弧焊电源的外特性
弧焊电源
绪论1.弧焊电源在焊接过程中的作用是什么?2.比较机械调节性弧焊电源、电磁控制型弧焊电源、电子控制性弧焊电源的特点,说明弧焊电源的发展。
3.脉冲弧焊电源的特点是什么?1.弧焊电源在焊接过程中的作用是什么?弧焊电源具有供给焊接电弧电能(提供电流和电压)以及适宜电弧焊工艺所需电气特性的作用。
性能良好、工作稳定的弧焊电源是保证电弧稳定燃烧和焊接过程顺利进行并得到良好焊接接头的必要条件之一。
2.比较机械调节性弧焊电源、电磁控制型弧焊电源、电子控制性弧焊电源的特点,说明弧焊电源的发展。
1、机械调节型弧焊电源的特点是借助于机械装置实施弧焊电源外特性的调节,电源的主要电气特性、输出参数的调节,都由其机械结构决定。
故该类电源具有结构简单、易造易修、成本低、效率高等优点,但调节不灵活、不精细,电源比较笨重,耗材多。
该类焊接电源主要用于一般金属结构的焊接。
2、电子控制型弧焊电源具有以下特点一、可以对外特性进行任意控制,从而满足各种焊接方法、焊接工艺的要求;二、可以输出直流、脉冲甚至交流电流,可调参数多;三、具有良好的动态特性,系统控制的响应速度快;四、可控性好,便于进行编程和计算机控制;五、电路比较复杂。
根据电子控制型弧焊电源的电路形式与控制方法,又可细分为整流式、逆变式和数字式三种。
它们具有以上优点外,数字式弧焊电源还具有柔性化控制和多功能的集成、控制精度高、稳定性好、产品的一致性好、焊机功能升级方便的优点。
综上所述,电子控制型弧焊电源,特别是数字式电子控制型弧焊电源是以后发展的主导方向。
3、脉冲弧焊电源的特点是什么?脉冲弧焊电源的特点是电源输出电流是周期性变化的,脉冲频率、脉冲电流等脉冲参数可调。
调节脉冲参数可以调节焊接工件的热输入量、焊丝的熔滴过渡形式等,有利于对热输入比较敏感的材料、薄板和全位置的焊接。
故大部分弧焊电源中都包含脉冲弧焊电源焊接电弧及其电特性1.什么是焊接电弧?它在焊接中的作用是什么?2.焊接电弧静特性曲线是什么形状?常用电弧焊接方法的电弧特性曲线是什么形状?3.什么是焊接电弧的动特性?它与电弧静特性的区别是什么?4.交流电弧再引燃电压的含义是什么?5.与直流电弧相比,交流电弧燃烧特点是什么?1.什么是焊接电弧?它在焊接中的作用是什么?焊接电弧是由弧焊电源供给的,具有一定电压的两电极间或电极与焊接工件间,在气体介质中产生的强烈而持久的放电现象。
电弧静特性和弧焊电源基本特性简介

2021/1/26
精品课程
12
4.2.1 电弧静特性和弧焊电源基本特性简介
第四章
金属连接成形设备及自动化
所谓“电源一电弧”系统的稳定性应包含两方面的含义: 1) 系统在无外界因素干扰时,能在给定电弧电压和电流下维持长时间的连 续电弧放电,保持静态平衡。此时应有如下关系:
Uf=Uy;If=Iy 式中, Uf 和 If 各为电弧电压和电弧电流的稳定值。
7
4.2.1 电弧静特性和弧焊电源基本特性简介
第四章
金属连接成形设备及自动化
图4-1 焊接电弧的静特性曲程
8
4.2.1 电弧静特性和弧焊电源基本特性简介
第四章
金属连接成形设备及自动化
焊接电弧是非线性负载,静特性近似呈U形曲线,可以 可以分为三个区段:
Ⅰ段,电弧电压随电流的增加而下降,是一下降特性段,电弧呈 负阻特性;
