台式钻攻两用机电路图
多款两地控制电机电路图讲解
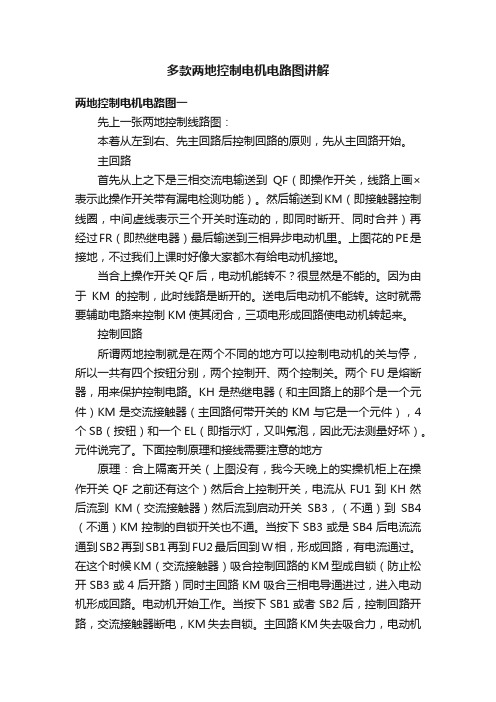
多款两地控制电机电路图讲解两地控制电机电路图一先上一张两地控制线路图:本着从左到右、先主回路后控制回路的原则,先从主回路开始。
主回路首先从上之下是三相交流电输送到QF(即操作开关,线路上画×表示此操作开关带有漏电检测功能)。
然后输送到KM(即接触器控制线圈,中间虚线表示三个开关时连动的,即同时断开、同时合并)再经过FR(即热继电器)最后输送到三相异步电动机里。
上图花的PE是接地,不过我们上课时好像大家都木有给电动机接地。
当合上操作开关QF后,电动机能转不?很显然是不能的。
因为由于KM的控制,此时线路是断开的。
送电后电动机不能转。
这时就需要辅助电路来控制KM使其闭合,三项电形成回路使电动机转起来。
控制回路所谓两地控制就是在两个不同的地方可以控制电动机的关与停,所以一共有四个按钮分别,两个控制开、两个控制关。
两个FU是熔断器,用来保护控制电路。
KH是热继电器(和主回路上的那个是一个元件)KM是交流接触器(主回路何带开关的KM与它是一个元件),4个SB(按钮)和一个EL(即指示灯,又叫氖泡,因此无法测量好坏)。
元件说完了。
下面控制原理和接线需要注意的地方原理:合上隔离开关(上图没有,我今天晚上的实操机柜上在操作开关QF之前还有这个)然后合上控制开关,电流从FU1到KH然后流到KM(交流接触器)然后流到启动开关SB3,(不通)到SB4(不通)KM控制的自锁开关也不通。
当按下SB3或是SB4后电流流通到SB2再到SB1再到FU2最后回到W相,形成回路,有电流通过。
在这个时候KM(交流接触器)吸合控制回路的KM型成自锁(防止松开SB3或4后开路)同时主回路KM吸合三相电导通进过,进入电动机形成回路。
电动机开始工作。
当按下SB1或者SB2后,控制回路开路,交流接触器断电,KM失去自锁。
主回路KM失去吸合力,电动机停止转动。
全过程中,只要QF合上,EL(灯泡)就会亮。
接线:电工接线有个原则,即先串联后并联。
电动钻机发电机接线图
返回
(2) 同步盒
待并机组同步电源 :01-01 母线同步电源 :01-02 待并机组同步电源 :01-03 中性电: 0V 电压表、频率表:指示待并机组电压、频率。 同步指示灯:指示系统和待并机组电压差。
(3) 同步继电器
(1) 机组并网 (2) 1号机组并网 (3) 2号机组并网
(4) 同步操作
1 控制电路电源
(1) 励磁变压器T08(600:115V) 功能:给励磁电路供电。 (2) 24V整流桥变压器(600:24V) 功能:给操作电路供电。 (3) 交流组件电源变压器(600:115V) 功能:给交流组件电路供电。 (4) 同步变压器T07(600:115V) 功能: 给同步电路供电。
电动钻机电气控制部分
三 发电机控制系统接线图
1 控制电路电源(860502-301Y-1) 2 表计测量(860502-301Y-2-1) 3 同步电路分析 4总电流电路(860502-301Y-6) 5功率限制盒(860502-301Y-5-1) 6接地故障指示(860502-301Y-7-1)
