压铸模具成型点检记录表
压铸模具上下模点检表

17 分型面有喷铝现象 18 产品拉伤 19 滑块前后进退有间隙 修理 主管: 1.OK打“√” 班长: 2.需报修打“×”(注:问题记录与备注栏) 填表:
压铸模具点检记录表no检查项目可动模固定模1模面是否清理干净2模面是否上防锈油3模穴部位是否有积炭4模穴部位是否有碰伤5模座螺丝松动6模具水管漏水7模具油管漏油8浇口套断裂漏水9模仁崩龟裂10押出销是否正常11镶针是否损坏或变形12油缸漏油13押出板是否平整14分流嘴是否错位15入料口或溢流口是否凸凹不平16成型孔毛边是否过后厚17分型面有喷铝现象18产品拉伤19滑块前后进退有间隙填表
压铸模具点检记录表
模号: NO 1 2 3 4 5 6 7 8 9 检查项目
日期: 可动模注
责任人:
模面是否清理干净 模面是否上防锈油 模穴部位是否有积炭 模穴部位是否有碰伤 模座螺丝松动 模具水管漏水 模具油管漏油 浇口套断裂漏水 模仁崩、龟裂
10 押出销是否正常 11 镶针是否损坏或变形 12 油缸漏油 13 押出板是否平整 14 分流嘴是否错位 15 16 入料口或溢流口是否 凸凹不平 成型孔毛边是否过后 厚
压铸模巡检记录卡

