常用刀具材料硬度的比较
四大材料刀具的性能与选择
四大材料刀具的性能与选择刀具材料的发展对切削技术的进步起着决定性的作用。
本文介绍了切削中所使用的金刚石、聚晶立方氮化硼、陶瓷、硬质合金、高速钢等刀具材料的性能及适用范围。
刀具损坏机理是刀具材料合理选用的理论基础,刀具材料与工件材料的性能匹配合理是切削刀具材料选择的关键依据,要根据刀具材料与工件材料的力学、物理和化学性能选择刀具材料,才能获得良好的切削效果。
就活塞在切削加工时的刀具材料选用作了阐述。
高速钢:活塞加工中铣浇冒口、铣横槽及铣膨胀槽用铣刀,钻油孔用钻头等都为高速钢材料。
硬质合金:YG、YD系列硬质合金刀具被广泛应用于铝活塞加工的各个工序中,特别是活塞粗加工和半精加工工序。
立方氮化硼:立方氮化硼刀具被用于镶铸铁环活塞的车削铸铁环槽工序中。
同时也应用于活塞立体靠模的加工中。
金刚石:金刚石刀具可利用金刚石材料的高硬度、高耐磨性、高导热性及低摩擦系数实现有色金属及耐磨非金属材料的高精度、高效率、高稳定性和高表面光洁度加工。
在切削铝合金时,PCD刀具的寿命是硬质合金刀具的几十倍甚至几百倍,是目前铝活塞精密加工的理想刀具,已经应用于精车活塞环槽、精镗活塞销孔、精车活塞外圆、精车活塞顶面及精车活塞燃烧室等精加工工序中。
刀具材料性能的优劣是影响加工表面质量、切削加工效率、刀具寿命的基本因素。
切削加工时,直接担负切削工作的是刀具的切削部分。
刀具切削性能的好坏大多取决于构成刀具切削部分的材料、切削部分的几何参数及刀具结构的选择和设计是否合理。
切削加工生产率和刀具耐用度的高低、刀具消耗和加工成本的多少、加工精度和表面质量的优劣等等,在很大程度上都取决于刀具材料的合理选择。
正确选择刀具材料是设计和选用刀具的重要内容之一。
每一品种刀具材料都有其特定的加工范围,只能适用于一定的工件材料和切削速度范围。
不同的刀具材料和同种刀具加工不同的工件材料时刀具寿命往往存在很大的差别,例如:加工铝活塞时,金刚石刀具的寿命是YG类硬质合金刀具寿命的几倍到几十倍;YG类硬质合金刀具加工含硅量高、中、低的铝合金时其寿命也有很大的差别。
什么材料做刀最好
什么材料做刀最好做刀的材料有很多种,每种材料都有其独特的特点和适用的场景。
在选择刀具材料时,需要考虑刀的用途、刀的功能需求、使用环境等因素。
下面将介绍几种常见的刀具材料以及其特点和适用场景。
1. 不锈钢:不锈钢是最常见的刀具材料之一,它具有良好的抗腐蚀性和耐磨性,因此成为了家用刀具的首选。
不锈钢刀具耐用,易于保养,不易生锈,适合在日常生活中使用,如烹饪、切水果等。
2. 高碳钢:高碳钢刀具的主要特点是硬度高,耐磨性好,刀锋锋利且持久。
由于高碳钢含有较高的碳含量,因此易于锻造和进行刀刃调整。
高碳钢刀具适合于需要持久锋利刀锋的工具,如打猎刀、生存刀等。
3. 叠层钢:叠层钢是将不同种类的钢材叠加在一起,通过多次折叠和锻造形成的。
叠层钢刀具继承了多种钢材的优点,比如具有高碳钢的硬度和耐磨性以及不锈钢的抗腐蚀性。
叠层钢刀具通常具有美观的纹理和特殊的外观,适合作为收藏和赏析的刀具。
4. 陶瓷:陶瓷刀具的主要特点是硬度高、刀锋锐利、抗腐蚀性强,且不会对食材产生氧化反应。
陶瓷刀具适合用于切割水果、蔬菜等软质食材,但不适合用于切割硬质食材和骨头,因为陶瓷容易脆裂。
5. 钛合金:钛合金是一种轻质且高强度的材料,具有非常高的耐腐蚀性和耐磨性。
钛合金刀具具有良好的刀锋保持性和抗刮伤性能,适合用于户外野营、登山等活动中。
6. 金属陶瓷复合材料:金属陶瓷复合材料是将金属和陶瓷两种材料结合而成的复合材料,具有金属的韧性和陶瓷的硬度。
