牛肉总生产工艺流程图
超干风干牛肉加工工艺
超干风干牛肉加工工艺一、工艺流程:原料检验——原料缓化——切片——滚揉——摆片——腌制——挂杆——一次干燥——通︱配料条——二次干燥——三次干燥——低温烘烤——冷冻——高温烘烤——冷却——包装——入库二、工艺描述:1、原料检验:选用牛部位大黄瓜条为原料,确定厂家、产品名称与实物相符,方可使用。
更换厂家或原料肉时,要取1——10件,在4——8℃的环境中解冻,感官检验肉质的颜色,气味等,测缓化损失和碎肉率(脂肪和筋膜)。
缓化损失2——6%??,筋膜1——3%为正常??,数据异常,需及时上报,得到允许后方可使用。
2、原料缓化:将原料肉去掉外包装箱,记录原料肉重量,填写标识卡片写明日期,重量等内容,码放整齐,放置在4——8℃的环境中缓化解冻,解冻时间约60——72小时,在60小时前后,关注原料肉的解冻程度,根据生产进度,决定是否需要将包装袋去掉和是否将肉块撬开。
因缓化时间较长,需密切关注环境温度变化。
如有异常,需及时上报。
3、切片:原料肉解冻至麻酥状态,用手指按压,肉质表面较软,但无塌陷的痕迹,方可切片。
将原料肉平放在操作台上,用尖刀修去原料肉表面的脂肪和筋膜,将平整一面与操作人员相对,把大黄瓜条的大尾巴一面向下与操作台接触平实,固定位置后,按要求切片。
原料肉中间温度较低,肉片呈冷冻状态,需摊凉,使其缓化至麻冻状态。
为保证产品品质,切好的超干切片和散货切片准确称量25公斤/盒后,及时放入4——8℃的腌制间中。
(1)超干切片:厚度0.9——1.0厘米,切面平整,上下厚度差不超过0.1厘米,无刀花为合格产品。
单独放置。
(2)散货切片:肉块表面形状不规则的、厚度在2——2.5厘米的肉条,和两部位肉中间的筋膜和脂肪较多的肉片,修去筋膜脂肪后,按精品的切片标准(厚度1.4——1.5厘米)切分,并分开放置做散货切片。
4、配料:按配方要求准确称量,同时配置几种口味的调料时,需标示清楚,分开放置,避免调料用错的情况出现。
肉牛屠宰加工工艺(带示意图)
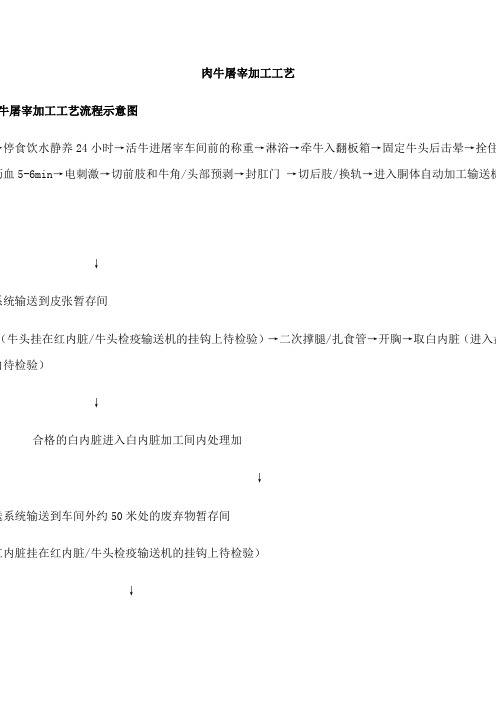
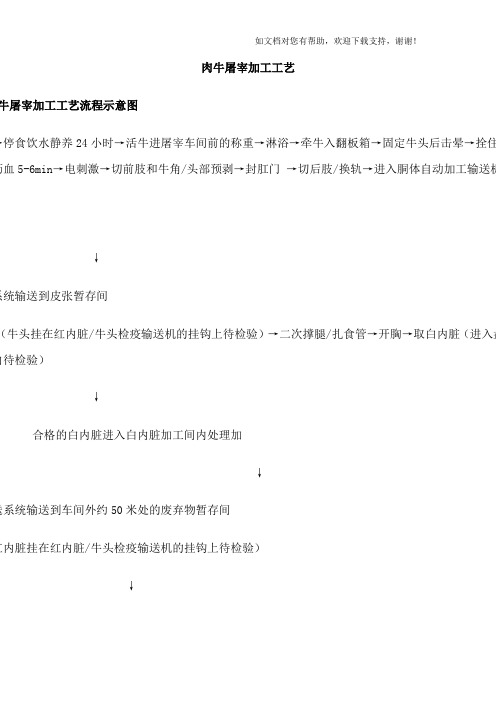