模具
型腔
12.型腔部位应无顶杆、型芯、镶件断裂及掉肉现象
13.型腔内应无多余合金、残渣、异物等现象
制表
说明
将巡检内容不正常者按序号填入日期表中即可
处理结果
处理者
日期
3.拉杆固定螺母应无松动,顶拉杆垫位器安装是否牢靠
4.有提前回位机构的模具,检查回位是否提前、正常
动静模导向
5.导柱孔、轴是否同心,有无明显摩擦,别动现象
6.孔轴是否润滑
抽芯
机构
7.开模、合模滑块滑动顺畅、自如
8.滑块槽、分型面、配合结合面应无合金、夹渣、异物等
9.滑块槽与滑块应无明显磕、拉、划伤
10.斜销、接触表面、滑块槽、滑块接触表面应润滑
压铸模巡检记录卡
模具号: 铸件号: 检查者: 201 年 月
内容
部位
巡检内容
26
27
28
29
30
31
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
模具上机安装
1.动、静模与机床安装固定牢靠,无压板松动现象
2.机床顶杆、拉杆是否按设计规格正确安装,且顶拉自如,回位顶出到位
压铸作业验证检查(生产开工确认)表
带班者 是□ 否□
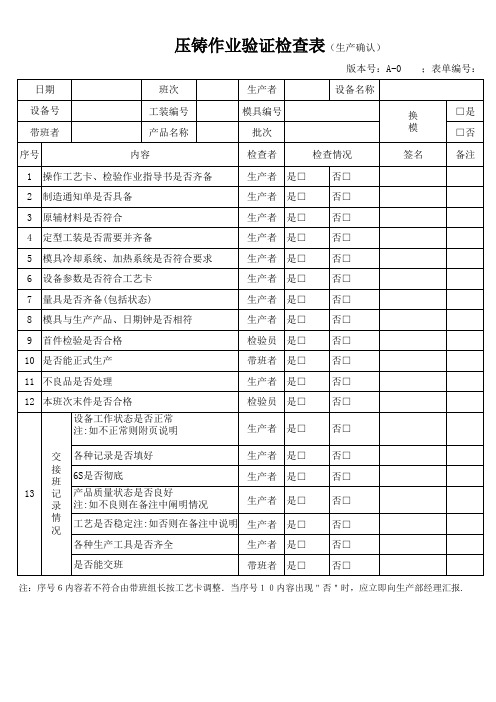
11 不良品是否处理
生产者 是□ 否□
12 本班次末件是否合格
设备工作状态是否正常 注:如不正常则附页说明
检验员 是□ 生产者 是□
否□ 否□
交 各种记录是否填好
生产者 是□
接 班
6S是否彻底
生产者 是□
13 记 产品质量状态是否良好 录 注:如不良则在备注中阐明情况
生产者 是□
情 况
压铸作业验证检查表(生产确认)
版本号:A-0 ;表单编号:
日期
班次
生产者
设备名称
设备号 带班者
工装编号 产品名称
模具编号 批次
换
□是
模
□否
序号
内容
检查者
检查情况
签名
备注
1 操作工艺卡、检验作业指导书是否齐备
生产者 是□ 否□
2 制造通知单是否具备
生产者 是□ 否□
3 原辅材料是否符合
生产者 是□ 否□
4 定型工装是否需要并齐备
生产者 是□ 否□
5 模具冷却系统、加热系统是否符合要求
生产者 是□ 否□
6 设备参数是否符合具是否齐备(包括状态)
生产者 是□ 否□
8 模具与生产产品、日期钟是否相符
生产者 是□ 否□
9 首件检验是否合格
检验员 是□ 否□
10 是否能正式生产
工艺是否稳定
注:如否则在备注中说明 生产者 是□
各种生产工具是否齐全
生产者 是□
是否能交班
带班者 是□
否□ 否□ 否□ 否□ 否□ 否□
注:序号6内容若不符合由带班组长按工艺卡调整.当序号10内容出现"否"时,应立即向生产部经理汇报.
压铸模具成型点检记录表
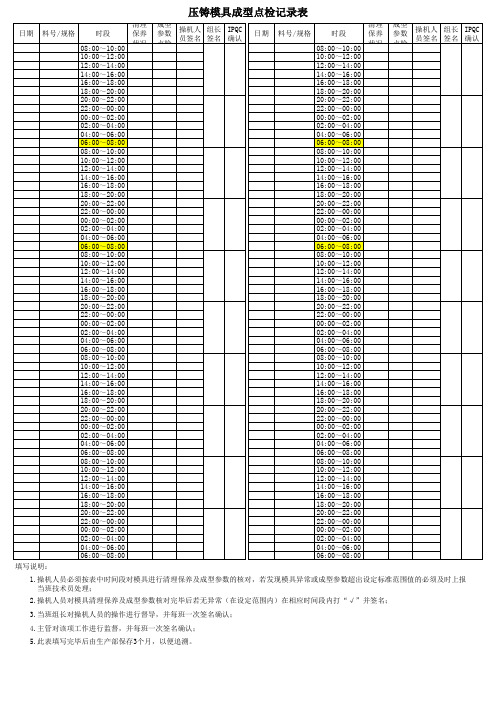
日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认08:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:005.此表填写完毕后由生产部保存3个月,以便追溯。
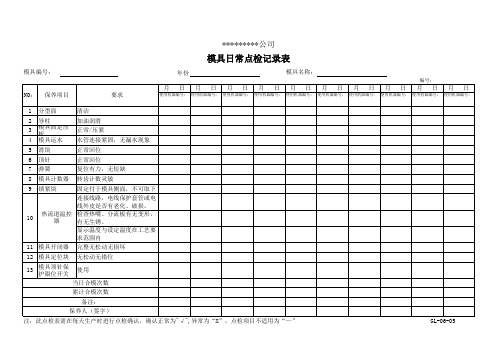
模具日常点检记录表
要求
*********公司
模具日常点检记录表
年份
模具名称:
编号:
月日 月日 月日 月日 月日 月日 月日 月日 月日 月日
使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号:
1 分型面
清洁
2 导柱
加油润滑
3
模具固定压 板
正常/压紧
4 模具运水 水管连接紧固,无漏水现象
5 滑块
正常回位
6 顶针
正常回位
7 弹簧
复位有力,无短缺
8 模具计数器 转齿计数灵敏
9 锁紧块
固定付于模具侧面,不可取下
连接线路,电线保护套管或电 线外皮是否有老化、破损。
10
热流道温控 检查热嘴、分流板有无变形,
器Байду номын сангаас
有无生锈。
显示温度与设定温度在工艺要 求范围内
11 模具开闭器 完整无松动无损坏
12 模具定位块 无松动无错位
13
模具顶针保 护限位开关
使用
当日合模次数
累计合模次数
备注:
保养人(签字)
注:此点检表需在每天生产时进行点检确认,确认正常为"√",异常为“X”,点检项目不适用为“—”
GL-06-05
压铸成型参数记录表