金属陶瓷复合材料刀具具有优异的切割性能和抗腐蚀性能,适合用于外科手术刀具和工业刀具等领域。
总而言之,没有一种材料可以适用于所有的刀具,选择合适的刀具材料要根据实际需求和使用环境来决定。
以上介绍的几种常见的刀具材料只是其中的一部分,读者可以根据自己的需求来选择适合自己的刀具材料。
常见材料硬度等级

常见材料硬度等级
硬度是材料的一项重要特性,通常被用来评估材料对各种形式机械载荷的承受能力。
硬度测试被广泛应用于各种材料的表征和质量控制中。
以下是一些常见材料的硬度等级:
1.软材料
这类材料通常具有较低的硬度,通常在邵氏硬度(Shore hardness)40A以下。
这些材料通常被用于制造需要柔韧性和弹性的部件,如橡胶、皮革和硅胶制品。
2.中等硬度材料
这类材料的硬度通常在邵氏硬度40A至90A之间。
这些材料通常被用于制造需要一定强度和耐磨性的部件,如塑料、热塑性弹性体和部分橡胶制品。
3.硬材料
这类材料的硬度通常在邵氏硬度90A以上。
这些材料通常被用于制造需要高强度、高硬度和耐磨性的部件,如金属、陶瓷和玻璃制品。
一些硬材料的硬度甚至可以达到肖氏硬度(Shock hardness)90以上,这些材料通常被用于制造刀具、钻头等高强度工具。
需要注意的是,不同的硬度测试方法可能会得到不同的硬度值。
例如,肖氏硬度和维氏硬度是两种常用的硬度测试方法,它们所得到的硬度值之间可能存在一定的换算关系。
因此,在比较不同材料的硬度时,应使用相同的硬度测试方法以保证结果的准确性。
常用制刀不锈钢材料的性能及其适用范围
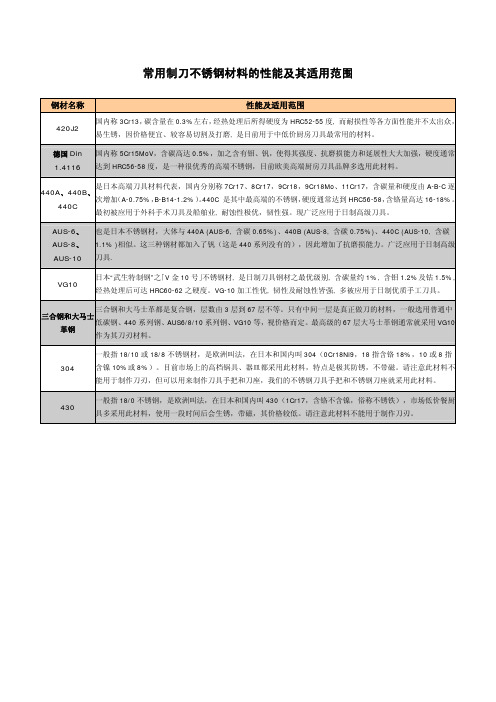
常用制刀不锈钢材料的性能及其适用范围 钢材名称性能及适用范围420J2 国内称3Cr13,碳含量在0.3%左右,经热处理后所得硬度为HRC52-55度, 而耐损性等各方面性能并不太出众,易生锈,因价格便宜、较容易切割及打磨, 是目前用于中低价厨房刀具最常用的材料。
德国Din 1.4116 国内称5Cr15MoV,含碳高达0.5%,加之含有钼、钒,使得其强度、抗磨损能力和延展性大大加强,硬度通常达到HRC56-58度,是一种很优秀的高端不锈钢,目前欧美高端厨房刀具品牌多选用此材料。
440A、440B、440C 是日本高端刀具材料代表,国内分别称7Cr17、8Cr17,9Cr18,9Cr18Mo、11Cr17,含碳量和硬度由A-B-C逐次增加(A-0.75%,B-B14-1.2%)。
440C 是其中最高端的不锈钢,硬度通常达到HRC56-58,含铬量高达16-18%。
最初被应用于外科手术刀具及船舶业, 耐蚀性极优,韧性强。
现广泛应用于日制高级刀具。
AUS-6、AUS-8、AUS-10 也是日本不锈钢材,大体与440A (AUS-6, 含碳0.65%)、440B (AUS-8, 含碳0.75%)、440C (AUS-10, 含碳1.1% )相似。
这三种钢材都加入了钒(这是440系列没有的),因此增加了抗磨损能力。
广泛应用于日制高级刀具.VG10 日本“武生特制钢”之「V金10号」不锈钢材, 是日制刀具钢材之最优级别, 含碳量约1%, 含钼1.2%及钴1.5%, 经热处理后可达HRC60-62之硬度。
VG-10加工性优, 韧性及耐蚀性皆强, 多被应用于日制优质手工刀具。
三合钢和大马士革钢三合钢和大马士革都是复合钢,层数由3层到67层不等。
只有中间一层是真正做刀的材料,一般选用普通中低碳钢、440系列钢、AUS6/8/10系列钢、VG10等,视价格而定。