肉牛屠宰加工工艺牛屠宰加工工艺流程示意图→停食饮水静养24小时→活牛进屠宰车间前的称重→淋浴→牵牛入翻板箱→固定牛头后击晕→拴住沥血5-6min→电刺激→切前肢和牛角/头部预剥→封肛门→切后肢/换轨→进入胴体自动加工输送机↓系统输送到皮张暂存间(牛头挂在红内脏/牛头检疫输送机的挂钩上待检验)→二次撑腿/扎食管→开胸→取白内脏(进入盘内待检验)↓合格的白内脏进入白内脏加工间内处理加↓送系统输送到车间外约50米处的废弃物暂存间红内脏挂在红内脏/牛头检疫输送机的挂钩上待检验)↓和牛头取下挂在输送车的挂钩上清洗后入库体→胴体、红白内脏和牛头的检验→二分体修割→↓、红白内脏、牛头拉出屠宰车间高温处理淋→二分体排酸(排酸间温控:0-4℃)→改四分体→整理、称重、包装、拼盘→冻结→装箱→冷藏→销售牛屠宰加工工艺待宰圈管理应索取产地动物防疫监督机构开具的合格证明,并临车观察,未见异常,证货相符后准予卸车。
头数,用轻拍或牵引的方式驱赶健康的牛进入待宰圈,按牛的健康状况进行分圈管理。
待宰圈的占地牛送宰前应停食静养24小时,以便消除运输途中的疲劳,恢复正常的生理状态,在静养期间检疫人送隔离圈观察,确定有病的牛送急宰间处理,身体健康合格的牛在宰前3小时停止饮水。
之前,要进行淋浴,洗掉牛体上的污垢和微生物,淋浴时要控制水压,不要过急以免造成牛过度紧赶牛道前,要称重计量,称重好的牛进入赶牛道,从动物的福利和人道角度讲,牛不能采取暴力驱赶反应,影响牛肉的品质,要设计“迷道”的形式让牛自觉的进入屠宰车间。
赶牛道道宽一般设计为9刺杀放血牛进入翻板箱后,利用二次气动侧翻的形式,第一次侧翻放出牛腿,用拴牛腿链拴住牛的一后腿,第过提升机提升进入放血轨道,牛在轨道上倒挂进行刺杀放血。
倒立放血:牛进入翻板箱后,采用击晕的方式将牛瞬间击晕,击晕后放出牛体,平躺在接牛栏上刺杀放血。
血:牛进入翻板箱后,夹住牛脖子,托起牛的下颚,持刀刺杀放血,放完血后,放出牛体通过提升机放血提升机进入轨道时,要自动打开轨道,将滚轮放血吊链挂在轨道上,放血轨道设计距车间的地坪高道,手推线设计坡度为0.3-0.5%。
牛屠宰加工工艺流程图及说明
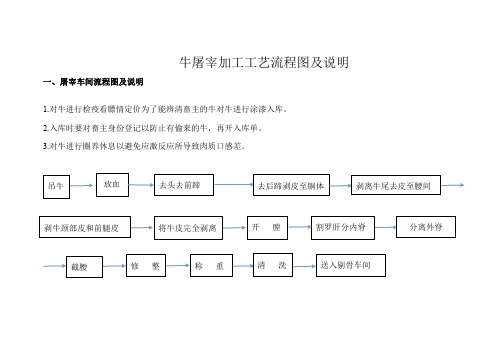
牛屠宰加工工艺流程图及说明一、屠宰车间流程图及说明1.对牛进行检疫看膘情定价为了能辨清畜主的牛对牛进行涂漆入库。
2.入库时要对畜主身份登记以防止有偷来的牛,再开入库单。
3.对牛进行圈养休息以避免应激反应所导致肉质口感差。
吊牛放血去头去前蹄去后蹄剥皮至胴体剥离牛尾去皮至腰间剥牛颈部皮和前腿皮将牛皮完全剥离开膛割罗肝分内脊分离外脊截腰修整称重清洗送入剔骨车间1.主要单品有:头;蹄;血;下水;牛皮;罗肝;食管;牛蛋;牛鞭;肚油。
2.人员定制:整个屠宰车间人员为25人。
