申克配料秤仪表使用说明书
申克电子皮带秤中文说明书
申克皮带秤技术资料一、概述VEG20610型仪农是用于计量和控制喂料设备的计量计算系统。
该仪农适用于以下的控制系统:1.定虽给料机通过控制给料机的皮带速度,从而控制喂料流量。
2.带预料机的皮带秤通过控制预料机来调整皮带负荷,从而控制喂料流量。
3.皮带秤通过皮带速度控制皮带负荷,从而控制喂料流量。
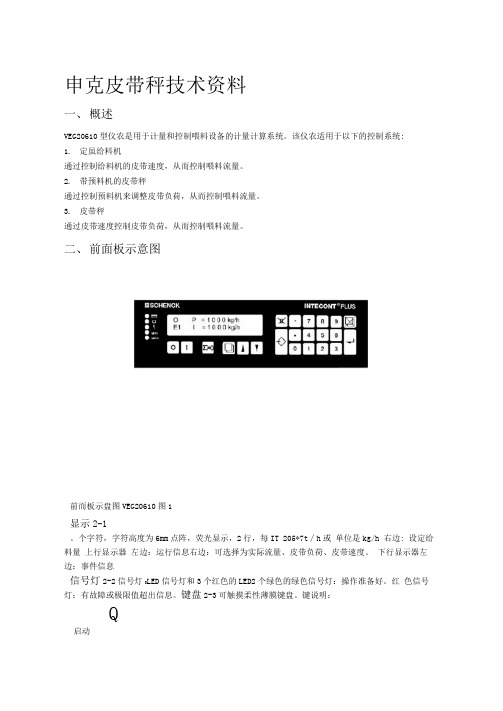
二、前面板示意图前而板示盘图VEG20610图1显示2-1。
个字符,字符高度为6mm点阵,荧光显示,2行,每IT 205*7t∕h或单位是kg/h 右边: 设定给料量上行显示器左边:运行信息右边:可选择为实际流量、皮带负荷、皮带速度。
下行显示器左边:事件信息信号灯2-2信号灯O LED信号灯和3个红色的LED2个绿色的绿色信号灯:操作准备好。
红色信号灯:有故障或极限值超出信息。
键盘2-3可触摸柔性薄膜键盘。
键说明:Q启动θ停止①选择下行显示器显示内容/选择功能θ复位计数器a功能键,调用分配功能和事件信息FUNC 冈DEL取消键,应答事件信息。
删除输入数字。
放弃键,退出功能ESCθENT确认键,确认输入应答输入修改键,准备输入,例如:输入设定流⅛DAT 叵)••何数字键输入负号和小数点Q□显示参数定义2-4Vh单位:kg%或I=喂料速率实际值单位时间内通过皮带的物料量。
th或单位:kg'h P=喂料速率设定值依据设定值控制实际值。
单位:kg或喂料时间速度kg∕nι单位:控制模式Z=累积量X累积量=喂料速率m/s单位:Q=皮带负荷Gra∖wιmetrιc(重量模式):V=输送皮带的非控制模式Olumett1C(V容积模式):mA 单位: 控制器调节SY=单位:控制偏差Xd =仪表工彳乍方式2-5重量模式:控制模式。
容积模式:非控制模式。
显示,衣明是重量工作方式。
“V”注:在上行显示器的左边显示“V”,衣明是容积匸作方式,没有计量原理2-6 IQ和皮带速度V,并把它们相乘,通过计算得到的结果是喂料率连续测量皮带负荷计算公式:I=QrM3600nτs单位:单位:kg ⅛ Qkg/mV 单位:I 调节后,送到变频器的信号Pl 进行比较,得到其差值, 将该差值通过与设定流量把实际流量IP •致,达输入端,通过变频器控制交流电机的转速,从 而调整输送皮带速度,改变P 和IV 值,使得到定量给料的目的。
德国申克失重称说明书 中文

申克失重秤使用手册1.概述什么是INTECONT仪表?是可用于皮带秤,固体流量计,质量流量计,质量给料机,给料机,失重式给料机的计量计算系统。
该系统又三种变形:1.标准情况下,不用选项卡。
2.当有额外输入输出活打印机时,用VFE610V选项卡。
3.现场总线的选项卡VSS021V: Modbus/S5VPB020V: ProfibusVCB020V: DeviceNetVET020V: MODBUS/TCP本手册适用于失重式给料机的计量和控制。
1.卸料:控制(失重式)2.卸料:测量3.平台负载:控制(增量式)4.平台负载:测量更多内容,见Fieldbus 操作手册BVH2220S5-RK512 (3964R)FH 458Modbus (Compa)FH 525显示:荧光显示,6毫米字元高度上段显示左侧:运行信息右侧:设定流量单位:kg/h 或t/h总未料量单位:kg 或t下段显示左侧:故障信息右侧:可选则的流量,速度等采用美国单位时,显示有所改变信号灯(发光二极管)2个绿色和3个红色绿色:准备好红色:错误或限值的讯息键盘:可触摸性薄膜启/停选择低段显示选择功能复位调入分配功能和故障文本确认故障信息, 删除输入退出功能开始功能确认输入准备输入,如设定值输入参数输入符号和小数点儿定义:I =流量单位: kg/h 或t/h 单位时间内通过皮带的物料量P=流量设定值单位:kg/h 或t/h 根据设定值控制实际值Z=喂料量单位:kg 或t 喂料量=喂料速率×喂料时间F=平台负载单位:kg 或tFr=物料重量在总量中的百分比单位:%Nom. Amount Fo=料斗和物料总重量Y=控制器调节量单位: mAXd=控制偏差N=电机转速单位:1/m重力: 控制模式容积: 非控制模式失重式计量原理:用称重传感器测量满载的料斗,规定单位时间内的重量。