最高级的67层大马士革钢通常就采用VG10作为其刀刃材料。
刀具钢材及各种钢材对比

钢是铁、碳和少量其它元素的合金。
不锈钢或者10.5%或以上铬金含量的抗腐蚀性合金钢是该类金属的通用术语。
应该记住不锈钢并不是说这种地钢材不生锈或不会被腐蚀,而只不过是它比不含铬的合金的耐腐蚀性能强得多。
除了铬金属之外,其它金属元素如镍、钼、钒等也可以加入合金中用于改变合金钢的性能,从而生产出不同等级、不同性能的不锈钢。
因应用目的和场所的不同,仔细挑选性能最为合适的不锈钢所制造的刀具,对于你特定工作的效率和成功至关重要!!!!!当今刀具常用刃材AUS-8ATS-34GIN-1CPM-T440VSANMAIIII(三层钢)420JCARBON V440CD2AUS-8:一种高碳低硌不锈钢,经过长时间证明具有非常优秀的折中特点,既坚硬又坚韧,既不易生锈又能保持锋利长久。
ATS-34:日本钢,隶属日立钢铁公司生产。
大多数手工刀采用的材料,也是名牌厂家选用之高级不锈钢材料。
ATS-34也属于高碳钢,其硬度可作到59-61HRC,有些人认为是目前最好的刀刃钢材之一。
此外,美国的154CM钢材与ATS-34等同。
GIN-1:以前也叫G2,是一种低成本的钢材,稍软于AUS-8。
CPM-T440V:近来被认为是超级制刀钢材,比目前市场上的所有不锈钢都经久耐用,长时间无需磨刀。
SAN MAI III(三层钢):一种昂贵的日本薄片层压钢材。
高碳含量的坚硬里层作为刀刃的中心层,两边经过回火处理的坚韧弹性钢,最终的刀刃集中了良种钢材的特点,品质极佳。
其比AUS-8的坚韧性高25%。
420J:属于低碳钢,坚韧(甚至不易折断),抗冲击,抗腐蚀,能保持适度锋利,易于保养,有不少观赏刀剑用此钢材。
CARBON V:一种纯粹的碳合金钢,冷钢公司在其购买的大量高级碳钢材中加入少量合金元素增加了这种钢材的坚韧性和持久性,然后按照严格的规则滚轧获得最好的结晶化,使刀刃可以充分利用钢材中的结晶粒方向,使刀刃变得出类拔萃。
440C:也是目前用在高档批量刀具市场上的优质不锈钢,其强度及锋利性甚于ATS。
常用钢材热处理硬度值参考表
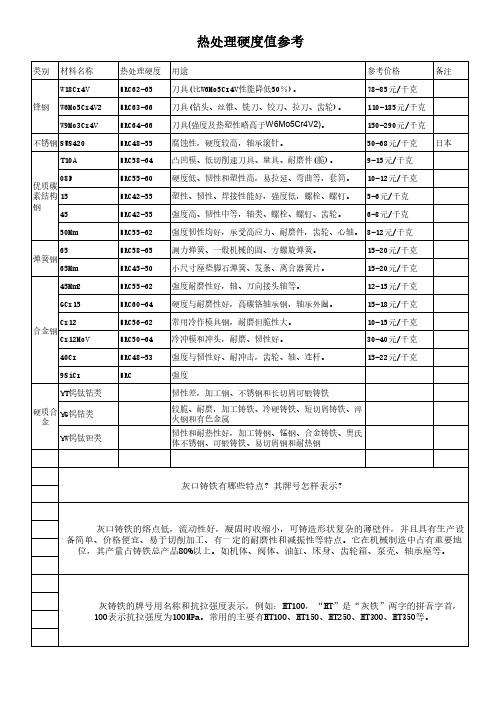
。 用作冲压件、压延件,各类不承受载 荷的覆盖件、渗碳,渗氮、氰化件、制作 各类套筒、靠模、支架
强度、硬度较高,塑性好、焊接性尚 用于受力不大,温度<150℃的低载荷零
30 好,可在正火或调质后使用,适于热锻 件:如丝杆、拉杆、轴键、齿轮、轴套筒
、热压。被切削性良好
等,渗碳件表面耐磨性好,可作耐磨件
HRC55-62 强度韧性均好,承受高应力、耐磨件,齿轮、心轴。 8-12元/千克
HRC58-65 测力弹簧、一般机械的圆、方螺旋弹簧。
15-20元/千克
HRC45-50 小尺寸座垫脚石弹簧、发条、离合器簧片。
15-20元/千克
HRC55-62 强度耐磨性好,轴、万向接头轴等。
12-15元/千克
HRC60-64 硬度与耐磨性好,高碳铬轴承钢,轴承外圈。
最常用中碳调质钢,综合力学性能良 主要用于制造强度高的运动件,如透平机
优
45
好,淬透性低,水淬时易生裂纹。小型 叶轮、压缩机活塞。轴、齿轮、齿条、蜗 件宜采用调质处理,大型件宜采用正火 杆等。焊接件注意焊前预热,焊后消除应
质
处理
力退火
碳
含碳量最高的高碳结构钢,强度、硬度
素
比其他高碳钢高,但弹性略低,其他性 铁道车辆、扁形板弹簧、圆形螺旋弹簧
50-68元/千克 日本
HRC58-64 凸凹模、低切削速刀具、量具、耐磨件(脆)。
9-15元/千克