b.2 b.2号机组并网
待并机组同步电源 : GEN2.09-20—C11—D11—14-01 GEN2.09-20—A05—B05—14-03 电源母线: 电源T12—09-38(死母线) 母线电源T12—A11—B11—14-02 中性点(0V): 14-04 同步允许电源(115V): 当同步继电器吸合(参考下一节) 同步电源VER1 SYNC 09-41—C05-D05—09-21
当同步继电器吸合--同步允许电源GEN SYNC ON (115V)带电—09-21—LPB1亮 按下LPB1—YC得电—机组并车上网。
a.1号机组并网 b.2号机组并网
钻攻两用机维修案例
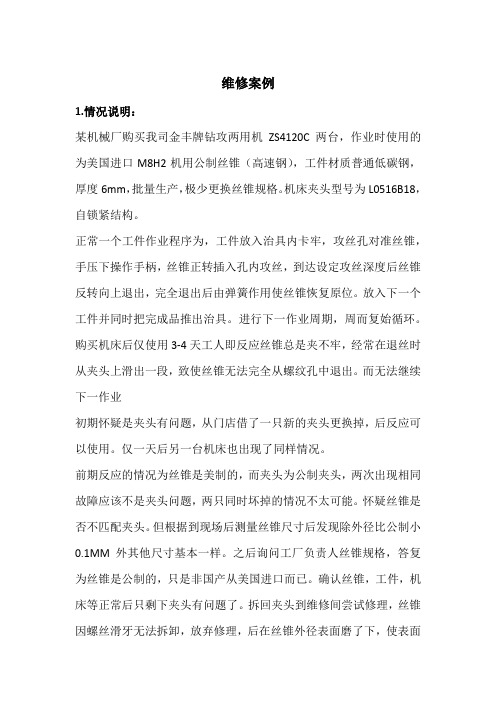
维修案例1.情况说明:某机械厂购买我司金丰牌钻攻两用机ZS4120C 两台,作业时使用的为美国进口M8H2机用公制丝锥(高速钢),工件材质普通低碳钢,厚度6mm,批量生产,极少更换丝锥规格。
机床夹头型号为L0516B18,自锁紧结构。
正常一个工件作业程序为,工件放入治具内卡牢,攻丝孔对准丝锥,手压下操作手柄,丝锥正转插入孔内攻丝,到达设定攻丝深度后丝锥反转向上退出,完全退出后由弹簧作用使丝锥恢复原位。
放入下一个工件并同时把完成品推出治具。
进行下一作业周期,周而复始循环。
购买机床后仅使用3-4天工人即反应丝锥总是夹不牢,经常在退丝时从夹头上滑出一段,致使丝锥无法完全从螺纹孔中退出。
而无法继续下一作业初期怀疑是夹头有问题,从门店借了一只新的夹头更换掉,后反应可以使用。
仅一天后另一台机床也出现了同样情况。
前期反应的情况为丝锥是美制的,而夹头为公制夹头,两次出现相同故障应该不是夹头问题,两只同时坏掉的情况不太可能。
怀疑丝锥是否不匹配夹头。
但根据到现场后测量丝锥尺寸后发现除外径比公制小0.1MM外其他尺寸基本一样。
之后询问工厂负责人丝锥规格,答复为丝锥是公制的,只是非国产从美国进口而已。
确认丝锥,工件,机床等正常后只剩下夹头有问题了。
拆回夹头到维修间尝试修理,丝锥因螺丝滑牙无法拆卸,放弃修理,后在丝锥外径表面磨了下,使表面粗糙些更易卡牢,但仍不能使用。
之后从门店带了一只国产上工的M8H2丝锥到现场试验,连续作业了十个工件都没出现滑落的情况,据此分析还是丝锥的问题,跟工厂负责人反应情况推荐更换丝锥,负责人不同意,因螺纹孔尺寸精度要求较高,且其他丝锥他们使用过效果不理想。
在丝锥不能更换的情况下只能在夹头上解决问题了,跟金丰售后联系后发了两个新的夹头,同时发了一只另一种型号(螺纹锁紧型)的夹头。
两只新夹头更换后也出现滑落现象。
至此只能更换夹头型号,更换另一种型号的夹头后问题解决。
钻攻中心PLC解析