曲线3为恒流的外特性(亦称 垂直陡降外特性),当弧长由 L1变为L2时,恒流外特性的电 流偏差△I3最小,即焊接电流 稳定。
图4-6 弧长变化时引起的电流偏移 1,2-缓降特性的电源 3-恒流特性的电源 l1,l2—电弧静特性
2021/1/26
精品课程
22
4.2.1 电弧静特性和弧焊电源基本特性简介
第四章
金属连接成形设备及自动化
用来产生焊接电弧并维持电弧燃烧的供电器件,主要有以下几种: • 弧焊变压器 • 矩形波交流弧焊电源 • 直流弧焊发电机 • 弧焊整流器 • 弧焊逆变器 • 脉冲弧焊电源
2021/1/26
精品课程
6
4.2.1 电弧静特性和弧焊电源基本特性简介
一、焊接电弧的静特性
第四章
金属连接成形设备及自动化
工学第章对弧焊电源的基本要求

• 对操作人员加强保护的机械夹持焊炬情况下:直流 141V峰值、交流141V峰值和100 V有效值。
• 等离子切割:直流500V峰值。
综合考虑引弧、稳弧工艺需要,空载电压通常具体要求如下:
• 弧焊变压器 :U0 ≤80 V
U U01 U02
I0
I (4)平外特性
适合于焊条电弧焊
0
I1 I2 I3 I4 I5
I
(5)
1. 焊条电弧焊 电流的调节范围不大,在焊接不同厚度的工件时,电弧
电压一般保持不变,只调节焊接电流。
2. 埋弧焊
If增加时熔深随着增大,要求增大Uf以使熔宽相应增加,从 而保持合适的焊缝几何尺寸.当Uf增大时,则要求U0相应提
Ifmin If (Ie) Ifmax
I
使用下降外特性电源的不同方法的负载特性:
焊条电弧焊、埋弧焊:
If≤600A时,Uw(V)=20+0.04If (V) U
If>600A时,Uw(V)=44(V)。
U0
TIG焊、等离子弧焊:
If≤600A时,Uw(V)=10+0.04If
(V)
Uwe Uw
If>600A时,Uw(V)=34 (V)。
dI
系统的动平衡方程:
Uy(I) Uf(I) L dt
外界干扰电流发生变化: If If Δif
此时:Uy(If
Δif
)
Uf(If
Δif
) L d(If
Δif dtຫໍສະໝຸດ )(1)U
Uf
A1
1
B1
B1′
2
实验1_弧焊电源外特性实验
实验一弧焊电源外特性实验一、实验目的1.理解弧焊电源外特性的含义。
2.掌握弧焊电源外特性的测试方法。
3.测定ZX7-400电焊机的外特性。
二、实验设备ZX7-400电焊机、PTE-750E智能电源测试台、感应调压器三、实验内容在电源参数一定的条件下,改变负载时,电源输出的电压稳定值U y与输出的电流稳定值I y之间的关系U y=f(I y),称为电源的外特性。
对于直流电源,U y和I y为平均值,对于交流电源则为有效值。
外特性可用曲线来表示,这种曲线叫外特性曲线。
外特性曲线与纵坐标的交点即为弧焊电源的空载电压,外特性曲线与横坐标的交点即为弧焊电源的短路电流。
不同的焊接方法对电源外特性有不同的要求。
根据外特性曲线的形状,焊接电源的外特性可分为平特性和下降特性两大类。
1、平特性特点是输出电压基本上不随输出电流的变化而变化(略有变化),又称恒压特性,适用于作为熔化极气体保护焊和电渣焊的电源。
2、下降特性特点是输出电压随输出电流而下降。