HRC55-60 硬度低、韧性和塑性高,易拉延、弯曲等,套筒。 10-12元/千克
HRC42-55 塑性、韧性、焊接性能好,强度低,螺栓、螺钉。 5-6元/千克
HRC42-55 强度高、韧性中等,轴类、螺栓、螺钉、齿轮。 6-8元/千克
金属切削中的刀具材料与硬度选择要点

金属切削中的刀具材料与硬度选择要点在金属切削加工过程中,刀具材料的选择以及硬度的设定是确保工艺顺利进行和提高加工效率的关键要点。
本文将介绍金属切削中刀具材料与硬度选择的要点,帮助读者根据实际需求选择合适的刀具材料和硬度。
1. 刀具材料的选择要点刀具材料的选择直接影响切削加工的效率和质量。
以下是一些刀具材料选择的要点:1.1 硬质合金硬质合金是一种常见的刀具材料,具有优异的硬度、耐磨性和热稳定性。
它适用于高速切削和重切削任务,特别是对于硬度较高的金属材料。
硬质合金可分为钨钼系和钛钽系两种。
钨钼系硬质合金硬度较高,适合加工硬质材料;钛钽系硬质合金热稳定性更好,适合高温加工。
1.2 高速钢高速钢是一种常用的切削材料,具有良好的热硬性和切削性能。
它适用于中等和低硬度的金属材料加工。
高速钢通常用于加工碳钢、合金钢和不锈钢等材料。
然而,高速钢的耐磨性相对较弱,加工硬度较高的金属材料时需要更频繁地换刀。
1.3 陶瓷刀具陶瓷刀具因其优异的硬度和耐磨性而在特定场合得到应用。
它适用于高硬度和脆性材料的切削加工,如铸铁、高硬度合金和陶瓷等。
然而,陶瓷刀具脆性较大,容易受到冲击而损坏,因此需要注意选择适当的切削条件。
2. 硬度的选择要点刀具的硬度选择直接关系到切削加工的质量和寿命。
以下是一些硬度选择的要点:2.1 材料硬度匹配刀具的硬度应该与加工材料的硬度相匹配。
如果刀具硬度过低,容易磨损或失去刃口锐利度;如果刀具硬度过高,容易出现断裂或撕裂等问题。
因此,需要根据加工材料的硬度选择合适的刀具材料和硬度。
2.2 加工材料的性质加工材料的性质也影响着刀具硬度的选择。
例如,对于硬度较高的材料,需要选择硬度较高的刀具来保证切削效果和刀具寿命。
对于易切削的材料,选择硬度稍低的刀具可以提高加工效率和表面光洁度。
2.3 加工条件加工条件(例如切削速度、进给量和切削液的使用)对刀具的硬度选择也有影响。
在高速切削和重切削任务中,通常需要选择硬度较高的刀具来抵抗热和磨损。
什么材料做刀最好
什么材料做刀最好
在选择刀具材料时,我们需要考虑刀具的硬度、耐磨性、韧性以及加工性能等
因素。
不同的材料具有不同的特性,因此在选择刀具材料时需要根据具体的使用环境和需求来进行选择。
下面将介绍几种常见的刀具材料,以及它们的特点和适用范围。
1. 不锈钢。
不锈钢是一种常见的刀具材料,具有良好的耐腐蚀性和韧性。
不锈钢刀具适用
于一般家庭使用和食品加工等场合,但其硬度和耐磨性相对较低,因此不适合用于对刀具硬度要求较高的场合。
2. 高速钢。
高速钢是一种含有较高合金元素的刀具材料,具有优异的硬度和耐磨性。
高速
钢刀具适用于对切削性能要求较高的场合,如金属加工、木工等领域。
然而,高速钢的韧性相对较差,容易产生断裂,因此在使用过程中需要注意刀具的安全性。
3. 刚玉。
刚玉是一种硬度极高的陶瓷材料,具有优异的耐磨性和耐高温性能。
刚玉刀具
适用于对硬度和耐磨性要求极高的场合,如精密加工、磨削加工等领域。
然而,刚玉材料比较脆,容易产生断裂,因此在使用过程中需要小心操作,避免碰撞和摔落。
4. 合金钢。
合金钢是一种含有多种合金元素的刀具材料,具有较高的硬度、耐磨性和韧性。
合金钢刀具适用于对综合性能要求较高的场合,如工业制造、机械加工等领域。
