化工业控制系统带来了深刻的变革。
PLC及WINCC组态软件在自动控制中的应用
PLC及WINCC组态软件在自动控制中的应用随着社会的发展和时代的变迁,当前各类科技成果都在不断的融入到人们的生产生活中,要想进一步凸显技术的作用,提高生产效率,就要把控软件控制的应用效率,笔者基于PLC及WINCC组态软件在自动控制中的应用进行了分析,以下为详述。
标签:PLC及WINCC组态软件;自动控制;应用PLC及WINCC组态控制的优势已经被各行各业所关注,并将其投入到实际的生产中,尤其是应用PLC及WINCC可以有效的提高生产效率,并为产品的生产质量提供切实的保障,下面针对PLC及WINCC组态软件在自动控制中的实际应用进行了分析,详见下述。
1 PLC在自动控制中的应用分析PLC技术的早期应用一般都会在顺序控制中,所谓的顺序程序指的就是要参照具体的工艺流程,而后接收相应的控制指令,促使生产程序可以实现自动化的运作,提高流水线的作业效率。
下面以某一烧结车间环冷小车运作流程为例,对PLC及WINCC组态软件在车间环冷小车自动控制系统中的应用进行分析。
(1)自动控制系统改造内容概述。
为实现某车间环冷小车自动控制,对其改造内容进行确定,将小车机械极限更换为磁感应极限,这样不仅会使日常的维护措施有所减少,同时有一定程度上增添了定位的精准性,而后使小车的位置处于上下阀极限之间,用来对小车位置进行显示,同时可以对阀门予以控制,此外,变频器的运作速度也由PLC进行把控,同时PLC对变频器的状态进行输出,还要对阀门的输出能力进行控制,应用WINCC组态软件对变频器运作中的故障定位以及自动开阀等进行警报提示。
此系统所应用的PLC编号为西门子S7-400系列,其CPU则应用CPU412-2和WINCC组态软件进行连接并实现通讯,输入模块所应用的是共计128点的24v 直流输入模块,输出模块应用的是共计64点的24v直流输出方式,而变频器则应用富士G11的通用变频器。
(2)PLC硬件改进分析。
在现场调查中发现环冷小车无法落实卸灰动作,分析其具体诱因只要有下几点,其一,环冷小车的轨道设计或是施工措施不科学,导致其实际偏差较大,最终还会产生到位极限等问题,无法正常进行卸灰和放灰。
西门子 NXGPro+ 控制系统手册_操作手册说明书
3.4
单元通讯的协议 ............................................................................................................ 36
3.5
NXGpro+ 高级安全 .......................................................................................................37
3.2
功率拓扑 ......................................................................................................................34
3.3
控制系统概述 ...............................................................................................................35
NXGPro+ 控制系统手册
NXGPro+ 控制系统手册
操作手册
AC
A5E50491925J
安全性信息
1
安全注意事项
2
控制系统简介
3
NXGPro+ 控制系统简介
4
硬件用户界面说明
5
参数配置/地址
6
运行控制系统
7
高级的操作功能
8
软件用户界面
9
运行软件
10
故障和报警检修
11
变频器正反转PLC控制的电气原理图解析
变频器正反转PLC控制的电气原理图解析变频器,已广泛应用于工业生产中,主要用来实现电机起动电流的降低,以及节能、调速等功能。
在许多应用场合,需要用变频器以一个给定频率来完成正反转自动控制,来达到生产要求,或是实现某一工艺功能。
本文绘出了变频器正反转PLC控制的电气原理图。