华中818A钻攻中心PLC解析武汉华中数控股份有限公司中国·武汉版本更新:项次 更改内容记录 更改日期 作者 更改后版本 01 初版 2015.02.10 汪华 V1.0目录一、 PLC结构介绍 (4)1) 循环执行 (4)2) 循环处理周期 (4)3) 执行顺序 (4)4) 第二级程序的分割方式 (4)5) PLC结构图 (5)二、 钻攻中心梯图解析 (6)1) 初始化程序部分 (6)2) PLC1程序部分 (6)3) PLC2程序部分 (7)4) 子程序部分 (7)三、 换刀固定循环解析 (51)1) 刀库换刀点位示意图 (51)2) 刀库换刀流程 (51)3) 自定义装刀循环 (53)1)循环执行华中8型PLC执行方式为循环执行,顺序程序从梯形图的开头执行直至梯图结束,在程序执行完后再次从梯形图的开头执行。
2)循环处理周期从梯形图的开头直至结束的执行时间称作循环处理周期,PLC2的处理周期取决于控制步数,处理周期越短,信号响应速度越快。
3)执行顺序顺序程序由三部分组成:初始化程序部分、第一级程序部分、第二级程序部分。
初始化程序部分只在系统启动时执行一次,第一级程序部分每1ms执行一次,如果第一级程序较长,那么总的执行时间就会延长,因此编制第一级程序时应使其尽可能短,第二级程序每n ms执行一次,n为第二级程序的分割数。
4)第二级程序的分割方式第二级程序的分割是为了执行第一级程序,当分割数为n时,程序的执行过程如图所示当分割数为n的第二级程序部分执行完后,程序又从头开始执行,这样分割数为n时,一个循环的执行时间为n ms。
如果第一级程序的步数增加,那么在1ms内第二级程序动作的步数就要相应减少,分割数就要变多,整个程序处理时间变长。
二、钻攻中心梯图解析1)初始化程序部分2)PLC1程序部分初始化程序部分只在系统上电时运行一次,主要放置一些上电就要导通的信号。
PLC1程序部分1ms运行一次,主要放置一些需要很高响应的信号,如限位、急停等。
组合机床的电气控制

第六节组合机床的电气控制组合机床是针对特定工件,采用多刀、多面、多工序、多工位同时加工,是由通用部件和专用部件组成的具有工作自动循环功能的高效率专用机床。
它的动力部件采用电动机驱动或采用液压系统驱动,电气控制线路是将各个部件的工作组合成一个统一的循环系统,是典型的机电或机电液一体化的自动化加工设备。
组合机床的通用部件有:动力部件,如动力头和动力滑台;支承部件,如滑座、床身、立柱和中间底座;输送部件,如回转分度工作台,回转鼓轮、自动线工作回转台及零件输送装置;控制部件,如液压元件、控制板、按钮台及电气挡板;其它部件,如机械扳手、排屑装置和润滑装置等。
通用部件已标准化、系列化和通用化。
一、组合机床的主要结构及运动形式双面钻孔组合机床用于在工件两相对表面上钻孔,机床的结构简图如图所示。
1-侧底座2-刀具电动机3-工件及定位夹位夹紧装置4-主轴箱及钻头5-动力滑台机床由动力滑台提供进给运动,电动机拖动主轴箱的刀具主轴提供切削主运动。
两液压动力滑台对面布置,安装在标准侧底座上,刀具电动机固定在滑台上,中间底座上装有工件定位夹紧装置。
机床工作的自动循环过程如图3-14a所示。
工作时,工件装入夹具(定夹位夹紧装置),按动起动按钮SB6,开始工件的定位和夹紧,然后两面的动力滑台同时进行快速进给,工作进给和快速退回的加工循环,同时刀具电动机也起动工作,冷却泵在工进过程中提供切削液,加工循环结束后,动力滑台退回到原位,夹具松开并拔出定位销,一次加工的工作循环结束。