结果与单位Ma内的速度相同。
通过喂料预设的设定值计量控制喂料速率。
申克自动化仪表

承德承申自动化仪表常用菜单及口令1、常用按键启动键和停止键。
用于手动状态下的启动和停止。
在主画面中预选下部的显示信息;功能选择。
复位计数器。
(就是将计数器清零)FUNC 调用功能菜单和事件信息正文。
DEL 清除报警信息;在输入参数中如果输入错误,此键可以删除错误输入。
ESC 中止功能;返回到主画面。
ENT 确认键,确认输入。
DAT 准备输入键,如输入设定值应当先按此键。
2、计数器清零按“∑=0”键,输入1或2,将Z1或Z2清零。
3、参数输入按“”键,按或键选择“Programming”,按“”确认键后,选择“Enter Parameters”,再按“”确认键后即可依次输入需要的数值。
4、打开键盘模式和容积模式(标定皮带秤用)按“”键,按或键选择“Start Keyb Mode”, 按“”确认键后即打开键盘模式。
按“”键,按或键选择“Volum mode”, 按“”确认键后即打开容积模式。
5、取消键盘模式和容积模式(皮带秤正常使用时用)按“”键,按或键选择“Stop Keyb Mode”, 按“”确认键后即取消键盘模式(即中控位置)。
按“”键,按或键选择“Gravimetric”, 按“”确认键后即取消容积模式。
6、将仪表恢复出厂值按“”键,按或键选择“Programming”,按“”确认键后,选择“Load default par”,再按“”确认键后输入1,再按“”确认键后即恢复出厂值。
7、开启模拟器(与中控打点时对应模拟量反馈值)按“”键,按或键选择“Calib、Functions”,按“”确认键后,选择“Start Simulation”再按“”确认键后即可,此时仪表左下角显示S7,“=”闪烁。
8、取消模拟器按“”键,按或键选择“Calib、Functions”,按“”确认键后,选择“Stop Simulation”再按“”确认键后即可退出。
9、批处理操作(实物标定使用)前提条件:仪表在键盘模式按“”键,按或键选择“Select Batch”,按“”确认键后,仪表显示“∑Setpoint Batch 和Z b= t”,输入需要实物标定的重量,按“”确认键,此时仪表第一行显示“∑P= t”,此时输入该称的最大输送量,按“”确认键后,仪表显示“Z b= t”,再次输入需要实物标定的重量,按“”确认键后,手动启动仪表,观察ZI=的变化值,当ZI=需要实物标定的重量时,称会自动停止。
K和K申克秤说明书
克秤操作说明书第一章设备简介申克秤简介申克秤是申克公司应用科里奥利原理开发的一种煤粉喂料计量系统。
煤粉由煤粉仓进入叶轮给料机时,首先经过内置搅拌器,被充分流态化,使其畅通,由叶轮给料机实现稳定喂料,进入科里奥利质量流量计被计量后进入煤粉输送管道,输送至窑头或分解炉。
测得的流量信号(实际值)输入MULTICONT 测控系统,实际值与设定值在系统中进行比较,及时输出反馈信号,调节叶轮给料机转速,实现稳定喂料。
煤粉由流量计流出后,经过一段弯管进入输煤管道,由于喷嘴两边的正负压差(喷嘴位置需在安装调试时确定),这样煤粉可以较容易地被输送。
同时,从喷嘴靠罗茨风机端引出一条正压管线,对叶轮给料机内施加一个小的气压,使下料更为顺畅。
叶轮与外壳间隙仅,被煤粉填充,可以保持叶轮给料机上下的压差,保证下料流畅及稳定。
该喂煤系统的叶轮给料机与煤粉仓出料管之间有一闸板用法兰联接,流量计与叶轮给料机出料管之间、流量计出料管与煤粉输送管线之间也用法兰联接,无需其它安装支架,安装高度低,安装和折卸维修方便;密封性能好,保持煤粉仓下的环境。
我公司12000TPD 生产线共有三台申克秤,一台在煤粉制备车间供窑头燃烧器用煤,型号为Multicor-K120 ,两台在窑尾预热器处供分解炉用煤,型号为Multicor-K80 。
