常用电焊机技术参数
BX1-500交流弧焊机操作规程
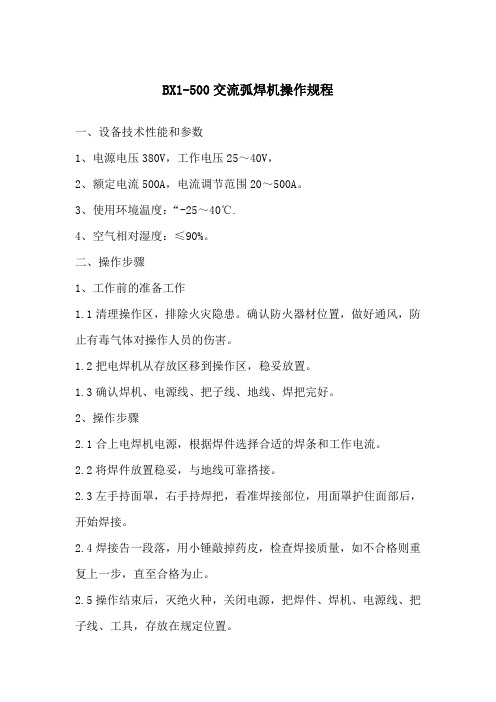
BX1-500交流弧焊机操作规程一、设备技术性能和参数1、电源电压380V,工作电压25~40V,2、额定电流500A,电流调节范围20~500A。
3、使用环境温度:“-25~40℃.4、空气相对湿度:≤90%。
二、操作步骤1、工作前的准备工作1.1清理操作区,排除火灾隐患。
确认防火器材位置,做好通风,防止有毒气体对操作人员的伤害。
1.2把电焊机从存放区移到操作区,稳妥放置。
1.3确认焊机、电源线、把子线、地线、焊把完好。
2、操作步骤2.1合上电焊机电源,根据焊件选择合适的焊条和工作电流。
2.2将焊件放置稳妥,与地线可靠搭接。
2.3左手持面罩,右手持焊把,看准焊接部位,用面罩护住面部后,开始焊接。
2.4焊接告一段落,用小锤敲掉药皮,检查焊接质量,如不合格则重复上一步,直至合格为止。
2.5操作结束后,灭绝火种,关闭电源,把焊件、焊机、电源线、把子线、工具,存放在规定位置。
2.6清洁操作区。
三、紧急情况处理1、操作过程中,如发生伤人事故,要立即停止操作,断掉焊机电源,呼叫工友救援。
2、操作过程中,如火花引燃其他物品,要立即停止操作,断电、扑火,呼叫工友救援。
四、注意事项1.焊机三相进线连接必须牢靠,如有任一相断开,焊机运行就不正常。
2.安装进线时,必须用40A熔断丝,不准用铜线或铝线代替。
3.焊机与电缆的接头处必须拧紧,否则接触不良可能将接线板烧坏。
4.调节旋钮要轻轻旋动,到两端限位处不准使劲再旋。
5.控制箱内各电位器在出厂时已调试完毕,非特殊需要不准随便旋动。
6.严禁在无规定通风下进行焊接工作。
五、故障查询及排除1.焊条容易粘工件。
1.1适当调大焊接电流1.2检查焊条有无药皮脱落或潮湿现象。
2.箱壳漏电2.1电源线碰到箱壳,应立即消除。
2.2变压器、电抗器电源、开关及其他电器元件或接线碰箱壳,应检查消除。
2.3未接接地线或接触不良,应接好地线。
天津七所WDN100固定式电焊机参数
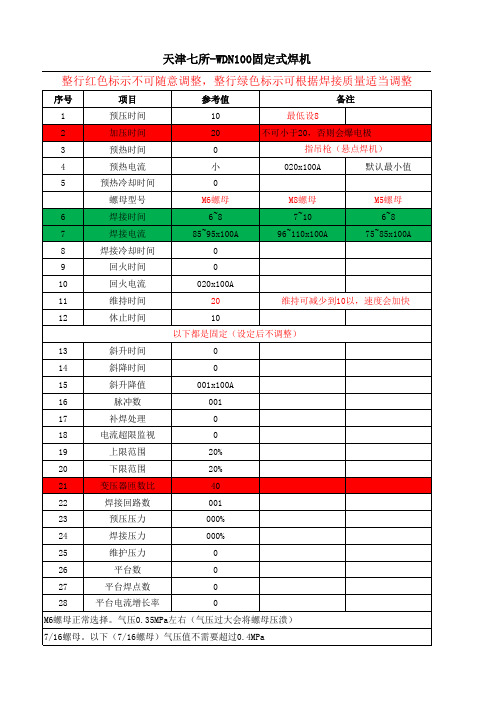
M6螺母正常选择。气压0.35MPa左右(气压过大会将螺母压溃) 7/16螺母。ቤተ መጻሕፍቲ ባይዱ下(7/16螺母)气压值不需要超过0.4MPa
天津七所-WDN100固定式焊机 整行红色标示不可随意调整,整行绿色标示可根据焊接质量适当调整
序号 1 2 3 4 5 项目 预压时间 加压时间 预热时间 预热电流 预热冷却时间 螺母型号 6 7 8 9 10 11 12 焊接时间 焊接电流 焊接冷却时间 回火时间 回火电流 维持时间 休止时间 参考值 10 20 0 小 0 M6螺母 6~8 85~95x100A 0 0 020x100A 20 10 以下都是固定(设定后不调整) 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 斜升时间 斜降时间 斜升降值 脉冲数 补焊处理 电流超限监视 