熔炉温度喷嘴温度冷却水温度射出压力射出速度射出时间喷油#1喷油#2射出铸件检知吹气
连续时间
中子1入
鹅颈前进料道开启射料料道关闭鹅颈后退中子1出吹气#1铸件检知模块放松重复动作动
作
延
迟
时
间
其
他组长确认签名
操作员签名
IPQC判定/签名
温
度
项目
参数记录(日 时 分)
备注:
1.产品首次架模量产、调整参数时,需填写此表;操作员签名、组长确认后随样品、首件单送IPQC判定。
2.产品下模后再次上模时,如果未调整参数、继续采用上次参数的,需进行参数点检;与上次参数相同的,在框内打“√”,与上次参数不同的,将其实际参数记录在此表上。
成型参数记录表
部门: 品名: 用料: 开机日期: 模穴数:
射
出
作
动
时
间。
压铸自检记录单

检验结果:( )内填写检验时间;对应表格内(卡尺测量)填写实测值;塞规检验P表示OK; X表示NG
Teammate 班长/日期
车间主任/日期
1
2 − Φ4+00.25
2
2 − Φ8+00.25
Φ3.6+0.1(大 3 端)Φ3.44+0.1
(小端);深9+0.2
2 − Φ3.6+0.1(大 4 端)Φ3.42+0.1
(小端);深10.5+0.2
关键 1(
序 号
检验尺寸
尺 寸 检1 验2
2 − Φ4+00.25 2 − Φ8+00.25
Φ3.6+0.1(大 3 端)Φ3.44+0.1
压铸自检外观记录单客户sealink产品名称产品图号材料az91d班产量班次早班晚班缩孔气泡裂纹气孔变形记录频次反应计划检验说明目视目视目视目视目视目视目视目视目视目视目视目视目视目视目视目视目视目视目视表单编号
压铸自检记录单
表单编号: 版次:A/0
客户
产品名称
班次
早班□
晚班□
产品图号
序 号
检验尺寸
) 1(
) 2(
测量仪器 )
XX-SG-838-05 XX-SG-838-07
检具编号
塞规
XX-SG-838-03
塞规
XX-SG-838-02
塞规
XX-SG-838-05 XX-SG-838-06
2 − Φ4+00.25
塞规
XX-SG-838-05 XX-SG-838-07
Φ3.6+0.1(大端)Φ3.44+0.1(小端);深9+0.2
压铸模具检验记录表

15MM
导柱
光洁度Ra0.8配合自由
硬度
HRC44-50
型腔主要孔、型芯尺
2
模寸 芯 表面粗糙度
Ra0.4um
装配尺寸
凸出动、定模板0.1MM以上 合模后前后模间隙小于1MM
顶
3
出 顶针 部
位
复位杆
加工面顶针凹入01~0.30MM 非加工面凸出0.1~0.2MM
轴向间隙小理01MM
拉钩是否定位
与定模套板配制碰穿,碰穿间隙小于 0.1MM
产品名 称
设计者
序号
项目
产品名称、图号
压铸模检验记录表
产品图号
模具号
制造者
完工日 期
检 查内容技术要求检测Fra bibliotek录自查结论
质量中心检验员复核结 论
用CNC刻在模架上
吊装孔
位置合理、大小合理
1
模 架
压板槽
上下方向开通
125T/160T/180T/280T机φ110深
浇口套和机床联接 10MM,500T/630T/800T机φ165深
浇 浇口套内径,光洁度 设计直径Ra0.8
4
注 系
进料口,位置、载面 积
进料口厚度1.0~2.0MM
统 排气槽
要求开通
配 合模间隙
5
合
活 动
各活动部位
小于0.5MM,红彤配到位
位置准确,动作可靠,不得歪 斜,相 对固定零件不允许窜动
6
滑 块
配合部位
异滑灵活,运动平稳
合模后与锲块压紧,接触面积不 上
水路是否畅通 分流锥浇口套
是否有与水管连接的螺纹
冷
7
却 系 前后模芯
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日期
料号/规格
时段
清理保养
状况成型参数点检
操机人员签名组长签名IPQC 确认日期
料号/规格
时段
清理保养
状况成型参数点检
操机人员签名组长签名IPQC 确认
08:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:00
06:00~08:00
5.此表填写完毕后由生产部保存3个月,以便追溯。
填写说明:
2.操机人员对模具清理保养及成型参数核对完毕后若无异常(在设定范围内)在相应时间段内打“√”并签名;
3.当班组长对操机人员的操作进行督导,并每班一次签名确认;
4.主管对该项工作进行监督,并每班一次签名确认; 1.操机人员必须按表中时间段对模具进行清理保养及成型参数的核对,若发现模具异常或成型参数超出设定标准范围值的必须及时上报 当班技术员处理;
压铸模具成型点检记录表。