术语定义Disocont: 煤粉秤计量仪表型号Multicell: 带搅拌器的星形喂料系统Multicor-K80: 煤粉秤计量单元型号,“ K”代表煤粉计量系列,80 为流经计量单元的物料流量为80m3/hAgitator: 搅拌器Star Feeder: 星形下料器Optional Dryer: 压缩空气干燥器Coriolis: 科里奥立力Conveying Air: 输送空气Compress Air: 压缩空气Mode OP: 本地操作模式Mode Normal: 中控操作模式Volume Mode: 容积方式Gravimetric Mode: 称重方式:Schenck: 提供的煤粉秤控制软件第二章设备结构设备组成Mulitcor-K80煤粉秤煤粉计量系统外形如图1所示,Multicor-K80系列组件按功能划分主要由四部分组成:2.1.1 MUTICELL rotary feeder (MUTICELL 旋转喂料系统),由Integrated Drive(机电一体化驱动单元)和Star Feeder(星形回转下料器)组成,如图2所示。
申克皮带秤仪表VEG20610说明书(原文翻译)

1、目录1、概述 (1)讲述皮带秤操作原理及具体情况,如“出料点供料”。
什么是INTECONT? (1)详细资料 (1)定义 (1)计量原理 (1)控制 (2)输入和输出 (3)2、技术数据和字符 (5)本章简要介绍INTECONT 所用全部数据和所有可能发生的情况。
技术数据 (5)接口 (6)对话语言、单位 (7)显示、指示灯 (7)程序设置、标定 (8)3、程序设置 (9)程序设置功能便于以少量的运算完成秤体计量要求。
功能分配 (9)标定功能 (9)皮带环行LB (10)除皮TW (10)置零 (11)砝码检查CW (12)模拟方式 (13)时间设置.......................................... 13 4、服务值 (14)服务值信号适用外部线缆、输入、输出转换和负荷传感哭负载等检查。
另外,SPC值(生产过程控制统计)可用于喂料记录等方面。
5、参数 (15)确定设备特性,参数可满足特殊要求,甚至在停电时,他们亦能无限期的存贮。
总述 (17)调入参数 (17)装入初始参数 (18)参数概述 (19)注解参数表 (22)6、出现事件信号后错误诊断(故障信息) (45)大多数错误以及大部分操作状态均以事件信号的形式出现。
错误查询表帮助操作者迅速找出错误并及时恢复正常操作状态。
系统信息S...S9 (45)物料流量B...B9 (45)电气系统E...E5 (46)标定C1...C3 (46)最大值H1...L4 (46)最小值L1...L4 (47)信号灯 (47)7、使用 (48)全面介绍,逐步解释了应该进行的工作。
另外,你还会发现可能隐含的错误。
操作学习 (48)机械要求 (49)电器要求 (49)输入参数 (50)控制 (51)功能检查 (52)标定 (53)用砝码检查 (53)带速检查 (54)物料检查 (54)测试插座 (55)机械部分安装与调试 (55)1、概述什么是INTECONT?INTECONT PLUS是用于计量、控制、喂料设备的计量计算系统。
申克配料秤仪表使用说明书

申克配料秤仪表说明书目录第一章概述 (1)第二章控制 (4)第三章系统参数 (10)第四章效验与标定 (24)第五章系统服务值 (27)第六章事件信息 (28)第七章安装与调整 (31)第八章维护 (33)通讯协议第一章概述一、FIP-403称重控制仪FIP-403是DEL/DEM定量给料机的测量和控制系统。
本说明书涉及配有传送皮带的控制系统。
1.称重给料机通过调节皮带速度来控制给料速率。
2.控制预给料机的皮带秤通过调节皮带负载来控制给料速率。
3.具有恒定负载的皮带秤通过控制传送带速度来调节皮带负载。
二、显示5×7点阵规格,6mm高字符上部显示左侧:运行信息右侧:设定的给料速率,单位为kg/h或t/h 下部显示左侧:事件信息右侧:可设定给料速率、皮带速度等三、信号灯2个绿色和3个红色LED。
绿色信号灯:就绪待用红色信号灯:错误或极限值信息四、键盘微动开关启动或停止。
预选下部显示;功能选择。
复位计数器。
FUNC 调用功能菜单和事件信息正文。
DEL 确认事件信息;删除输入。
ESC 中止功能。
ENT 启动功能;确认输入。
DAT 准备输入,如输入设定值。
输入参数。
输入符号和小数点。
五、符号定义I = 给料速率单位:kg/h或t/h在单位时间里从皮带上卸下的物料数量。
P = 给料速率设定值单位:kg/h或t/hZ = 给料速率单位:kg或t给料数量=给料速率×给料时间。