其中,变频器并没有给出特定的品牌,针对变频器普遍都会有的正反转功能,所有给出的接线端子是象征性的。
在实施具体项目时,应根据各自要求,选定变频器。
一旦选定了某一品牌的变频器,在其说明书中,会有对应的接线说明。
下面给出原理图中各电气符号的说明,以及实现正反转运行的说明:Q1:马达保护开关,带一个常开辅助触点;C:接触器;VF变频器中的端子2实现正转功能,端子3实现反转功能;端子1,4为24V电源正极与0V端口。
端子5、6与PLC的模拟量输出模块连接,实现频率的给定。
KZ、KF为PLC继电器型输出模块连接的两个中间继电器的常开触点,KZ实现正转,KF实现反转。
SZ、SF为实现变频器使电机正反转提供信号,SZ为正转信号,SF为反转信号。
SZ、SF为光电限位开关。
当Q1合上时,整个控制电路导通,主电路导通,变频器主电路也导通,它的控制电路处于待命状态。
当我们从上位机比如WINCC,发送一个正转启动指令时,PLC便让控制正转的数字量输出点改为导通状态,从而使中间继电器线圈得电,其常开点闭合,电机正转。
当电机运动到SF反转限位开关时,SF会返回一个信号给PLC,从而让它断开正转开关,接通反转开关,实现反转。
如此往复,直到断开电源。
这个不断往复运动的过程,就是需要PLC编程实现的过程。
其中,需要注意的是,正转KZ,反转KF不能同时接通,必须进行互锁,否则,会出错。
电气原理图以及程序如下:程序用西门子的PLC指令表语言编写。
SZ、SF的输入点:I0.0与I0.1;KZ、KF的输出点:Q1.0与Q1.1;首先根据生产需要,给定一个正转或者是反转的信号,让电机 运转起来。
PLC、变频器培训总结
培训总结结束了为期9天的培训学习,现在对培训内容做一总结并表达一些感想。
首先非常感谢车间领导给予我这次外出学习的机会。
通过这次学习不仅使我懂得了很多自动化相关知识,还使我能结合制丝车间的实际情况更全面、更深入的理解自动化设备。
变频器维护、保养技术和S7-300/400 PLC编程及应用,是培训的两个主要科目,并分别用了3天和6天的时间来详细讲解。
变频器和PLC无一例外的是现代化、信息化、智能化工厂必备的关键设备。
工业控制技术主要是利用电、气等能源来进行控制,那么电动机、电磁阀、气动阀、各种开关、仪表等部件顺理成章的成了我们要控制的主要对象。
其中电动机、各种开关、仪表由于生产厂家和工业标准的差异导致直接控制比较困难,所以最终有了变频器和PLC。
变频器顾名思义就是利用电力半导体器件的通断作用将工频电源变换为另一频率的电能控制装置,实现对交流异步电机的软起动、变频调速、提高运转精度、改变功率因数、过流/过压/过载保护等功能的仪器。
在变频器应用和维护技术培训中,首先掌握了变频器的结构和工作原理,尤其是三相异步感应交流电动机的工作原理的掌握,这是现代工厂使用最广的电动机。
从理论上讲当旋转磁场有p对磁极,旋转磁场的转速应该为:。
从表象来看,只要改变了定子电压的频率f1就可以调节转速的大小,但事实上,只改变f1是不能进行正常调速的。
因为参考异步电动机的电压方程:和异步电机的主磁通可知调节f1时,Φ会成反比的变化,如图所示:所以变频器有了多种控制方式如:U/f控制模式、转差频率(U/f闭环控制)、矢量控制、转矩控制等方式。
使用变频器需要学会变频器的安装和接线,主要是掌握一些变频器安装的注意事项和常见的电气特性还有变频器各端子的功能和连接方法。
根据实际情况,变频器的操作和运行是学习的重点,变频器有很多生产厂家,常见的一些变频器都是要掌握的。
各品牌变频器操作面板功能,通过面板进行调试,参数监视,故障查看都是基础。
变频器的参数是比较复杂的,但主要掌握电机参数、控制方式、限制频率、加减速时间、转矩提升、频率增益、频率偏置、辅助给定、停止在启动、多段速控制、PID功能、保护功能、通讯功能等对于日后对变频器的安装、维护保养、维修是有很大帮助的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四川机电职业技术学院 2012 ~ 2013 学年第 2 学期期末考试 A 卷时间: 120 分钟科目: PLC 变频器 WINCC 适用班级: 13年技师复审