然而,合金钢刀具的价格相对较高,需要根据具体需求进行选择。
综上所述,选择刀具材料时需要根据具体的使用环境和需求来进行选择。
不同的材料具有不同的特点和适用范围,我们需要根据实际情况进行综合考虑,选择最适合的刀具材料。
希望以上内容能够对您有所帮助,谢谢阅读。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三章一、选择题1.31210111下面是关于常用刀具材料硬度的比较,那个选项的论述是正确的(A)A金刚石>CBN>硬质合金>高速钢B金刚石>CBN>高速钢>硬质合金C金刚石>硬质合金>高速钢>CBN D金刚石>高速钢>硬质合金>CBN2. 31210122下面属于性质脆、工艺性差的刀具材料是(C)A碳素工具钢 B 合金工具钢 C 金刚石D 硬质合金钢3. 31210113 目前使用最为广泛的刀具材料是(B)A陶瓷B高速钢和硬质合金 C 碳素工具钢 D CBN4.31210114 W18Cr4V是:(C)A碳素钢 B 硬质合金钢 C 普通高速钢D 高性能高速钢5.31210125 W18Cr4V比W6Mo5Cr4V2 好的性能是:(D)A硬度 B 韧性 C 切削性能D可磨性6.31210116 WC—Co类属于哪一类硬质合金:(A)A YG类B YT类C YW类D YM类7.31210127 应用于切削一般钢料的硬质合金刀具是(B)A YG类B YT类C YW类D YM类8.31210128 在加工高温合金(如镍基合金)等难加工材料时,刀具材料可首选:(A)A CBNB 硬质合金C 金刚石D 陶瓷9.31210129 在粗车铸铁时,选用:(B)A YG3B YG8C YT5D YT3010.3121012A碳素钢、合金钢的连续精加工,应选用:(D)A YG3B YG8C YT15D YT3011. 3121012B 在连续粗加工、不连续精加工碳素钢时,应选用:(B)A YT5B YT15C YT30D YW212.31310121 在数控机床和自动线上,一般采用:(C)A整体式刀具 B 装配式刀具 C 复合式刀具D焊接装配式刀具13. 32210111 增大前角,下面正确的是:(D)A增大粗糙度 B 增大切削效率C 切削刃与刀头的强度增大D 减小切削的变形14.32210122 对于不同的刀具材料,合理前角(γopt)也不同,硬质合金刀具的γopt(B)要____ 高速钢刀具的γoptA大于 B 小于 C 等于 D 都有可能15 32210113 增大前角可以(B)A减小切削力,导热面积增大B减小切削力,导热面积减小C增大切削力,导热面积增大D增大切削力,导热面积减小1632210114 下面有关刀具前面的卷屑槽宽度的说法,正确的是:(D)A愈小愈好 B 愈大愈好 C 无所谓 D 根据工件材料和切削用量决定17 32310111 增大后角(A)A减小摩擦 B 增大摩擦 C 切削刃钝园半径越大 D 刀头强度增强1832310121 加工下面哪种材料时,应该采用较小的后角(C)A工件材料塑性较大B工件材料容易产生加工硬化C 脆性材料D 硬而脆的材料1932410121 在背吃刀量和进给量一定的情况下,增大主偏角时,切削层的( C) A公称宽度减小,公称厚度减小B公称宽度增大,公称厚度增大C公称宽度减小,公称厚度增大 D 公称宽度增大,公称厚度减小2032410113 当增大主偏角时,下列说法正确的是:(D)A减小已加工的表面粗糟度 B 背向力增大C 进给力减小D 切屑变得窄而厚2132510111 λS为____时,切屑在前刀面上近似沿垂直于主切削刃的方向流出。