V = 传送皮带速度单位:m/sQ = 皮带负载单位:kg/m每米传送皮带上的物料重量。
重量测定:受控方式体积测定:非受控方式六、测量原理连续测量传送带负载Q和传送带速度V,并将二者相乘,乘积便是给料速率,进而可计算出给料数量。
I=Q·V·3600I kg/h Q kg/m V m/s第二章控制一、上电上电出现故障期间·计数器读数·计数器脉冲无输出·预选项正常显示服务值等,如ON-time以上各项能持续保持。
配料秤使用说明书
1、进入配料界面的方法:双击桌面快捷方式“”出现如下图所示界面然后单击“验证”,再单击“确定”进入配料界面。
2、输入配方的方法:进入配料界面后,单击“菜单”,出现如下图1-1所示界面然后单击“配方”,出现如下图1-2界面然后输入配方即可,配方输入完成点击“保存”即保存配方。
若要继续输入配方可点击“新建”继续输入配方;若点击“初始化”将删除所有配方,所以不要点击"初始化";3、更改料名的方法:单击“菜单”,然后出现如1-1界面,然后点击“料名”,出现如下图1-3所示界面然后输入或更改料名即可,输入或更改料名完成,点击“确定”即保存。
4、更改料柱的方法“单击“菜单",然后在点击”料柱“出现如下图1-4所示界面然后更改对应仓的料柱即可,若误差是正数增加对应仓的料柱;若误差是负数减小对应仓的料柱;更改完成,点击“确定“保存5、更改“料序”的方法单击“菜单”然后点击“料序”出现如下图1-5所示界面然后可根据实际情况,更改料序,注意:不能出现两个仓的料序一样。
更改完成点击“确定”保存。
6、更改“双仓下料”的方法:单击“菜单”然后再点击“双仓下料”出现如下图1-6所示界面然后更改需要同时下料的仓即可。
左边仓号为主仓号,右边仓号为副仓号。
如果主、副仓号相同,则双仓下料无效;如果不同,则双下料有效。
主仓下料时,副仓也下料。
更改完成单击“确定”保存。
7、设置“生产设定的方法”即设定将要生产的配方单击“菜单”然后点击“生产设定”出现如下图1-7所示界面在“产品名称”对话框内选择要生产的配方;在总秤数对话框内输入需要生产的总秤数;在混合机混合时间对话框内输入混合时间;在混合机卸料时间对话框内输入卸料时间;然后单击“+”将配方加入,然后单击“确定”即可。
然后单击“数据”出现如下图1-8所示界面然后单击“开始”将开始配料单击“暂停”停止配料单击“继续”继续配料8、打印“配料记录”的方法单击“菜单”,然后单击“配料记录”出现如下图1-9所示界面选择相应的打印方式,然后点击“更新”将出现所需数据,然后单击“打印”打印数据9、退出配料界面的方法:单击“数据”然后单击“退出”出现如下1-10所示界面然后单击“是”退出配料界面。
申克仪表简单说明书
申克仪表说明书控制方式:本地控制方式(键盘模式)/远程控制方式(非键盘模式)标定模式:容积模式(标定模式)/重量模式(非标定模式)按键说明启动停止选择上下显示器显示内容,选择功能复位计数器相当于FUNC键。
调用分配功能和时间按信息相当于DEL键,应答事件信息删除输入数字相当于ESC键,退出功能相当于ENT键,确认输入有效1、开启键盘模式:将仪表设为本地模式(键盘模式):由现场操作,中控不能操作。
按菜单键“”进入主菜单。
然后用上下键找到“Start Keyboard Mode”按确认键“”。
此时仪表左上方会出现一个小方格。
说明在键盘模式。
2、关闭键盘模式:按菜单键“”进入主菜单。
然后用上下键找到“Stop Keyboard Mode”按确认键“”。
此时仪表左上方小方格会消失。
说明在非键盘模式。
此时仪表将由中控控制。
3、开启容积模式:容积模式为标定模式,只有在标定、去皮和做环形时才用。
按菜单键“”进入主菜单。
然后用上下键找到“V olu Mode”按确认键“”。
仪表左上方小方格内会出现一个“v”字。
说明在容积模式。
4、关闭容积模式:即开启重量模式。
按菜单键“”进入主菜单。
然后用上下键找到“Gravimetric”按确认键“”。
仪表左上方小方格内“v”字会消失。
说明在重量模式。
仪表启停:必须在键盘模式下,设备允许开启。
按启动键即可启动设备。
按停止设备。
设置参数(慎用):按菜单键进入菜单,用上下键找到Programming 菜单。
确认键进入。
用上下键和确认键找到相应的参数。
当需要修改参数时,找到相应的参数,按修改键,后用数字键或山下建直接修改即可。