吊牛人员定制为3人,放血为1人;去头去前蹄人员为2人;去后蹄剥皮至胴体人员为2人;剥离牛尾去皮至腰间人员为2人;剥牛颈部皮和前腿皮人员为2人;将牛体完全剥离牛体人员为2人;开膛人员为2人;割罗肝分离内脊人员为1人;截腰人员为1人;修整和称重人员为各1人;清洗人员为2人。
3.效益点:(1)去牛皮时尽量少带肉。
(2)指标。
根据牛的膘情可分为剔骨和带骨,带骨直接劈半包装入库。
4.管理:管理方面存在问题。
二、剔骨车间流程图及说明带 骨 人员定制为1人 下刀要准确人员定制为3人 人员定制为1人 人员定制为1人牛前人员定制为1人 人员定制为2人 人员定制为8人带 注意盆骨带肉率要低 骨牛剔棒子骨 剔扇子骨 剔开颈椎骨剔梳骨 劈半 剔排骨 剔棒子骨 剔卧骨 剔盆骨 分开胸叉 取胸叉 剔棒子骨 剔棒子骨剔卧骨后订单四分体牛前 体 订单后四分体:直接劈半(带肾)进行包装。
注意事项:1.注意效益点下刀要准确,带肉率要低,做到每个部位的完整性。
2.注意关键控制点,盆骨和颈椎骨的剔骨要注意。
3.主要单品有:卧骨;棒子骨;扇子骨;胸叉;肋骨;骨髓;龙骨。
大排骨(带梳骨)剔梳骨的一边 剔棒子骨 取梳骨两边的肉但不要太多剔颈椎骨 劈半 小排骨(没梳骨)三、分割包装及入库1.四分体单品:(1)剔骨牛前单品有:牛展;牛腩;大柳;小三角;牛前肉。
(2)剔骨牛后单品有:真扒;脍扒;尾龙扒;淋肉;小柳;肾。
肉制品工艺流程图
肉制品工艺流程图肉制品工艺流程图肉制品是指将生肉经过一系列加工和烹饪工艺处理后制成的食品,是非常受欢迎的食品之一。
下面是一个700字的肉制品工艺流程图。
一、原料准备阶段1. 选择新鲜的动物肉类,如猪肉、牛肉或鸡肉,确保原料的质量。
2. 对肉类进行初步筛选,去除肉块中的骨头和多余的脂肪。
3. 将肉块切成适当大小的块状,以便后续加工处理。
二、肉馅制备阶段1. 将切好的肉块放入绞肉机中进行绞碎,使肉变得柔软。
2. 加入适量的食盐、辣椒粉、大葱和姜末等调味料,搅拌均匀。
3. 按照需要,加入适量的谷物,如麦粉、大米粉或面粉,以增加肉馅的粘性和口感。
4. 继续搅拌,直到肉馅变得光滑均匀,并能够紧密粘合在一起。
三、肉制品形状制备阶段1. 根据需要制作出不同形状的肉制品,如肉丸、肉饼、香肠或火腿等。
2. 将肉馅按照比例分割成适当大小的部分。
3. 使用搅拌机或搅拌机将肉馅搅拌均匀,以确保肉馅的质地和口感。
4. 使用模具将肉馅压制成所需的形状,然后放入冷藏室进行冷却。
四、熟化和烹饪阶段1. 将冷却后的肉制品放入熟化室中进行熟化,以使肉制品更加柔软和美味。
2. 根据不同的肉制品,选择合适的烹饪方法,如蒸、煮、炸或烤等。