上限范围 下限范围 变压器匝数比 焊接回路数 预压压力 焊接压力 维护压力 平台数 平台焊点数 平台电流增长率 0 0 001x100A 001 0 0 20% 20% 40 001 000% 000% 0 0 0 0 固定 维持可减少到10以,速度会加快 M8螺母 7~10 96~110x100A M5螺母 6~8 75~85x100A 最低设8 不可小于20,否则会爆电极 指吊枪(悬点焊机) 020x100A 默认最小值 备注
直流电焊机技术操作规程

直流电焊机技术操作规程直流电焊机技术操作规程 1(使用范围本焊机可用于直径2.0-7。
0毫米焊条~进行各种金属结构或金属零件的焊接~使用小电流可进行薄板结构焊接。
2(对操作人员资格的要求2(1操作人员必须经过安全与技术的培训~并经考试合格后持证上岗.2(2熟悉触电急救法和人工呼吸法。
2(3操作人员应身体健康~作业时穿戴符合专业防护要求的劳动保护用品。
3(对工作环境的要求3(1焊机外壳良好接地~接地电阻不大于4欧姆~接地线固定螺栓直径不小于8毫米。
3(2电焊机不允许在周围空气温度超过+40?、相对温度超过85%,25?)的条件下工作~使用场所应无严重影响电焊机绝缘性能和引起腐蚀的工业气体、蒸气、盐雾、霉菌、灰尘和其它易燃易爆物品. 3(4焊接作业场所应有良好的照明。
3(5不宜在雨、雪及大风天气进行露天焊接.如确实需要~应采用遮蔽、防止触电和防止火花飞溅的措施。
3(6在充气设备运行的区进行焊接工作~必须先测量空气中的含氢1量~低于0。
4%方可进行。
4(本机常用技术参数:空载电压: 50—80伏额定工作电压 : 30伏,额定焊接电液: 320安,焊接电流调节范围:焊接电流调节范围45—320安 5(焊机操作程序5(1对新电焊机必须检查焊机各部是否有损坏, 5(2对新焊机或长期搁置未使用的焊机~在使用前必须测量绝缘电阻~其绝缘电阻值不低于0.5兆欧~否则焊机必须干燥. 5(3检查焊机接线的可靠性和正确性。
5(4接上调节器~按下电源按钮。
5(5夹上焊条进行作业~并根据焊接情况调节电流大小。
5(6电流粗调、细调手轮及指针于适当的位置。
5(7确保两电缆线之尾不互相碰接~手工焊时电焊钳不能与工件表面相碰。
5(8检查发电机电刷与换向器的情况~对于新焊机必须用弹性的纸垫于电刷下面~用清洁麻布沾以汽油将换向器轻轻揩清。
5(9作业完毕后切断电源~拆除二次线、焊把和调节器。
5(10弧焊发电机外壳未经可靠接地严禁使用。
直流电焊机技术操作规程

直流电焊机技术操作规程1.使用范围本焊机可用于直径2.0—7.0毫米焊条,进行各种金属结构或金属零件的焊接,使用小电流可进行薄板结构焊接。
2.对操作人员资格的要求2.1操作人员必须经过安全与技术的培训,并经考试合格后持证上岗。
2.2熟悉触电急救法和人工呼吸法。
2.3操作人员应身体健康,作业时穿戴符合专业防护要求的劳动保护用品。
3.对工作环境的要求3.1焊机外壳良好接地,接地电阻不大于4欧姆,接地线固定螺栓直径不小于8毫米。