去皮:确保传感器正常,设备无料。
控制方式打到键盘和容积模式,给定到三倍额定量程。
开启设备。
观察变频器在五十赫兹恒定。
用菜单键进入菜单,进入标定程序Calib. Functions。
确认键进入,找到去皮TW :Tare 功能,确认键开始去皮,系统会自动倒计时,结束后,按确认键确定去皮结束。
VDB定量给料机申克仪表简要操作说明
无锡港晖电子有限公司INTECONT PLUS 定量给料机仪表简要操作说明(VEG20611/VDB20600)Ⅰ.面板指示灯说明:绿灯亮:电源正常;绿灯亮:CPU正常;红灯闪烁:故障报警;红灯亮:流量〈下限值红灯亮:流量〉上限值Ⅱ.显示区内容说明:上显示区左边:(光点转动):开机状态(能测量流量和累计量);(光点不动):关机状态(不能测量流量和累计量,只能测量平台载荷);键盘控制方式自动调零正在运行中;上显示区右边:有效设定值P下显示区左边:该事件表示仪表曾经停过电,但在停电期间,计数器读数将永久保存。
下显示区右边:实际流量。
操作选择键,还可以在下显示区中显示出其他测量值。
Ⅲ.操作键说明::开机键(START), :关机键(STOP)。
:选择键(ROLL)。
可选择下显示区的如下内容:1.Z1=---------t,计数器Z1的读数;2.Z2=---------t,计数器Z2的读数;3.Z3=---------t , 计数器Z3的读数; 4.Xd=---------%, 控制偏差; 5.Pe==---------t/h , 外部设定值 6.I=-----------t/h , 实际流量绝对值; 7.Ir=----------%, 实际流量相对值; 8.Q=----------kg/m , 皮带载荷; 9.Qr=---------%, 载荷相对值; 10.V=---------m/s , 皮带速度;)P=----------- kg /h ; (2)Pr=----------%{}复位键(RESET ):只能复位Z1和Z2,但不能复位Z3。
功能键(FUND ):可调出如下功能:1.Display Check (显示器测试) 2.START/STOP Feeder (启动/停止给料机) 3.Service Value (服务值) 4.V olumetric/Gravimetric (容积/重量模式) 5.V olum.Synchron (容积同步模式) 6.START/STOP KEYB.MODE (启动/停止键盘操作方式) 7.Select/Deselect Batch (选入/退出批量操作方式) 8.Easyserve active (激活/免除快捷服务) 9.Display Events (显示事件) 10. >0:Zero Set (手动调零) 11.Programming (编程)11.1 Read Parameters (读参数) 11.2 *Enter Parameters (输入参数) 11.3*Load Default Par. (装入默认值参数) 11.4 Print Parameters (打印参数) 11.5 Print Stat.Rep (打印状态报告) 12.Calib functions (标定功能程序)12.1 *LB:IMP/Belt (确定皮带运行一周的测速脉冲总数的程序) 12.2*TW:Tare (去皮重程序) 12.3*CW:Weight Check (挂砝码标定程序)2 112.4*Set Time (设置时间)12.5 Start/Stop Simulation (启动/停止模拟方式)13. Print FMZ (打印计数器读数)注意:(1)带有*的功能程序,只能在输入Password(口令)=07734后,才能运行。
申克称手操器操作说明
申克称手操器操作说明手操器操作说明一,简介。
本手册描述手操器用于日常检查设置DISOCONT的操作步骤。
参考硬件手册BV-H2085GB 和操作说明书BV-H2116GB.二,安全指导。
略。
三,显示及控制元件。
3.1 下图是手操器面板:3.2 LED:状态显示。
绿色为可以正常操作;MESSEGE FIELD:报警信息显示栏;F1-F9 FUNCTION KEYS: 功能键,详述见后表;STATUS FIELD:设备状态栏;CURSOR KEYS:光标移动键;RETURN KEY:回车(执行)键;NUMERIC KEYPAD:数字输入键盘。