根据输出电压下降的快慢程度,又可分成缓降、陡降、垂降三种,其中垂降外特性又称恒流特性,因为当弧长发生变化时,输出电流基本保持不变。
下降特性适用于作为焊条电弧焊、埋弧焊和钨极氩弧焊的电源。
四、实验步骤1.观察和熟悉焊机外形,记录铭牌数据。
2.熟悉实验电路的连接和各个设备的功能及使用。
3.利用PTE-750E智能电源测试台测量ZX7-400电焊机电源的外特性。
4.关闭测试台和电源。
五、实验报告内容六、思考题1.交流焊机有哪几种典型类型,它们的结构有何区别及联系?2.ZX7-400电焊机是如何获得下降外特性的。
弧焊电源的外特

弧焊电源的输入电压范围决定了电源在不同电网条件下的适应性。较宽的输入电 压范围有助于提高电源的稳定性和可靠性。
效率与功率因数
效率
弧焊电源的效率反映了其将输入电能 转换为有用输出的能力。高效率的电 源有助于降低能耗和减少热量产生。
功率因数
表示弧焊电源输入功率中有功功率所 占的比例。功率因数的高低对电网的 负荷和设备性能有影响,高功率因数 的电源有利于提高电网效率。
弧焊电源的分类与比较
分类
弧焊电源可分为交流弧焊电源和直流弧焊电源两大类,其中 交流弧焊电源又可以分为串联电抗器式和变压器式,直流弧 焊电源则可以分为弧焊发电机和直流弧焊变压器。
比较
交流弧焊电源和直流弧焊电源各有优缺点,使用时应根据实 际情况进行选择。交流弧焊电源的优点在于设备成本较低、 结构简单、维修方便等,而直流弧焊电源的优点则在于焊接 质量较高、变形较小、操作方便等。
感谢您的观看
精细焊接
选择具有低电压、大电流的弧焊电源,如晶体管式弧焊电源,适用于薄板、精密焊接。
根据生产环境选择弧焊电源
恶劣环境
选择具有防水、防尘、防震功能的弧焊电源 ,如全防护式弧焊电源,适用于工业生产环 境。
清洁环境
选择体积小、噪音低的弧焊电源,如静音式 弧焊电源,适用于实验室、精密加工环境。
THANKS FOR WATCHING
03
串联电阻
通过串联可变电阻来改变 输出电压,适用于简单电 路。
开关电源
通过改变开关状态来调节 输出电压,具有高效、紧 凑的特点。
反馈控制
通过负反馈原理自动调节 输出电压,具有高稳定性 和快速响应。
调节特性的稳定性
温度稳定性
指电源在温度变化时输出特性的 稳定性,影响电源性能和使用寿
弧焊电源外特性的测定
实验二弧焊电源外特性的测定一、实验目的1、熟悉BXl—300型或BX3—300型弧焊变压器的构造和调节电流的方法;2、测定弧焊变压器的外特性和调节特性,并学会测定一般弧焊电源电特性的方法。
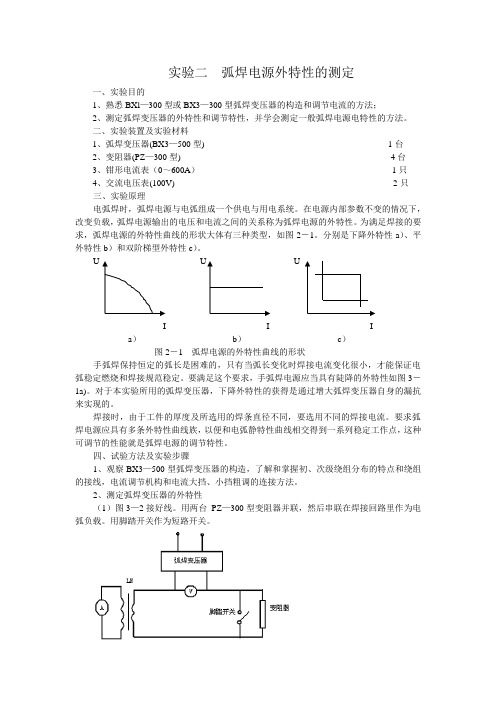
二、实验装置及实验材料1、弧焊变压器(BX3—500型) 1台2、变阻器(PZ—300型) 4台3、钳形电流表(0~600A)1只4、交流电压表(100V) 2只三、实验原理电弧焊时,弧焊电源与电弧组成一个供电与用电系统。
在电源内部参数不变的情况下,改变负载,弧焊电源输出的电压和电流之间的关系称为弧焊电源的外特性。
为满足焊接的要求,弧焊电源的外特性曲线的形状大体有三种类型,如图2-1。
分别是下降外特性a)、平外特性b)和双阶梯型外特性c)。
