塑性成形技术基础3
塑性成形原理知识点总结
塑性成形原理知识点总结一、塑性成形的基本原理1. 塑性成形的基本原理是通过施加外部应力使材料受力,发生形变,从而改变其形状和尺寸。
外部应力可以是拉伸、压缩、弯曲等形式,材料受到应力后发生塑性变形,达到所需的形状和尺寸。
2. 塑性成形的基本原理还包括在一定的温度条件下进行成形。
材料在一定温度范围内会发生晶粒的滑移和再结晶等变化,使材料更容易流动和变形,这对于塑性成形的效果非常重要。
3. 塑性成形的基本原理还涉及到应变硬化和材料流动等方面的知识。
应变硬化是指材料在形变过程中发生的一种增加抗力的现象,材料流动则是指材料在应力作用下发生的形变过程,通过流动来实现所需的成形效果。
二、材料在塑性成形过程中的变形规律1. 材料在塑性成形过程中会发生各种形式的变形,包括平面应变变形、轴向应变变形、弯曲应变变形、扭曲应变变形等。
不同的成形方式会引起不同形式的变形,需要根据具体情况进行分析和处理。
2. 材料在塑性成形过程中的变形还受到横向压缩和减薄等因素的影响。
横向压缩会导致材料沿其厚度方向出现侧向膨胀的现象,减薄则是指材料在成形过程中产生的减小尺寸和厚度的现象。
3. 材料在塑性成形过程中还会出现显著的硬化现象。
随着形变量的增加,材料的硬度和抗力会逐渐增加,这对于成形过程的控制和调整非常重要。
三、材料在塑性成形过程中的流变规律1. 材料在塑性成形过程中会发生流变,即在应力的作用下发生形变的过程。
材料的流变规律是指在应力条件下材料的变形规律和流动规律,这对于塑性成形技术的研究和应用非常重要。
2. 材料在塑性成形过程中还会出现应力和应变的分布不均匀、表面变形、壁厚变化等现象。
这些现象会导致成形件质量的不稳定性和变形过程的复杂性,需要进行合理的控制和调整。
3. 材料在塑性成形过程中还会受到局部热和化学变化的影响。
局部热和化学变化会影响材料的微观结构和性能,对于成形过程的控制和调整也具有重要的参考意义。
四、塑性成形的热变形和冷变形1. 塑性成形通常分为热变形和冷变形两种方式。
3第三讲:塑性成形(4学时).
3.1 塑性成形理论基础 3.2 塑性成形工艺方法 3.3 塑性成形工艺设计 3.4 塑性加工方法的结构工艺性 3.5 塑性成形新发展
第三讲 金属的塑性成形工艺
塑性成形:指固态金属在外力作用下产生塑性变形,获得 所需形状、尺寸及力学性能的毛坯或零件的加工方法,也 称为压力加工。具有较好塑性的材料如钢和有色金属及其 合金均可在冷态或热态下进行塑性成形加工。
冷变形强化的原因是:在塑性变形过程中,在滑移面上 产生了许多晶格方向混乱的微小碎晶,滑移面附近的晶格也 产生了畸变,增加了继续滑移的阻力,使继续变形困难。
对某些不能通过热处理来强化的金属,可用低温变形 来提高金属强度指标,如用冷轧、冷拔和冷挤来提高低碳 钢、纯铜、防锈铝等所制型材和锻压件的强度和硬度。
图3-13 拖钩的纤维流线
a) 棒料经切削成形
b) 扁钢经切削成形
c) 棒料镦粗后切削成形 d)热轧成形
图3-14 不同成形工艺齿轮的流线分布
3.1.4 塑性成形基本规律
塑性成形规律:就是塑性成形时金属质点流动的规律,即在给定条 件下,变形体内将出现什么样的位移速度场和位移场,以确定物体形状、 尺寸的变化及应变场。从而为选择变形工步和设计成形模具奠定基础。