3.4中部显示区。
说明:(1)只有在流量计设置为控制方式下有效(参数P02.03“control=yes”);(2)只有在流量计设置为控制方式下有效(参数P02.03 “control=yes”),且预给料机模拟量输入激活时有效(P22.03);(3)只有在流量计设置为控制方式下有效(参数P02.03 “control=yes”),且参数P03.03给定值来源设置为外部来源(总线或模拟量输入)时有效;(4)只有在流量计设置为控制方式下有效(参数P02.03 “control=yes”)且(P03.08 "Relative Setpoint" = YES) 时有效;(5)仅在“batch mode”激活后有意义;(6)仅在“bin weigher”(24#参数块)激活后有意义;(7)仅在“bin control”(25#参数块)激活后有意义;(8)仅在“check system”(26#参数块)激活后有意义;(9)仅在“moisture measurement”(27#参数块)激活后有意义;3.5故障信息显示。
参考报警信息详解。
3.6重要键。
(略)3.8功能块说明从上至下依次为:打印FMZ;累计量清零;显示测试;停止预给料机(关闭截止阀);预给料机(截止阀)手动/自动控制(2);预给料机(截止阀)开/关(3);服务值(开关量状态,模拟量实际值,传感器信号值等)趋势图容积/称重方式切换(4)容积同步方式切换(4)启用/停止键盘模式显示故障信息选择/不选择量出模式(5)退出量出模式(6)打印量出结果(7)起动实物皮重检验(8)起动实物量程检验(8)中止实物检验(8)接受检验校正值(8)零点设定参数设定,组态注:红色字体为常用参数块;(1)只有有故障时有效;(2)只有控制系统和配料阀激活时有效;(3)只有控制系统和配料阀,预给料机激活时有效;(4)只有控制系统激活时有效;(5)只有量出模式激活时有效;(6)只有量出模式激活时有效;(7)只有量出模式激活时有效;(8)只有在线标定(实物检验)激活时有效;(9)仅在“bin weigher”(24#参数块)激活后有效;(10)仅在“bin control”(25#参数块)激活后有效;(11)仅在“bin controller MANUAL”激活后有效;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
申克配料秤仪表说明书目录第一章概述 (1)第二章控制 (4)第三章系统参数 (10)第四章效验与标定 (24)第五章系统服务值 (27)第六章事件信息 (28)第七章安装与调整 (31)第八章维护 (33)通讯协议第一章概述一、FIP-403称重控制仪FIP-403是DEL/DEM定量给料机的测量和控制系统。
本说明书涉及配有传送皮带的控制系统。
1.称重给料机通过调节皮带速度来控制给料速率。
2.控制预给料机的皮带秤通过调节皮带负载来控制给料速率。
3.具有恒定负载的皮带秤通过控制传送带速度来调节皮带负载。
二、显示5×7点阵规格,6mm高字符上部显示左侧:运行信息右侧:设定的给料速率,单位为kg/h或t/h下部显示左侧:事件信息右侧:可设定给料速率、皮带速度等三、信号灯2个绿色和3个红色LED。
绿色信号灯:就绪待用红色信号灯:错误或极限值信息四、键盘微动开关启动或停止。
预选下部显示;功能选择。
复位计数器。
FUNC 调用功能菜单和事件信息正文。
DEL 确认事件信息;删除输入。
ESC 中止功能。
ENT 启动功能;确认输入。
DAT 准备输入,如输入设定值。
输入参数。
输入符号和小数点。
五、符号定义I = 给料速率单位:kg/h或t/h在单位时间里从皮带上卸下的物料数量。
P = 给料速率设定值单位:kg/h或t/hZ = 给料速率单位:kg或t给料数量=给料速率×给料时间。
V = 传送皮带速度单位:m/sQ = 皮带负载单位:kg/m每米传送皮带上的物料重量。
重量测定:受控方式体积测定:非受控方式六、测量原理连续测量传送带负载Q和传送带速度V,并将二者相乘,乘积便是给料速率,进而可计算出给料数量。