U UI I Ia)b)c)图2-1 弧焊电源的外特性曲线的形状手弧焊保持恒定的弧长是困难的,只有当弧长变化时焊接电流变化很小,才能保证电弧稳定燃烧和焊接规范稳定。
要满足这个要求,手弧焊电源应当具有陡降的外特性如图3-1a)。
对于本实验所用的弧焊变压器,下降外特性的获得是通过增大弧焊变压器自身的漏抗来实现的。
焊接时,由于工件的厚度及所选用的焊条直径不同,要选用不同的焊接电流。
要求弧焊电源应具有多条外特性曲线族,以便和电弧静特性曲线相交得到一系列稳定工作点,这种可调节的性能就是弧焊电源的调节特性。
四、试验方法及实验步骤1、观察BX3—500型弧焊变压器的构造,了解和掌握初、次级绕组分布的特点和绕组的接线,电流调节机构和电流大挡、小挡粗调的连接方法。
2、测定弧焊变压器的外特性(1)图3—2接好线。
用两台PZ—300型变阻器并联,然后串联在焊接回路里作为电弧负载。
用脚踏开关作为短路开关。
图2-2 外特性实验电路图(2)把变阻器的闸刀开关全都拉开,记录空载电压值;(3)逐次合上变阻器的各个闸刀开关,逐步减小变阻器的电阻值,以增大电流,再踩下脚踏开关造成短路。
每调一次电阻后,把电压表和电流表的读数记录于表2—1中;(4)旋转手柄,改变变压器的初、次级绕组的位置,重复步骤(1)、(2)和(3)的过程,把每次电压表和电流表的读数记录于表2—1中。
弧焊电源

2012太原科技大学期末考试试题1.焊接电弧:焊接电弧是在一定电压的两电极间或电极与工件间的气体介质中产生的强烈而持久的放电现象。
2.电弧静特性:一定长度的电弧在稳定状态下,电弧电压U f与电弧电流I f之间的关系,称为焊接电弧的静态特性,简称伏安特性或静特性。
3.电源外特性:在规定范围内,弧焊电源稳态输出电压U y与输出电流I y之间的关系。
即在电源内部参数一定的条件下,改变负载,稳态输出电压U y与稳态输出电流I y之间的关系。
4.负载持续率:是指设备能够满载工作时间的比率。
5.空载电压:电焊机通电但未进行焊接操作(无电弧)时,焊机输出端子上的电压,一般在60~80V之间。
6.逆变:将直流电变为交流电的变换称为逆变。
7.PWM:脉冲宽度调制,是在控制电路输出脉冲频率下不变的情况下,通过调整其占空比,利用脉冲宽和窄的变化,达到调整弧焊电源输出电压或电流的目的。
8.PFM:脉冲频率调制,是在控制电路输出脉冲占空比不变的情况下,通过调整其频率,利用脉冲宽窄的变化,达到调整弧焊电源输出电压或电流的目的。
弧焊电源在焊接过程中的作用是什么?答:弧焊电源具有供给焊接电弧电能(提供电流和电压)以及适宜电弧焊工艺所需电气特性的作用。
性能良好、工作稳定的弧焊电源是保证电弧稳定燃烧和焊接过程顺利进行并得到良好焊接接头的必要条件之一。
2.比较机械调节性弧焊电源、电磁控制型弧焊电源、电子控制性弧焊电源的特点,说明弧焊电源的发展。
机械调节型弧焊电源的特点:是借助于机械装置实施弧焊电源外特性的调节,电源的主要电气特性、输出参数的调节,都由其机械结构决定。
故该类电源具有结构简单、易造易修、成本低、效率高等优点,但调节不灵活、不精细,电源比较笨重,耗材多。
该类焊接电源主要用于一般金属结构的焊接。