2~3个
c)自由锻
图3-19 不同变形方式时的应力状态
第 2节 塑性成形方法
3.2.1 锻造
3.2.1.1自由锻
自由锻指将金属坯料放在锻造设备的上下抵铁之间, 施加冲击力或压力,使之产生自由变形而获得所需形状的 成形方法。坯料在锻造过程中,除与上下抵铁或其它辅助 工具接触的部分表面外,都是自由表面,变形不受限制, 锻件的形状和尺寸靠锻工的技术来保证,所用设备与工具 通用性强。
塑性成形技术基础3
(2-19)
简记为: 简记为:
d ε ij = σ ⋅ d λ
' ij
(2-20)
①应变增量主轴与应力偏量主轴(即应力主轴) 应变增量主轴与应力偏量主轴(即应力主轴) 重合; 重合; ②应变增量与应力偏张量成正比。 应变增量与应力偏张量成正比。
3 dε dλ = 2 σ
(3)圣维南塑性流动方程 将式( 20)两边各除以dt 将式(2-20)两边各除以 t,得:
σ2
σ1
σ3
2.4 塑性变形时应力应变关系 分析塑性变形问题, 分析塑性变形问题,需要知道塑性 变形时,应力状态和应变状态之间的关 变形时, 系。这种关系的数学表达式叫做本构方 程,也称物理方程。 也称物理方程。
1)塑性变形时应力应变关系的特点 ) 弹性变形时,应力与应变成线性关系。 弹性变形时,应力与应变成线性关系。 弹性变形是可逆的, 弹性变形是可逆的,应变由应力状态唯一确 和应力状态如何达到的历史无关。 定,和应力状态如何达到的历史无关。应力 应变之间的这种线性关系, 应变之间的这种线性关系,可由广义虎克定 律来描述。 律来描述。
f (σij)=C
条件应力-应变曲线 图2-12 条件应力 应变曲线
2)屈雷斯加(Tresca)屈服准则 屈雷斯加( 屈服准则 材料(质点) 材料(质点)中的最大剪应力达到某一临 界值时,材料发生屈服, 界值时,材料发生屈服,该临界值取决于材料 在变形条件下的性质,而与应力状态无关。 在变形条件下的性质,而与应力状态无关。屈 雷斯加屈服准则又称为最大剪应力准则, 雷斯加屈服准则又称为最大剪应力准则,其表 达式为:τ 达式为 max= C
2)等效应力和等效应变的概念 定义: 定义: 1 σ= (σ − σ ) + (σ − σ ) + (σ − σ ) + 6 (τ + τ 2
塑性成形工艺基础
原因: 变形
加工硬化
塑变
形
抗 性力
热能
再结晶
变形速度
变形速度提高,热能增加, 再结晶作用增强
问题: 金属在热变形过程中,是否存在加工硬化现象?
7/19/2024 1:51 AM
26
第27页/共49页
3)应力状态 压应力数目多,塑性好,有利于成形,但变形抗
力提高。
示例
7/19/2024 1:51 AM
12% 30%
ZG45与轧制45的性能比较
580 610
320 360
Z
2
3
7/19/2024 1:51 AM
8
第9页/共49页
塑性成形工艺特点
(2)材料利用率高;
仅依靠形状变化和体积转移来实现。
(3)生产效率高;
生产自动化、机械化
(4)尺寸精度高。
少、无切削加工,向近净成形发展
• 模具结构
合理设计模具,如圆角
减小金属成形时的流动阻力,避免割断纤维和 出现折叠。
7/19/2024 1:51 AM
29
第30页/共49页
综上所述,金属的塑性成形性能取决于
• 内在因素:化学成分,金属组织