I kg/hQ kg/mV m/s第二章控制一、上电上电出现故障期间·计数器读数·计数器脉冲无输出·预选项正常显示服务值等,如ON-time以上各项能持续保持。
通电后,系统先自动测试显示和信号灯状况,然后显示系统的版本号几秒钟,接着才出现正常显示。
二、信号灯POWER OK所有电源供电正常,信号灯亮。
CPU OK微处理器就绪,信号灯亮。
ALARM如果有报警事件发生,信号灯亮。
LIMIT VALUE1如果预置的极限值超过下限值,信号灯亮。
LIMIT VALUE2如果预置的极限值超过上限值,信号灯亮。
就绪运行(READY TO OPERATE)两绿色信号灯应亮,没有报警信息。
三、正常显示上部显示左侧:旋转的点为运行信息称重器已启动并已对称重器的物料数量累加,给料速率给定。
如果称重器停止工作(该点静止不动),仅测量皮带负载和皮带速度。
运行信息以外的其它特殊显示:空(Empty) = 重量测量方式v = 体积测量方式= 键盘控制方式如果同时选择键盘和体积方式,“V”在键盘符号出显示。
右侧:有效设定值 P =下部显示左侧:事件信息代码右侧:可选择显示计数器 Z1计数器 Z2计数器 Z3给料速率 I给料速率 Ir皮带负载 Q皮带负载 Qr皮带速度 V偏差 xd外部设定值 Pe比例设定值 Pr四、正常操作控制启动称重器条件:必须有外部释放信号,如果没有,事件信息输出S2。
特点:在显示区域上部左侧出现旋转的点。
停止测量特点:点静止不转皮带负载和皮带速度继续测定修改设定值输入数字P = ____________ kg/h 或Pr= ____________ %删除单一数字确认输入中止输入计数器清零输入所需清零的计数器号码,计数器3不能清零,在溢出的情况下,计数器从零开始。
确认输入删除错误字符取消输入或因不慎按下删除键造成的错误输入。
预选择下部显示确认事件信息调用其它功能退出功能菜单五、事件信息定义称重器的所有功能都在内部受到监控,如有故障,将被输出作为事件信息。
事件代码显示在下部左侧。
事件被分别分类如下,事件级别可以任意分配:报警(ALARM)红色报警灯亮并闪烁,计数器停止。
警告1(WARING 1)显示事件,计数器继续计数。
警告2(WARING 2)显示事件,计数器继续计数。
忽略(IGNORE)事件未受监控。
操作排除故障后,确认事件信息。
调用功能分配表。
将“Display Events”功能滚动进入下部显示区选择功能。
按动光标键查看各种参数。
恢复正常显示。
事件列表S2:No ReleaseC1:L/C InputH1:I > MAXH2:Load > MAXH3:v > MAXH4:L/C Input > MAXL1:I < MINL2:Load < MINL3:v < MINL4:L/C Input < MINI = 给料速率v = 皮带速度L/C = 压力传感器负荷六、功能分配表通过功能分配表调用设定程序。
调用功能分配表如果没有事件,显示器将显示上次选择的功能,否则,显示功能为“DisplayEvents”进入功能。
恢复正常显示或终止。
在分配表中滚动。
Functions(功能)子菜单Display Events 显示事件Display Check 显示检查STOP/START Prefeeder 停止/启动预给料机Service Values 服务数值START/STOP VOLUM. MODE 启动/停止体积方式START/STOP KEYB. MODE 启动/停止键盘方式Select Batch 批处理>0: Zero Set 零设置Programming 参数编程Calib.Functions 校准功能Print FMZ 打印计数器读数Programming(参数编程)子菜单Read Parameters 读参数Enter Parameters 输入参数Load Default Par. 调入出厂预设参数Print Parameters 打印参数Print Stat. Rep. 打印状态参数Calib.Functions(校准功能)子菜单TW: Tare 检测皮重CW: Weight Check 称重检查LB: IMP/Belt 脉冲/皮带循环Set Time 设定时间START/STOP SIMULATION 启动/停止模拟第三章系统参数参数是具有可变特性的数据,利用这些数据可以使系统运行时更适合现场工况要求,所有参数出厂时有预定值,这些都是有用的建议值。
