连杆加工工艺过程卡片
柴油机连杆零件机械加工工艺过程卡片及工序卡(第一部分)知识讲解
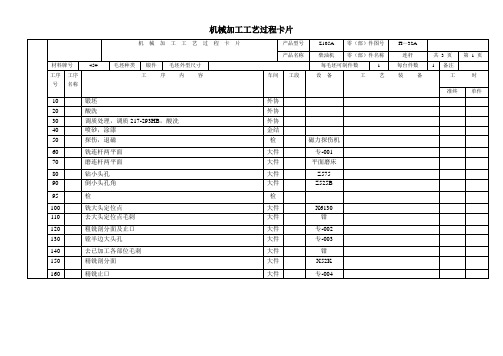
柴油机连杆零件机械加工工艺过程卡片及工序卡(第一部分)机械加工工艺过程卡片收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除太原科技大学华科学院机械加工工序卡片产品型号105 零(部)件图号H-32A产品名称柴油机零(部)件名称大件老连杆共()页第()页车间工序号工序名称材料牌号50 铣连杆平面 45钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数收集于网络,如有侵权请联系管理员删除连杆两平面铣床NZ73008 专-229 2 夹具编号夹具名称切削液专用夹具冷却液工位器具编号工位器具名称工序工时准终单件游标卡尺工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣上平面至连杆身中心平面86 108 2.09 1.8 1 描图2 精铣上平面至杆身中心平面86 108 2.09 0.7 13 粗铣下平面至杆身中心平面86 108 2.09 1.8 1 描校4 精铣下平面86 108 2.09 0.7 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第( 2 )页车间工序号工序名称材料牌号60 磨两平面毛坯种类毛坯外型尺寸每毛坯可制件数每台件数收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数平面磨床苏联037-1 6 夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 磨上平面至杆身中心平面1000 1100 0.02 0.4 20 描图磨下平面至尺寸1000 1100 0.02 0.4 20 退磁描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105-A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第( 3 )页车间工序号工序名称材料牌号70 钻小头孔毛坯种类毛坯外型尺寸每毛坯可制件数每台件数收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数立钻Z575 021-51 1 夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻小头孔至尺寸88 11.75 0.34 54 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第( 4 )页车间工序号工序名称材料牌号大件老连杆80 倒小头孔角45收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数立衍X525B 021-56 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔上端倒角至尺寸85 12.68 0.52 2.5 1 描图 2 小头孔另一端倒角至尺寸85 12.68 0.52 2.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105-A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第(5 )页车间工序号工序名称材料牌号90 镗小头孔收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数金刚镗T740 027-5 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 镗小头孔至直径670 92.6 0.10 0.55 1 描图镗小头孔至尺寸670 92.6 0.10 0.2 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称大件老连杆共( 43 )页第( 6 )页车间工序号工序名称材料牌号100 铣大头定位点收集于网络,如有侵权请联系管理员删除太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43)页第(7 )页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧铣X6130 068-14 