3. 在烹饪过程中,根据需要添加适量的调味料和佐料,以增加肉制品的风味。
五、包装和储存阶段1. 将烹饪好的肉制品放入适当的包装材料中,如食品袋、塑料膜或罐头等。
2. 确保包装材料具有良好的密封性和保鲜性,以保持肉制品的新鲜度和口感。
3. 将包装好的肉制品放入冷藏室中进行储存,以延长肉制品的保质期。
以上就是一个肉制品工艺流程图的简单描述。
当然,实际的肉制品工艺流程是复杂而多样的,还存在许多其他的细节和步骤。
不同的肉制品制造流程也有所不同。
希望这个简单的流程图可以给你提供一些参考。
肉牛屠宰加工工艺带示意图
肉牛屠宰加工工艺牛屠宰加工工艺流程示意图→停食饮水静养24小时→活牛进屠宰车间前的称重→淋浴→牵牛入翻板箱→固定牛头后击晕→拴住沥血5-6min→电刺激→切前肢和牛角/头部预剥→封肛门→切后肢/换轨→进入胴体自动加工输送机↓系统输送到皮张暂存间(牛头挂在红内脏/牛头检疫输送机的挂钩上待检验)→二次撑腿/扎食管→开胸→取白内脏(进入盘内待检验)↓合格的白内脏进入白内脏加工间内处理加↓送系统输送到车间外约50米处的废弃物暂存间红内脏挂在红内脏/牛头检疫输送机的挂钩上待检验)↓和牛头取下挂在输送车的挂钩上清洗后入库体→胴体、红白内脏和牛头的检验→二分体修割→↓、红白内脏、牛头拉出屠宰车间高温处理淋→二分体排酸(排酸间温控:0-4℃)→改四分体→整理、称重、包装、拼盘→冻结→装箱→冷藏→销售牛屠宰加工工艺待宰圈管理应索取产地动物防疫监督机构开具的合格证明,并临车观察,未见异常,证货相符后准予卸车。
头数,用轻拍或牵引的方式驱赶健康的牛进入待宰圈,按牛的健康状况进行分圈管理。
待宰圈的占地牛送宰前应停食静养24小时,以便消除运输途中的疲劳,恢复正常的生理状态,在静养期间检疫人送隔离圈观察,确定有病的牛送急宰间处理,身体健康合格的牛在宰前3小时停止饮水。
之前,要进行淋浴,洗掉牛体上的污垢和微生物,淋浴时要控制水压,不要过急以免造成牛过度紧赶牛道前,要称重计量,称重好的牛进入赶牛道,从动物的福利和人道角度讲,牛不能采取暴力驱赶反应,影响牛肉的品质,要设计“迷道”的形式让牛自觉的进入屠宰车间。
赶牛道道宽一般设计为9刺杀放血牛进入翻板箱后,利用二次气动侧翻的形式,第一次侧翻放出牛腿,用拴牛腿链拴住牛的一后腿,第过提升机提升进入放血轨道,牛在轨道上倒挂进行刺杀放血。
倒立放血:牛进入翻板箱后,采用击晕的方式将牛瞬间击晕,击晕后放出牛体,平躺在接牛栏上刺杀放血。