• 外在因素:加工条件(变形温度、变形速度、
应力状态)
构)
其他因素(摩擦条件、模具结
7/19/2024 1:51 AM
特点:性能出现方向性
图例 图例
顺纤维方向,强度、塑性、韧性较高;
垂直纤维方向,强度、塑性、韧性较低,但抗剪 切能力强。
图例
7/19/2024 1:51 AM
16
第17页/共49页
锻造流线的化学稳定性很高,用热处理或其 它方法都不能消除,只能通过重新锻压才能改变 其流线方向和分布状况。
金属塑性成形材料加工基础

➢圆筒的拉深成形(述
3 金属塑性成形
➢ 汽车中的冲压件(钣金)
18
3.1塑性成形概述
3 金属塑性成形
❖ 4.塑性成形优点
➢ 组织细化致密、力学性能提高。 ➢ 体积不变的材料转移成形,材料利用率高。 ➢ 生产率高,易机械化、自动化。 ➢ 制品精度较高。
19
3.1塑性成形概述
✓前者在成形过程中,变形区的形状随变形的进 行而发生改变,属于非稳定塑性变形;
✓后者在变形的大部分阶段变形区的形状不随变 形的进行而改变,属于稳定塑性变形。
9
3.1塑性成形概述
3 金属塑性成形
➢汽车曲轴锻造(体积成形)
10
3.1塑性成形概述 ➢阶梯轴类零件的楔横轧
3 金属塑性成形
11
3.1塑性成形概述 ➢高温合金涡轮盘锤锻(体积成形)
辊锻,楔横轧, 辗环,辊弯
7
3.1塑性成形概述 ➢ 塑性成形类型
3 金属塑性成形
8
3.1塑性成形概述
3 金属塑性成形
➢体积成形
✓体积成形主要是指那些利用锻压设备和工、模 具,对金属坯料(块料)进行体积重新分配的 塑性变形,得到所需形状、尺寸及性能的制件。
✓主要包括锻造(Forging)和挤压 (Extrusion)两大类。
1.1.2模锻
1.2 挤压(Extrusion)
1.3 拉拔(Drawing)
轧制(Rolling)
板材轧制 型材轧制 管材轧制
横轧 纵轧
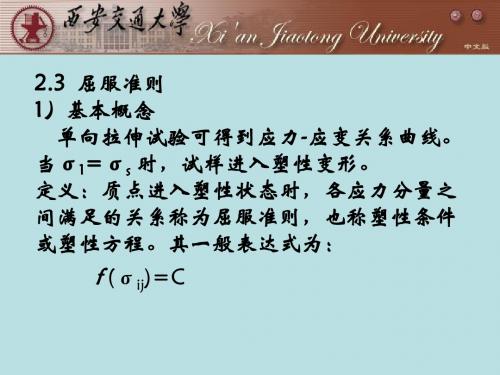
2. 板料成形 (Sheet Metal Forming)
2.1 冲裁(blanking) 2.2 弯曲(Bending) 2.3 拉深(Deep drawing) 2.4 翻边(flanging) 2.5 胀形(Bulging)
《塑性成形工艺基础》课件

模具的构成
模具由上模、下模和导向部件等组成,用于实现金属材料的塑性成形。
模具的工艺要求
模具设计需要考虑材料选择、温度控制、表面处理等多个方面的要求。
模具设计的方法
模具设计需要考虑产品形状、材料流动和成型工艺等因素,采用综合方法进行设计。
塑性成形加工工艺
塑性成形加工的流程 塑性成形加工的工艺参数与选择 塑性成形加工的质量控制
应用范围
塑性成形工艺广泛应用于汽车、航空航天、家电等领域,是现代工业的重要组成部分。
塑性变形的基本原理
1 金属的结构和性质
金属材料由多个晶格组 成,塑性变形是晶格滑 移和晶格形变的结果。
2 冷变形与热变形
冷变形在室温下进行, 热变形在高温下进行, 两者具有不同的变形特 点。
3 塑性变形的分类
塑性变形可分为压力加 工、拉伸加工、弯曲加 工和精密成型等多种类 型。
《塑性成形工艺基础》 PPT课件
本课程将介绍塑性成形工艺的基本原理、过程和模具设计,以及该工艺的发 展趋势。让我们一起探索这个令人着迷的领域!