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件H-32-741-04 连杆大头定位点铣夹具工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铣大头定位点至尺寸420 165 0.25 2.6 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期大件老连杆110 去大头定位点毛刺毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧铣 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 去大头定位点毛刺描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43)页第( 8 )页车间工序号工序名称材料牌号产品名称柴油机零(部)件名称连杆共( 43 )页第( 9 )页车间工序号工序名称材料牌号130 半边镗大头孔毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数粗镗大头孔专机1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件H-32-734-06 连杆大头孔粗镗夹具工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 半边镗大头孔至尺寸270 62.77 0.25 5 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
连杆机械加工工序卡片模板
平面磨床
M7120
6
夹具编号
夹具名称
切削液
MJ-001
连杆两平面磨夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
磨削深度
mm
进给
次数
工步工时
机动
辅助
1
磨上平面至杆身中心平面
砂瓦
1000
1100
0.02
0.5
20
描图
同时加工件数
多功能专机
专-005
1
夹具编号
夹具名称
切削液
ZJ-002
钻螺纹孔夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
钻2~12.8至尺寸
锥柄麻花钻Ф12.8 GB1438/85
切削深度
mm
进给
次数
工步工时
机动
辅助
1
精铣接合面至尺寸
可转位套式面铣刀200X18 YT5(精)
600
377
0.08
0.5
1
描图
连杆接合面及止口专用检具
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
连杆盖加工工艺卡片.pdf

主轴转 速 r/min
119
切削速度 m/min 74.6
共 1页
基本工时 min 0.198
第 11 页
立式钻床
Z525
专用夹具
安装
工步
1 设计者
安装及工步说明 钻 Φ 20 孔
刀具 量具 走刀长度 mm
游标
麻花钻 卡尺
40
指导老师
走刀 次数
1
切削深 度 mm
进给量 mm/r
9.5
0.25
王曙辉 朱浩
主轴转速 r/min
337.2
切削速度 m/min 24.72
共 1页
基本工时 min 0.896 第 6页
进给量 mm/r
主轴转速 r/min
王曙辉 朱浩
切削速度 m/min
基本工时 min
共 1页
第 1页
机械加工工艺卡片
工件名称
连杆盖
零件名称
连杆盖
零件重量 材料
牌号
硬度
QT450-10 HBS165-215
设备
名称
型号
工序号 零件号 同时加工件数
型号 铸件 夹具
Ⅱ
毛坯
1
重量 0.667 辅助工具
专用夹具
1 设计者
安装及工步说明 铣右端面
刀具 量具 走刀长度 mm
游标
端铣刀 卡尺
105
指导老师
走刀 次数
1
切削深 度 mm
进给量 mm/r
1.5
600
王曙辉 朱浩
主轴转速 r/min
750
切削速度 m/min 141.3
共 1页
基本工时 min 0.78
机械加工工艺过程卡片(连杆)
机械加工工艺过程卡片(连杆)1.零件名称:连杆2.零件材料:45号钢(轴承表面淬硬)3.零件图号:XXX-XXX-XXX4.工艺流程:(1)设备:平面磨床(2)工艺过程:切削加工(3)操作工序:a.夹紧工件b.调整砂轮回转方向c.调整砂轮至合适位置d.启动机床(空转)e.进给手柄接触工件f.开始磨削g.调整进给速度h.调整工序参数i.完成工艺过程(4)工艺要求:a.加工面精度:IT8b.表面粗糙度:Ra0.63c.无划伤、裂纹、气孔等缺陷5.设备及工具:a.平面磨床b.砂轮c.夹具d.工件轴承支撑e.尺子、千分尺6.工艺参数:a.磨削速度:25m/sc.每次进给量:0.03mmd.每分钟磨削量:8~10mme.主轴转速:1000r/min7.安全操作:a.操作前需检查设备完好性,切勿带有松动零件或异物。