血:牛进入翻板箱后,夹住牛脖子,托起牛的下颚,持刀刺杀放血,放完血后,放出牛体通过提升机放血提升机进入轨道时,要自动打开轨道,将滚轮放血吊链挂在轨道上,放血轨道设计距车间的地坪高道,手推线设计坡度为0.3-0.5%。
牛屠宰加工工艺流程图及工艺说明
牛屠宰加工工艺流程图及工艺说明牛屠宰工艺说明如下:1)理:毛肥牛在屠宰前运到屠宰厂,存放在待宰圈内,必须保证活牛有充分的休息时间,使活牛保持安静的状态,防止代谢机能旺盛,同时宰前需要至少断食12hr,并充分给水,最好是盐水,以利于宰后胴体达到尸僵并降低pH 值,从而抑制微生物的繁殖,防止胴体被污染. (2)宰前检验:宰前检验的目的是通过检疫、检测,以控制各种疫病的传入和扩散,减少污染,维护产品质量.它包括以下三个环节:进厂检疫、候宰检查、宰前检疫。
进厂检疫是指在未卸车之前,检疫员向押运员索取检疫证或防疫注射证,以便从侧面了解产地疫情;持证核对品种及头数,发现不符,及时查明原因,直到认为没有可疑疫情时允许卸下,借过磅验级之际,留神观察牲畜健康状态,对可疑者应做进一步诊断,必要时组织会诊。
当确诊疫病时,及时封锁,上报疫情。
同时立即采取措施,就地扑灭,确保人畜的安全.候宰检查是指卫检员深入到待宰圈内观察育肥牛休息、饮食和行动状态,发现异常,随时剔出进行临床检查,必要时采取急宰后剖检诊断。
宰前检疫是在临宰前对育肥牛进行一次普查,确保其健康,是减少屠宰过程中病与健相互污染,保证产品质量的有效措施.(3)称重、冲淋:为防止牛群恐慌,不能让待宰的牛看见车间内的场面,经宰前检验后合格的毛肥牛由人沿着指定的通道将牛牵到地磅上称重。
而后用温水进行冲淋,清洗全身,以减少屠宰过程中牛身上的附着物对牛胴体的污染。
(4)击晕起吊:将育肥牛赶入击晕箱,在100V 左右的电压下对牛进行约5—10s 的麻电,将其击晕。
接着由一人用绳索套牢牛的一条后腿,并挂在电动葫芦的吊钩上,启动电动葫芦将牛吊起,直到高轨上的滑轮钩住后,再放松电动葫芦吊钩并取出,使牛完全吊在高轨上。
(5)宰杀放血:从牛喉部下刀割断食管、气管和血管进行放血,放血时间约为9min。
然后,再进入低压电刺激系统接受脉冲电压刺激,电压为25-80V,用以放松肌肉,加速牛肉排酸过程,提高牛肉嫩度。
肉制品车间平面图及工艺流程

肉制品车间平面图及工
艺流程
文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
生产车间平面布局图北电控间
速
炸鸡间配料间腌制间
注射间整理间恒温库冻洗理整形间
煮制间
库
晾货间
走廊
分割间
洗