一、选择题(每小题 2 分,共 20分。
请将答案填在下
A、模拟量输入模块
B、数字量输入模块
C、数字量输出模块
D、数字量输入/输出模块
2、S7系列PLC中,当输入模块外接停止按钮时,最好接停止按钮的()。
A、示情况而定 B、常闭点 C、常开点 D、随便
3、以下国家中,最早研制生产出PLC的是哪个国家()。
A、英国
B、美国
C、中国
D、日本
4、STEP7的比较指令(Compare instruction)类型较多,其中“CMP> = I ”表示()。
A、整数比较,是否大于相等于
B、整数比较,是否相等
C、双整数比较,是否相等
D、实数比较,是否相等
5、S7系列PLC是()公司的产品。
A、GE
B、SIEMENS
C、三菱
D、AB
6、在STEP7 的数据类型中,Q2.0的数据类型是()。
A、位地址
B、字节
C、字
D、双字
7、S7-300 PLC在在线监控时,防止修改程序CPU模板上转换开关应扳至()档,但一般不推荐此方法。
A、STOP
B、RUN
C、RUN-P
D、MRES
8、在STEP7的数据类型中,DB20.DBD10的数据类型是()。
A、位地址
B、双字
C、字节
D、字
9、S7-300 PLC的电源模块,其额定电流有的是()。
A、12A
B、15A
C、 7A
D、10A
10、在S7-300 PLC与编程器(单机点对点)进行MPI通讯时,CPU的MPI 地址通常应设为:
A、0
B、2
C、1
D、3
二、填空题题(每小题 1分,共 30分)
1、若想执行强制功能,需执行()菜单的
()命令。
2、在STEP7的5类定时器指令中,最常用的是()(注:填英文符号),其所有动作特性与传统的()时间继电器完全一样,与之功能类似的定时器指令()(注:填英文符号)。
3、STEP7的定时器(Timer)指令的定时时间值基本格式为
(,),若定时时间设定为1分钟,可表示为( , ),时间设定的数据格式从数据类型上讲为一个()。
4、STEP7的计数器(Counter)指令共有三类,向上、向下计数器的符号为()、
向上计数器线圈的符号为()、向下计数器线圈的符号为()。
5、FB和FC在使用时的主要区别:()
6、PLC又叫(),是专为在()下应用而设计的一种()运算操作的电子装置。
7、SIMANTIC S7系列PLC 包括()、()、()三种类系列型号。
8、S7-300 PLC的槽号地址分配通常1号槽为()模块、2号槽为()模块、3号槽为IM模块、4~11号槽为()模块。
(说明:本题填英文符号)
9、如果编辑的文件是新建的文件,则不管是执行“文件”菜单的“保存”命令或“另存为”命令,都将出现()对话框。
10、在STEP7的三种编程语言中,最常用的一种是(),其英
文符号为(),它是基于()的思想
进行设计的,非常适合电气阅读的习惯。
三、简答题(每小题 5分,共 20分)
1、(5分) 试用STEP7的定时器(SD )完成以下控制
要求:
I2.0一旦闭合,定时器开始计时并延时30S 输出
Q2.0;
I0.1一旦闭合,Q2.0断电停止输出,同时定时器复位。
2、(5分) 试用STEP7的算术逻辑指令完成算术运算:“( 235+125)×13 ÷ 7= ?”
要求:用I1.0启动运算,用MD30存储计算结果。
3、(5分) 根据下图分析运行结果是何电路,并画出M0.0的时序图。
4、(5分) 试用STEP7的赋值指令完成以下控制要求: I4.0一旦点动,Q10.0~Q10.7、Q11.0~Q11.7即得电输出;I1.1一旦点动,Q10.0~Q10.7、Q11.0~Q11.7中只有Q11.0~Q11.7断电停止输出。
四、设计题(共 15 分)
控制要求:
有一台振动电动机(功率5KW),按下启动按钮后振动
机开始连续工作,按下点动按钮振动机进入点动工作;振动机在连续工作状态不许进行点动操作。
当振动机出现过载时以0.5Hz 的频率闪烁报警。
笔试内容:
(1) I/O分配表(有简单说明)
(2)设计控制程序。
五、综合题(共 15 分)
1、(8分)绘制三相输入变频器典型应用接线原理图。
2、(7分)组态软件WINCC与西门子S7系列PLC数据交换信号流向框图。