b.操作中严禁拆卸、调整设备部件。
c.操作后关闭机床电源,清除设备上的切削液并进行设备保养。
d.操作时需戴好安全帽、手套等防护设备,不得穿松散衣物。
8.维护保养:a.平时需定期检查设备零部件磨损情况并予以更换。
b.定期对砂轮进行磨石、清洗、调整。
c.清理设备上固定在夹具上的金属屑、切屑等杂物。
d.定期涂抹润滑油,保证机床各部件运转顺畅。
9.质量控制:a.进行严格的质量检测程序,对于加工精度不符合要求的工件予以返工或废品处理。
b.对于符合质量要求的工件进行喷砂抛光处理。
c.定期对设备进行校准,保证加工精度和表面粗糙度符合要求。
d.要求工艺人员自觉遵守操作规程,对于不符合操作规程情况进行追究和整改。
孔连杆---工艺设计---工艺过程卡
X6032A
T0101立铣刀
7
热处理
调质处理(降低硬度)
金工
8
数控铣削
精洗φ112、φ50、φ36的孔的圆柱端面余量达到尺寸精度要求
金工
XK714
T0202立铣刀
9
数控铣削
精洗耳钩两端平面使其达到尺寸精度要求
金工
XK714
T0202立铣刀
10
数控精镗
精镗φ90孔达到尺寸精度要求,圆角
金工
TK7220
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
工 艺 装 备
工 时
准终
单件
1
锻造
锻造毛胚
金工
2
热处理
退火(消除内应力)
金工
3
铣削
粗洗φ112、φ50、φ36的孔的圆柱端面并留半精铣
金工
X6032A
T0101立铣刀
4
铣削
粗铣耳钩的两端面并半精铣
金工
X6032A
T0101立铣刀
5
铣削
粗铣连杆的两端面
金工
X6032A
T0101立铣刀
6
铣削
粗铣连杆的两凹槽
三孔连杆---工艺设计---工艺过程卡(总2页)
01
桂林航天工业学院
机械加工工艺过程卡片
产品型号
零件图号
1
产品名称
三孔连杆
零件名称
三孔连杆
共
1
页
第
1
页
材 料 牌 号
45号钢
毛 坯 种 类
柴油机连杆零件机械加工工艺过程卡片及工序卡(第一部分)_百度解析
机械加工工艺过程卡片1
3
4
5
6
7
9
10
产品名称柴油机零(部)件名称车间大件老连杆连杆工序号 120 毛坯外型尺寸共( 43)页第( 8 )页材料牌号工序名称粗铣剖分面及止口毛坯种类每毛坯可制件数每台件数设备名称设备型号 NZ73020 设备编号同时加工件数 1 夹具编号夹具名称切削液工序工时准终 H-32-221-06 工步号工步内容工艺装备主轴转速切削速度连杆剖分面粗铣刀进给量切削深度进给次数工步工时机动
辅助单件 r/min 粗铣剖分面至尺寸粗铣止口至尺寸 75 75 m/min 22.4 24.7 mm/r 0.80 0.80 mm 4.5 4.5 1 描图 1 1 描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号产品名称 2105A 柴油机零(部)件图号零(部)件名称 H-32A 连杆共( 43 )页第( 9 )页 11
车间工序号 130 工序名称半边镗大头孔每毛坯可制件数材料牌号毛坯种类毛坯外型尺寸每台件数设备名称粗镗大头孔专机夹具编号设备型号设备编号同时加工件数 1 夹具名称切削液工位器具编号工位器具名称准终工序工时单件 H-32-734-06 工步号工步内容工艺装备主轴转速切削速度连杆大头孔粗镗夹具进给量切削深度进给次数工步工时机动辅助 r/min 半边镗大头孔至尺寸 270
m/min 62.77 mm/r 0.25 mm 5 1 描描图校 1 底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 12。
三孔连杆---工艺设计---工艺过程卡
01
桂林航天工业学院
机械加工工艺过程卡片
产品型号
零件图号
1
产品名称
三孔连杆
零件名称
三孔连杆
共
1
页
第
1
页
材 料 牌 号
45号钢
毛 坯 种 类
锻件
毛坯外形尺寸
351*169*60
每毛坯件数
1
每 台 件 数
1
备 注
工
序
号
工 名
序 称
工 序 内 容
车
间
工
段
设 备
工 艺 装 备
11
数控钻
钻出φ33,φ23的孔
金工
ZK5140C
T0303,T0404钻头
12
数控精镗
精镗φ35、φ25的孔使其达到尺寸精度要求
金工
TK7220
T0606,T0707镗刀
13
钳工
去除全部毛刺
金工
钳工台
14
终检
按零件图样要求全面检查
金工
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