烟熏间洗刷间走晾衣间衣
间天井预冷池
电
电走
梯
梯
包装间廊
廊副品加工间
浴更衣室
更衣室浴
室 WC WC 室
洗手消毒走廊
脱毛间电晕间
杀菌间
浴 WC 更衣室
更衣室 WC 浴浸汤池
室
室
成品库办公室
办公室 WC 办公室
工艺流程图
白条鸡解冻洗理造型抹蜜油炸蒸煮晾制真空包装
杀菌保温待检包装入库
原料肉解冻清洗分割注射滚揉蒸煮晾货
切块真空包装杀菌保温待检包装入库。
牛屠宰加工工艺流程图及工艺说明
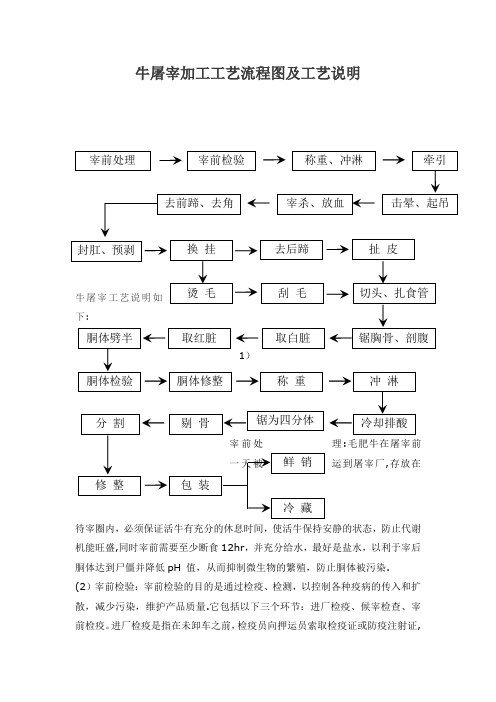
牛屠宰加工工艺流程图及工艺说明牵引称重、冲淋宰前处理宰前检验击晕、起吊去前蹄、去角宰杀、放血皮扯去后蹄换挂封肛、预剥烫毛刮毛切头、扎食管胴体劈取红取白锯胸骨、剖胴体修整称重冲淋胴体检验锯为四分冷却排鲜销装包修整藏冷牛屠宰工艺说明如下:(1)宰前处理:毛肥牛在屠宰前一天被运到屠宰厂,存放在待宰圈内,必须保证活牛有充分的休息时间,使活牛保持安静的状态,防止代谢机能旺盛,同时宰前需要至少断食12hr,并充分给水,最好是盐水,以利于宰后胴体达到尸僵并降低pH 值,从而抑制微生物的繁殖,防止胴体被污染。
(2)宰前检验:宰前检验的目的是通过检疫、检测,以控制各种疫病的传入和扩散,减少污染,维护产品质量。
它包括以下三个环节:进厂检疫、候宰检查、宰前检疫。
进厂检疫是指在未卸车之前,检疫员向押运员索取检疫证或防疫注射证,以便从侧面了解产地疫情;持证核对品种及头数,发现不符,及时查明原因,直到认为没有可疑疫情时允许卸下,借过磅验级之际,留神观察牲畜健康状态,对可疑者应做进一步诊断,必要时组织会诊。
当确诊疫病时,及时封锁,上报疫情。
同时立即采取措施,就地扑灭,确保人畜的安全。
候宰检查是指卫检员深入到待宰圈内观察育肥牛休息、饮食和行动状态,发现异常,随时剔出进行临床检查,必要时采取急宰后剖检诊断。
宰前检疫是在临宰前对育肥牛进行一次普查,确保其健康,是减少屠宰过程中病与健相互污染,保证产品质量的有效措施。
(3)称重、冲淋:为防止牛群恐慌,不能让待宰的牛看见车间内的场面,经宰前检验后合格的毛肥牛由人沿着指定的通道将牛牵到地磅上称重。
而后用温水进行冲淋,清洗全身,以减少屠宰过程中牛身上的附着物对牛胴体的污染。
(4)击晕起吊:将育肥牛赶入击晕箱,在100V 左右的电压下对牛进行约5-10s 的麻电,将其击晕。
接着由一人用绳索套牢牛的一条后腿,并挂在电动葫芦的吊钩上,启动电动葫芦将牛吊起,直到高轨上的滑轮钩住后,再放松电动葫芦吊钩并取出,使牛完全吊在高轨上。