3.2电焊机不允许在周围空气温度超过+40℃、相对温度超过85%(25℃)的条件下工作,使用场所应无严重影响电焊机绝缘性能和引起腐蚀的工业气体、蒸气、盐雾、霉菌、灰尘和其它易燃易爆物品。
3.4焊接作业场所应有良好的照明。
3.5不宜在雨、雪及大风天气进行露天焊接。
如确实需要,应采用遮蔽、防止触电和防止火花飞溅的措施。
3.6在充气设备运行的区进行焊接工作,必须先测量空气中的含氢量,低于0.4%方可进行。
4.本机常用技术参数:空载电压:50—80伏额定工作电压:30伏;额定焊接电液:320安;焊接电流调节范围:焊接电流调节范围45—320安5.焊机操作程序5.1对新电焊机必须检查焊机各部是否有损坏;5.2对新焊机或长期搁置未使用的焊机,在使用前必须测量绝缘电阻,其绝缘电阻值不低于0.5兆欧,否则焊机必须干燥。
5.3检查焊机接线的可靠性和正确性。
5.4接上调节器,按下电源按钮。
5.5夹上焊条进行作业,并根据焊接情况调节电流大小。
5.6电流粗调、细调手轮及指针于适当的位置。
5.7确保两电缆线之尾不互相碰接,手工焊时电焊钳不能与工件表面相碰。
5.8检查发电机电刷与换向器的情况,对于新焊机必须用弹性的纸垫于电刷下面,用清洁麻布沾以汽油将换向器轻轻揩清。
5.9作业完毕后切断电源,拆除二次线、焊把和调节器。
5.10弧焊发电机外壳未经可靠接地严禁使用。
5.11弧焊发电机启动后检查旋转方向是否正确,待启动过程结束后才能结成三角行运转。
HC500D,350D说明书020214 (1)
图 1 CO2 气体保护焊连接示意图
四 安装和连接(续)
-6-
-
IGBT逆变式多功能焊机
异常 手工焊 气保焊
控制
焊接
收弧有 检气
收弧无
电流显示
送丝机
软
(引弧电流) (电流调节) (推力调节)
弧特性
硬
收弧电流
电压显示
R
+
汉神
收弧电压
碱性焊条时:
目录
一 特点…………………………………………………………………2 二 安全方面注意事项………………………………………………3 三 技术参数……………………………………………………4 四 安装和连接………………………………………………………5 五 功能介绍……………………………………………9 六 操 作………………………………………………………………12 七 日常维护与检修…………………………………………………16 八 电路图………………………………………………………18
2
风机
对机内发热器件进行冷却
3
加热保险丝 (8A)
当加热减压流量计发生短路时,该保险丝熔断,保护控制变压器
4
加热电源输出插 座
为加热减压流量计提供 36V 加热电源(不可以他用,否则后果自负)
5
电源开关
此开关的作用主要是在焊机过载或发生故障时自动断电,以保护焊机,一般 情况下,此开关向上扳至接通,起闭合或切断输入电源作用
郑重声明:
请务必仔细阅读本手册之后,才能进行工作。 1、 本手册如有变更,恕不另行通知。 2、 本手册内容虽经认真核对,但仍可能有不准之处,如
14种设备技术参数