背景介绍
塑性成形工艺的定义
塑性成形是通过施加压力,使金属材料在保持连续性的情况下发生塑性变形的一种制造工艺。
发展历程
塑性成形工艺自古已有,经历了手工操作、机械压力成形到现代数控技术的发展。
塑性成形的基本过程
1
拉伸加工
2
通过拉伸使金属材料变薄或变长,常
见的工艺有拉延、拉具的精细控制实现复杂零件的 成形,如注塑、挤压等。
压力加工
通过施加压力使金属在模具中变形, 包括冲压、锻造等工艺。
弯曲加工
通过施加力使金属材料弯曲或折弯, 常见的工艺有折弯、卷弯等。
塑性成形模具设计
第六章金属塑性成形工艺理论基础

目的:掌握金属塑性成形的基本原 理及影响塑性变形的因素。
要求掌握塑性成形的基本工艺、基 本变形理论;
熟悉回复与再结晶、冷变形与热变 形、纤维组织、最小阻力定律、体积 不变假设、锻造比、锻造性等概念;
了解影响塑性变形的因素。 重点:冷变形、热变形、纤维 组织利用原则、锻造性的概念。 难点:金属的回复与再结晶。
金属塑性成形(也称压力加工): 在外力作用下,金属产生了塑性变 形,以此获得具有一定形状、尺寸 和机械性能的原材料、毛坯或零件。
外力:冲击力——锤类设备 压 力——轧机、压力机
§6-1 金属塑性成形的基本工艺 1.轧制—-钢板、型材、无缝管材。
2.挤压
应用:低碳钢、非铁金属及其合金。
3.拉拔
要求横向力学性能时: Y锻=2~2.5。 要求纵向力学性能时:Y锻适当增加。 由Y锻可得坯料的尺寸:
如:拔长时,S坯料=Y拔×S锻件
式中,S锻件为锻件的最大截面积;
L钢坯
V坯料 F钢坯
§6-4 影响塑性变形的因素
金属的可锻性:衡量材料在经受 压力加工时获得优质零件难易程 度的一个工艺性能。 可锻性好适合于压力加工成形; 可锻性差不宜于选用压力加工。
§6-3 塑性变形理论及假设
一、最小阻力定律
定义:受外力作用,金属发生
塑性变形时,如果金属颗粒在几 个方向上都可移动,那么金属颗 粒就沿着阻力最小的方向移动。
利用此定律,调整某个方向流 动阻力,改变金属在某些方向的 流动量→成形合理。
最小阻 力定律示 意图。
在镦粗中, 此定律也称 最小周边法 则。
但温度过高→过热、过烧、脱碳 和严重氧化等缺陷→锻件报废。
应严格控制锻造温度——始锻温 度和终锻温度间的温度范围(以 合金状态图为依据)。
金属塑性成形基础

2.回复与再结晶: (1)回复: 即将冷成形后的金属加热至一定温度后, 使原子恢复到平衡位臵,晶内残余应力大大减 小的现象。 T回 =(0.25~0.3)T熔 K 生产中常利用回复消除加工硬化后工件 的残余内应力。
(2)再结晶: 即塑性变形后金属被拉长的 晶粒重新生核、结晶,变为等轴晶粒的现象。 T再 =0.4 T 熔K 生产中,再结晶也有广泛的应用。 例如:在冷轧、冷挤、冷拉、冷冲的过程中穿 插再结晶退火,消除加工硬化,恢复金属材料 的良好塑性,以利于后续的冷变形加工。
平行于坐标面上应力示意图
= 240°K = -33℃ < 20℃ 故铅在20℃属于热变形.
T 钨再 = 0.4 T熔 = 0.4(3380+273)
=1461°K = 1188℃>1000℃
T 钨回 =(0.25-0.3)T熔
= (913-1096)K
=(640-823) ℃ < 1000℃
故钨在1000℃属于温变形。
0.4 锻造比和锻造流线
包括锻造、热挤压、热轧,T变>T再 优缺点:(1)产品力学性能高; (2)无加工硬化现象; (允许以较小的功达到较大的变形。) 因) ( 3 )产品尺寸精度有所下降。(考虑原
3.温成形: 即金属在高于回复温度以上和低于再结 晶温度范围内进行的塑性成形过程。 包括温挤压、温拉拔、温锻等。
T回<T变<T再
第3章
金属塑性成形基础
塑 性 成 形
受力 变形 加工 温度
体积成形:锻造、轧制、挤压和拉拔
板料成形:冲裁、弯曲、拉深和成形
热成形、冷(温)成形
概述: 1.金属塑性成形 指利用外力使金属材料产生塑性变形, 使其改变形状、尺寸和改善性能,从而获得 各种产品的加工方法。 2.主要应用: (1)生产各种金属型材、板材、线材等; (2)生产承受较大负荷的零件, 如曲轴、连杆、各种工具等。