(A)A00 B 负值 C 正值 D 90022.32510122 在加工一般钢料和灰铸铁,冲击特别大时,λS应该为:(D)A一般负值 B 正值 C 00 D 较大负值23 . 32410114 下面有关主偏角和付偏角的功用的叙述,正确的是:(A)A减小主偏角和付偏角,减小已加工的表面粗糟度B 增大主偏角,切削层公称宽度将增大C 增大主偏角,减小已加工的表面粗糟度D 增大付偏角,减小已加工的表面粗糟度2432210115 有关合理前角的选用原则,正确的是:(B)A工件材料的强度、硬度高,应取较大的前角B 加工特别硬的工件时,前角很小甚至取负值C 加工塑性材料时,应取较小的前角D 粗加工时,应适当增加前角2533110121 关于各种刀具耐用度的选择,哪中叙述是正确的:(C)A简单的刀具如车刀、钻头等,耐用度选高些B 同一类刀具,尺寸大的,制造成本较高的,耐用度选低些C 结构复杂和精度高的刀具,耐用度选高些D 可转位刀具的耐用度比焊接式刀具选高些26 33110122 提高切削速度、增大进给量和背吃刀量,都能提高金属的切除率。
但是,这三个因素中,对刀具耐用度影响的大小为(D)A >进给量>背吃刀量>切削速度B切削速度>背吃刀量>进给量C进给量>背吃刀量>切削速度D切削速度>进给量>背吃刀量27 34110111 用硬质合金刀具进行精加工时,一般采用____的切削速度;高速钢刀具则一般采用____的切削速度。
(C)A较高,较高 B 较低,较低C 较高,较低D 较低,较高28.34210111 粗车时,背吃刀量和进给量均较大,切削速度______;精加工时,背吃刀量和进给量均较小,切削速度_________。
(B)A较低,较低 B 较低,较高 C 较高,较低 D 较高,较高29.34210122 在选择切削速度时,下列说法正确的是:(D)A刀具材料的切削性能越好,切削速度越低B 断续切削时,为减少冲击和热应力,应适当增加切削速度C 加工大件、细长件、薄壁件时,应选用较高的切削速度D 加工大件、细长件、薄壁件时,应选用较低的切削速度30.35210111 下面不是切削液的作用的选项是:(A)A减小加工件表面形状误差 B 减少刀具与切屑的粘接C 改善金属切削过程的界面摩擦D 提高刀具耐用度和生产效率二、填空题1 31120321 决定刀具的切削性能是刀具切削部分的__材料、_结构____和几何形状231220322 刀具材料种类很多,常用的有:_高速钢、__硬质合金__陶瓷__立方碳化硼和__金刚石3 31220323 普通高速钢的特点是工艺性好,切削性能可满足一般工程材料的常规加工,常用的品种有:W18Cr4V,、W6Mo5Cr4V24 31220324 目前在机械加工中,用的最广泛的刀具材料为__硬质合金、_高速钢5 31220325 粉末冶金高速钢可以切削各种难加工材料,特别适合于制造各种精密刀具和形状复杂_刀具。
631220326 常用硬质合金的硬度很高,耐热性也很好,温度在800-1000还能承担切削。
31220317 硬质合金的抗弯强度比高速钢_差________,冲击韧性比高速钢度。
731220328 陶瓷与金属的亲和力小,但冲击韧性低,一般适合于钢、铸铁及高硬度材料的_半精及精_加工。
9 31220329 立方氮化硼的热稳定性和化学惰性大大优于金刚石,可以耐1300-1500℃的高温。
10 3122032A一般尺寸的高速钢刀具大多做成整体式,而大尺寸的高速钢刀具则应尽量用__装配________式结构。