二、组合机床的拖动特点及控制要求1)机床的动力滑台和工件的定位夹紧装置均由液压系统驱动,定位夹紧装置的动作由定位销液压缸和夹紧液压缸完成,三位四通电磁换向阀控制液压缸活塞运动方向的切换。
电磁阀线圈YV5-1与YV5-2控制定位销液压缸活塞运动方向,YV1-1与YV1-2控制夹紧液压缸活塞运动方向,YV2-1、YV2-2,YV4-1为左机滑台油路中电磁换向阀线圈,YV3-1、YV3-2,YV6-1为右机滑台油路中电磁换向阀线圈,各工步电磁阀线圈通电状态如表3-4所示。
机床电路分析PPT课件

M4冷却泵电动机:冷却刀具(工件)
二、电路分析 1.主电路 QF:引入电源 M4:SA1起动 M:KM4/KM5 正/反转
2.控制电路 (1)主电动机M1旋转控制
按下SB2,KM1自锁,主电机M1工作,指示 灯HL3亮。
(2)摇臂升降控制 工作过程:摇臂松开 — 上升/下降 — 摇臂夹紧 行程开关SQ1/SQ6 升/降极限保护 6-7 上升极限保护 23-7 下降极限保护 行程开关SQ2检测松开 、SQ3检测夹紧
(压SQ2 、M3—) SQ2↓ — SB3 — KM2 — KM3+ — M2+反转 摇臂 下降
(到达要求高度松开SB4 、M2—、KT—) SQ3 — KT — KM4 — KM5+ — M3+反转摇臂夹紧
(压SQ3停止) 到达极限位置SQ6动作,终止摇臂下降
(3)立柱和主轴箱松开、夹紧
a.主轴箱松开(按SB5)
图3-12 具有“延时停留”的电路
2.二次工作进给控制电路 • (1)滑台原位停止 • (2)滑台快进 • (3)滑台一工进 • (4)滑台二工进 • (5)滑台快退
• a. 上升(按SB3) E:1 — SB3↓ — SQ1 — — KT+ SQ2 — KT↓ — KM5 — KM4+ — M3+ 正转摇臂松开 1—KT↓ — SB5 — SB6 — YV+ (活塞杆通过弹簧片压动限位开关SQ2,使其SQ2(7-14) 打开,KM4-,M3停)
— 1—SQ1 —FR2 —SQ2 ↓ — SB4 — KM3 — KM2+ — M2+ 正转摇臂上升 (到达要求高度松开SB3 、 KM2-、M2-、KT-,经延时 KT(18-19)闭合)
双面钻孔组合机床PLC控制
双面钻孔组合机床PLC控制————————————————————————————————作者:————————————————————————————————日期:摘要新型组合钻床,属于机械加工用钻床.它由工作台、安装在工作台两端及一侧的导轨,导轨与工作台的边缘平行,钻架通过吊铁和锁紧螺钉安装在导轨上;导轨上设有燕尾,钻架可在导轨上水平移动;钻架包括溜板、溜板上装有传动机构,溜板底面上设有与导轨上的燕尾相配合的燕尾槽,机械滑台上装有主支撑架,主支撑架上装有纵向机械滑台及控制系统,控制系统连接一控制活动按钮站,纵向机械滑台上装有附属支撑架,附属支撑架上通过机械滑台装有水平方向的钻削动力头。
它解决了现有的钻床加工大型零部件特别是回转体直径较大时操作不方便、加工困难等技术问题。
关键词:组合钻床,PLC,可编程控制器1. 绪论1。
1课题背景随着生产的发展,产品精度的提高,机床加工的自动化程度也越来越高。
数控机床,加工中心已构成现代加工方法之代表。