工 时
准终
单件
1
锻造
锻造毛胚
金工
2
热处理
退火(消除内应力)
金工
3
铣削
粗洗φ112、φ50、φ36的孔的圆柱端面并留半精铣
金工
X6032A
T0101立铣刀
4
铣削
粗铣耳钩的两端面并半精铣
金工
X6032A
T0101立铣刀
5
铣削
粗铣连杆的两端面
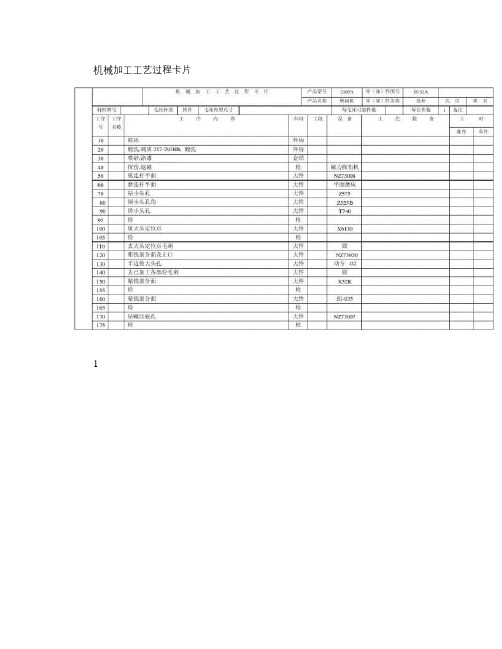
机械加工工艺过程卡片(连杆)
单面两轴金刚镗床
155
清洗
清洗和吹净油孔
机加
清洗机
160
检验
根据技术文件进行检验
机加
检验台
165
钳工
拆开连杆和连杆盖
机加
钳工台
170
铣
铣连杆和连杆盖上的轴瓦槽及Φ16孔壁的缺口
机加
卧式铣床
175
钳工
清理、去毛刺
机加
钳工台
180
清洗、
称重
清洗、吹浄和称重量
机加
清洗机及称重仪
185
检验
根据技术要求进行最后检验
机加
龙门铣床
专用夹具
15
切
自连杆上切下连杆盖
机加
专用卧式铣床
20
锪
锪连杆盖上装螺母的凸台
机加
立式转床
25
磨
磨连杆大头部分剖分平面
机加
平面磨床
30
扩
粗扩、半精扩连杆大头孔Φ89
机加
四轴式立式组合钻床
35
钻、扩、铰
钻、扩、铰连杆两个螺栓孔
机加
十轴立式组合钻床
40
锪、扩
锪连杆装螺栓头部的凸台,扩连杆螺栓孔
机加
检验台
190
钳工
连杆体和连杆盖配对、穿丝
机加
钳工台
机加
机加
机加
设计(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
80
倒角
连杆小头孔倒角
机加
立式钻床
85
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
柴油机
零件名称
汽车连杆
共
2
页
第
2
页
材料牌号
45钢
毛坯种类
锻件
毛坯外形尺寸
260×96mm
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
处数
更改文件号
签字
日期
Z2390钻床钻床
专用夹具
65
绞
铰连杆螺栓孔,铣孔倒角,以端面为基准。
J3050铰床
专用夹具
70
磨
磨连杆接合面,以端面和侧面为基准
M7350机床
磁力吸盘
75
铣
铣锁口槽,以两端面为基准。
X62卧式铣床
专用夹具
80
磨
精磨大小头两端面,以端面和大小头孔为基准。
M7350平面机床
磁力吸盘
设计(日期)
校对(日期)
机械加工工艺过程卡片
产品型号
零件图号
产品名称
柴油机
零件名称
汽车连杆
共
2
页
第
1
页
材料牌号
45钢
毛坯种类
锻件
毛坯外形尺寸
260×96mm
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
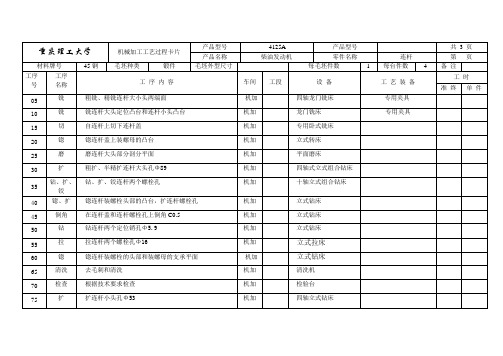
5
铣
铣连杆大、小头两平面,每面留磨量0.5mm
X52K立式铣床
专用夹具
10
扩
扩大小头孔,以端面和侧面为基准。
85
镗
半精镗连杆大头孔,以端面,接合面,侧面为基准
T68镗床
专用镗模
90
倒角
在大头孔两端倒角,选择小头孔和大头孔为基准
T68镗床
专用镗模
95
钻
钻小头00
镗
精镗大头孔,以小头孔为基准。
T68镗床
专用镗模
105
压铜套孔
压铜套孔并按压铜圈。
压床
压床
110
珩磨
珩磨大头孔,以小头孔为基准。
X62铣床
专用夹具
40
铣
精铣连杆体接合面,以端面和侧面为基准。
X52K铣床
专用夹具
45
铣
粗铣连杆盖接合面,以端面和侧面为基准。
X62铣床
专用夹具
50
铣
精铣连杆盖接合面,以端面和侧面为基准。
X52K铣床
专用夹具
55
钻
钻连杆螺纹孔,以端面和大小头孔为基准。
Z3050摇臂钻床
专用夹具
60
扩
扩连杆螺栓孔,以端面和大小头孔为基准。
Z2390钻床
专用夹具
15
铰
铰大小头孔,以端面和侧面为基准。
J2130铰床
专用夹具
20
镗
精镗大小头孔,以端面和侧面为基准
可调双轴镗床
镗模
25
铣
铣连杆盖螺栓座端面,以端面和接合面为基准。
X62机床
专用夹具
30
铣
铣开连杆体和盖,以端面侧面和小头孔为基准。
X62W卧式铣床
专用夹具
35
铣
粗铣连杆体接合面,以端面和侧面为基准。
HM1860J机床
专用夹具
115
镗
镗小头衬套,以小头孔为基准。
T68镗床
专用镗模
120
清洗称重
清洗去毛刺,称重量
清洗机,称量仪
清洗机,称量仪
125
探伤
无损探伤及检验硬度
130
检验
根据技术要求最后检验
检验台
检验台
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记