参数被划分为A...Q功能组,字母后的数字是参数的序号,参数分为数值和选择项两种类型。
1、读参数调分配功能选程序功能(Programming)进入下显示区。
确认选读参数功能(Read Parameters )确认选择参数功能块确认选组内参数并确认按一次此键,返回到选参数组;再按一次,回到工作状态显示。
2、输入和修改参数调分配功能选程序功能进入下显示区确认选输入参数进入下显示区(Enter Parameters )确认输入密码07734显示参数组A选择参数组确认选参数序号确认准备输入和修改参数选参数的选择项并输入参数值确认输入值删除单个数值中断输入3、装入缺省值(Load Default Par.)调用此功能后,仪表内参数恢复到出厂值初始状态。
4、参数表A组对话状况A01 语言英语A02 单位 SIB组额定数据B01 流量单位 P出厂值: -------kg /h可选参数: -------kg/h-----.-kg/h----.—kg/h---.---kg/h-------t/h-----.-t/h----.—t/h---.---t/hB02 额定流量 I出厂值: 10.0000t/h最小值: 0.0020t/h最大值: 99999.9t/h用于极限值和服务数值的标准。
B03 转速测量有效出厂值: YES可选参数: YESNOB04 速度传感器特征值=(每秒脉冲数×运行一周时间)÷皮带长度(m )出厂值: 10000I/m最小值: 10.00I/m最大值: 100000I/m皮带每运行一米时速度传感器在所输出的脉冲数。
B05 额定速度出厂值: 0.10 m/s最小值: 0.0100 m/s最大值: 10.000m/s用于极限值的参考值。
B06 启动源出厂值: KEYB可选参数: KEYBSER可选键盘或串行接口B07 设定值源出厂值:键盘可选参数:键盘模拟B08 外部设定值有效出厂值: NO可选参数: YESNOB09 负载传感器工作出厂值: NO可选参数: YESNOB10 FMZ1单位出厂值: -------t可选参数: -----.-t----.—t---.---t-------kg-----.-kg----.--kg---.---kg B11 FMZ1脉冲宽度出厂值: 0 ms最小值: 50 ms最大值: 1000 ms给外部计数器的输出脉冲宽度。
B12 FMZ2单位出厂值: -------t可选参数: -----.-t----.—t---.---t------ t*10------ t*100-------kgB13 FMZ3单位出厂值: -------t可选参数: -----.-t----.—t---.---t------ t*10------ t*100-------kgB14 VFD亮度调节出厂值: 1 LEVEL可选参数: 2 LEVEL3 LEVEL4 LEVELC组校验和计算数据C01 电源频率出厂值: 50Hz可选参数: 50Hz60HzC02 皮带周期数出厂值: 1最小值: 1最大值: 100确定调零、自重和称重校验的运行时间。
但不用于自动调零。
C03 皮带周期时间出厂值: 30.0s最小值: 1.0s最大值: 9999.0s确定:“Imp /皮带循环周期”程序的运行时间,一般选皮带运行三周的时间。
C04 L/C灵敏度出厂值: 2.0000mV/V最小值: 0.5000mV/V最大值: 9.9999mV/VL/C:称重传感器,按L/C技术参数输入。
C05 L/C 额定负荷出厂值: 50.0kg最小值: 0.5kg最大值: 22000.0kg称重传感器的额定负荷。
C06 有效平台长度出厂值: 0.300m最小值: 0.1000m最大值: 50.000mC07 杠杆比出厂值: 1.000最小值: 0.0100最大值: 2.0000称重传感器与称重托辊负荷之比。
F=C07 • Q Q:平台负荷,F:称重传感器负荷。
C08 角度a出厂值: 0.0degr最小值: 0.0degr最大值: 25.00degr给料机安装后的倾角,此角即为给料机纵向中心线的倾角。
C09 检测重量砝码或标定棒2倍重量值输入出厂值: 10.0kg最小值: 1.000kg最大值: 22000.0kg用砝码或标定棒替代物料压在平台上的负荷。