但是根据我国的实际情况,对现有机床进行全部更新换代,几乎是不可能的。
因此为提高机床的生产率,改善工人的劳动条件,提高一般机床切削加工的自动化程度,提高控制系统的可靠性,对现有机床进行PC改造,仍然具有非常现实的意义,正是利用了PC控制技术具有功能强,速度快,可靠性高,经济实用等特点,针对双面组合钻床的控制部分进行了改造,并分析了系统的性能。
1。
2组合机床的概述组合机床及其自动线是集机电于一体的综合自动化程度较高的制造技术和成套工艺装备。
它的特征是高效、高质、经济实用,因而被广泛应用于工程机械、交通、能源、军工、轻工、家电等行业.我国传统的组合机床及组合机床自动线主要采用机、电、气、液压控制,它的加工对象主要是生产批量比较大的大中型箱体类和轴类零件,完成钻孔、扩孔、铰孔,加工各种螺纹、镗孔、车端面和凸台,在孔内镗各种形状槽,以及铣削平面和成形面等.随着技术的不断进步,一种新型的组合机床——柔性组合机床越来越受到人们的青睐,它应用多位主轴箱、可换主轴箱、编码随行夹具和刀具的自动更换,配以可编程序控制器(PLC)、数字控制(NC)等,能任意改变工作循环控制和驱动系统,并能灵活适应多品种加工的可调可变的组合机床。
数控铣(钻)床控制电路

实训报告一、题目的功能及要求:《数控铣(钻)床控制电路》功能及要求:以实验室提供的伺服电机X-Y-Z教学型数控铣机床为对象,采用单片机(或台式计算机)控制工作台加工出一定形状的石蜡或点位控制实现数控打孔分析:(1)要明确实验室提供的试验台是基于伺服电机设计的,所以在查资料的过程中要特别注重伺服电机的数据测试与记录。
(2)“数控”的意思是要以“数字”来控制伺服电机按照设置来运行。
(3)采用单片机为控制核心,以石蜡块为原料雕刻出一种形状。
(4)完成以上分析的三点,那么这个题目就已经基本完成。
二、设计思路及方案设计分析、论证:(1)设计思路:由于试验台的原因。
三个伺服电机,分别控制X方向,Y 方向,Z方向,所以我需要设计三个分别符合各个电机的驱动电路,并控制相应伺服电机正反转;单片机系统是整个电路的核心部分,此部分可以参照《单片机原理及接口技术》;输入部分由键盘来完成;显示部分由数码管实现。
综合起来:单片机系统通过读取键盘信号并把信号转换成显示信号让数码管显示,并置位相应单片机I\O口控制伺服电机驱动电路从而完成要求。
(2)方案一:单片机最小系统+数码管显示+基于达林顿三极管的H桥电路+矩阵键盘方案二:单片机最小系统+数码管显示+基于继电器的H桥电路+一般键盘(3)分析及比较从方案一来看,设计这个方案的主要的目的是追求较高的控制精度,我们可以看到,基于达林顿三极管的H桥电路可以较大程度提高伺服电机转动精度和保持整个电路的稳定性,但是在实验过程中发现,由于电机转动需要较大的电流且每个电机需要的电流大小不一样,造成了设计具体电路的复杂程度提高;矩阵键盘,它的优点是可以在有限的I\O口情况下实现较多键位设置,但是这样会增加程序的复杂程度,不利于电路稳定。
从整体来说,我想用方案一来完成题目,因为这样看起来整个电路先进一些。
另外,这个方案需要大量的投入,达林顿管实验室没有,为了保证矩阵键盘稳定性,需要买一个制成品。