电子控制型弧焊电源具有以下特点:一、可以对外特性进行任意控制,从而满足各种焊接方法、焊接工艺的要求;二、可以输出直流、脉冲甚至交流电流,可调参数多;三、具有良好的动态特性,系统控制的响应速度快;四、可控性好,便于进行编程和计算机控制;五、电路比较复杂。
弧焊电源的外特性
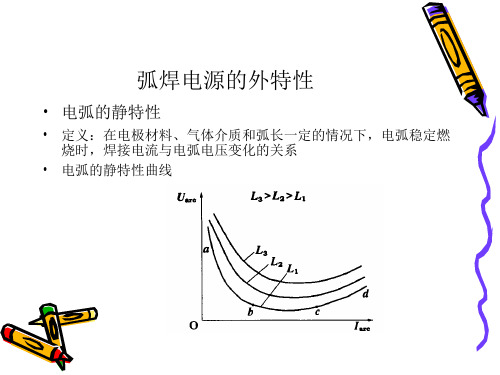
• 电弧的静特性
• 定义:在电极材料、气体介质和弧长一定的情况下,电弧稳定燃 烧时,焊接电流与电弧电压变化的关系
• 电弧的静特性曲线
• 电弧静特性曲线分区
• ab段 下降特性区 I U
• bC段 平特性区
IU
• CD段 上升特性区 I U
• 不同的焊接方法在一定的条件下,其静特性只是曲线 的某一区域
平特性区 /上升特性区
焊接电源外特性 陡降外特性 缓降(等速送丝)/陡降外特 性(变速送丝) 陡降外特性
平/下降外特性 平外特性
陡降外特性
• 不同焊接方法对弧焊电源的外特性有不同的要求
• 不同下降度的弧焊电源外特性曲线对焊 接电流的影响
• 1.陡降外特性曲线 • 2.缓降外特性曲线
焊接方法 焊条电弧焊 埋弧焊
电弧静特性 平特性区 平特性区
钨极氩弧焊
平特性区 /上升特性区
熔化极氩弧焊 上升特性区
CO2气体保护焊 埋弧焊 钨极氩弧焊 熔化极氩弧焊 CO2气体保护焊 等离子弧焊
电弧的静特性
平特性区 平特性区 平特性区 /上升特性区 上升特性区 上升特性区 平特性区 /上升特性区
• 弧焊电源的外特性要求
• 常见弧焊电源外特性图
• 为了保证焊接电弧稳定燃烧和焊接参数稳定,电源外特性曲线和 电弧静特性曲线必须相交。因为在交点,电源供给的电压和电流 与电弧稳定燃烧所需要的电压和电流相等,电弧才能燃烧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接方法
焊条电弧焊 埋弧焊 钨极氩弧焊 熔化极氩弧焊 CO2气体保护焊 等离子弧焊
电弧的静特性
平特性区 平特性区 平特性区 /上升特性区 上升特性区 上升特性区 平特性区 /上升特性区
• 弧焊电源的外特性要求
• 常见弧焊电源外特性图
• 为了保证焊接电弧稳定燃烧和焊接参数稳定,电源外特性曲线和 电弧静特性曲线必须相交。因为在交点,电源供给的电压和电流 与电弧稳定燃烧所需要的电压和电流相等,电弧才能燃烧。
弧焊电源的外特性
• 电弧的静特性
• 定义:在电极材料、气体介质和弧长一定的情况下,电弧稳定燃 烧时,焊接电流与电弧电压变化的关系
• 电弧的静特性曲线
• 电弧静特性曲线分区
• ab段 下降特性区 I U
• bC段 平特性区
IU
• CD段 上升特性区 I U
• 不同的焊接方法在一定的条件下,其静特性只是曲线 的某一区域
• 不同焊接方法对弧焊电源的外特性有不同的要求
• 不同下降度的弧焊电源外特性曲线对焊 接电流的影响
• 1.陡降外特性曲线 • 2.缓降外特性曲线
焊接方法 焊条电弧焊 埋弧焊
电弧静特性 平特性区 平特性区
钨极氩弧焊
平特性区 /上升特性区
ቤተ መጻሕፍቲ ባይዱ
熔化极氩弧焊 上升特性区
CO2气体保护焊 上升特性区
等离子弧焊
平特性区 /上升特性区
焊接电源外特性 陡降外特性 缓降(等速送丝)/陡降外特 性(变速送丝) 陡降外特性
平/下降外特性 平外特性
陡降外特性