11. 31320311 尽管各种刀具的结构和形状各不相同,但是有其共同的部分,即都是由___工作部分_____和_夹持部分_________组成的。
12. 32120311 刀具的几何参数包括:_刀具角度刀具角度、刀面形式、__切削刃形状13 32120322 刀具合理几何参数的选择主要决定于_刀具的材质工件的材质、刀具的类型及其他具体的工艺条件。
14.32220311 刀具前角愈大,切削时产生的切削力愈___小_______。
15.32220312 工艺系统刚性差时,应选用_大_______的前角,___小_____的后角。
16.32220313 工件材料的强度和硬度低时,可取_较大____的刀具前角;粗加工时,应适当_减小____前角。
17.32520311 在粗加工时,λS多为____值;在精加工时,λS多为_____值。
18.32320322 同样的磨钝标准VB下,后角大的刀具耐用度__大_______19.32520323 按形成方法不同,刀尖可分为三种:__倒角刀尖__________ 、_修圆刀尖_________、__交点刀尖________2032320311 后角越大,切削钝园半径r n值越__小______,切削刃越__锋利2132220324 卷屑槽宽度Wn根据工件材料和切削用量决定,一般可取Wn=_____f2233120321 装夹、调整比较复杂的刀具,耐用度选的_高_____些。
2333120322 耐用度一般有两种,一种是根据单件工时最短的观点来确定耐用度,这种耐用度称为__最大生产效率耐用度________;而是根据工序成本最低的观点来确定的耐用度,称为___经济耐用度____。
2433120323 在生产中,一般情况下采用_经济________耐用度;当任务进破获生产中出现不平衡环节时,则采用__最大生产效率________耐用度。
25. 34120321 在制定切削用量时,对于粗加工,要尽可能保证较高__金属切除律____的和必要的___经济耐用度___。
26 34220311 提高切削速度、增大进给量和背吃刀量,都能提高金属切除率,其中影响耐用度最大的是:切削速度___________;影响最小的是:_背吃刀量_________。
27 34220312 切削用量的三要素是指:_背吃刀量_______、_切削速度_________ 、___进给量_______。
28 34220323 精加工时,最大进给量主要受_加工精度和_表面粗造度的限制。
29 35320321 切削液的作用主要有:_冷却作用、润滑作用防绣作用__清洗作用________。
30 35320312 切削液的使用方法很多,常见的有:_浇注法_______、高压冷却法_________、喷雾冷却法________等。
三、名词解释1、31230321 硬质合金——硬质合金是高硬度、难熔的金属化合物(主要是WC、TiC 等,又称高温碳化物)微米级的粉末,用钴或镍等金属作粘结剂烧结而成的粉末冶金制品1、2、32130321 刀具合理的几何参数——刀具合理几何参数,是指在保证加工质量的前提下,能够获得最高刀具耐用度,从而达到提高切削效率和降低生产成本目的的几何参数。
2、3、32230321 合理前角——对于不同的刀具材料,各有其对应的刀具最大耐用度的前角,这个前角叫做合理前角。
3、4、34130321 合理的切削用量——所谓合理的切削用量,是指充分利用刀具的切削性能和机床性能(功率、扭矩等),在保证加工质量的前提下,获得高的生产率和低的加工成本的切削用量。
四、简答题1、31140521 根据刀具工作的条件,说明刀具材料应具备的性能。