14种设备技术参数周聚天下管理1、铜焊机 TZTH-75 变压器器⾝主要技术参数:产品型号:TH-315/400/500额定输⼊电压:3~380V 50/60Hz额定输出容量:315A-32.6V输出空载电压:55V~80V输出电流:30-315 A电弧⼒:1-10 A/ms输出电压:10-34 V操作⽅式:2T,4T收弧电流:30-315 A收弧电压:10-34 V负载持续率:60%功率因数COS :≥0.85效率:85%外形尺⼨:510X255X540 mm净重:25KG参数存储区:30个铜焊机优势:1、成型美观,焊后⾦黄亮丽;2、效率⾼,焊⼀个点的时间是o.o5秒;3、电流输出的⼤⼩、时间以及间隔时间任意可调,热影响最低,效果最佳;4、设备重量25kg,灵活⽅便;5、焊点⼤⼩可控,焊后不⽤处理;6、维护费⽤低,可以忽略不计;7、操作简单,⽅便易学,⽆需专业⼈员,⼤⼤降低⼯资成本。
2、CO2焊机NB-350性能与特点1、采⽤国际领先的软开关逆变技术,有效延长整机使⽤寿命;2、双IGBT模块,器件性能、参数⼀致性好,⼯作可靠性⾼;3、关键控制部件采⽤“三防”处理⼯艺,加强对潮湿、盐雾、粉尘的防护;4、起弧、推⼒电流连续可调,有效解决粘焊条,断弧现象,能适应不同焊接⼯艺要求;5、具有⽋压、过压、过流、过热等保护功能、整机可靠性⾼;6、外形简洁灵动,⼩巧灵便,经济耐⽤。
CO2⽓体保护焊操作规范1 焊前准备1.1 检查焊接电流:在等速送丝下使⽤平硬特性直流电源,极性采⽤直流反接。
1.2 检查送丝系统:推丝式送丝机构要求送丝软管不宜过长(2-4m之间),确保送丝⽆阻。
1.3 检查焊枪:检查导电咀是否磨损,若超标则更换。
出⽓孔是否出⽓通畅。
1.4 检查供⽓系统:预热器、⼲燥器、减压器及流量计是否⼯作正常,电磁⽓阀是否灵活可靠。
1.5 检查焊材:检查焊丝,确保外表光洁,⽆锈迹、油污和磨损。
检查CO2⽓体纯度(应⼤于99.5%,含⽔量和含氮量均不超过0.1%),压⼒降⾄0.98MPa时,禁⽌使⽤。
点焊机的技术参数
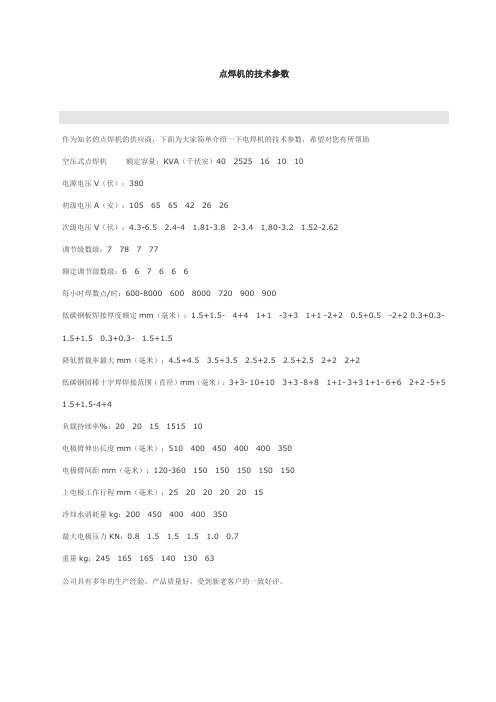
点焊机的技术参数
作为知名的点焊机的供应商,下面为大家简单介绍一下电焊机的技术参数,希望对您有所帮助
空压式点焊机额定容量:KVA(千伏安)402525161010
电源电压V(伏):380
初级电压A(安):105 6565422626
次级电压V(伏):4.3-6.5 2.4-4 1.81-3.82-3.4 1.80-3.2 1.52-2.62
调节级数级:778777
额定调节级数级:66766 6
每小时焊数点/时:600-80006008000720900900
低碳钢板焊接厚度额定mm(毫米):1.5+1.5- 4+4 1+1 -3+3 1+1 -2+20.5+0.5 -2+2 0.3+0.3- 1.5+1.5 0.3+0.3- 1.5+1.5
降低暂载率最大mm(毫米):4.5+4.5 3.5+3.5 2.5+2.5 2.5+2.52+22+2
低碳钢园棒十字焊焊接范围(直径)mm(毫米):3+3- 10+103+3 -8+81+1- 3+3 1+1- 6+62+2 -5+5 1.5+1.5-4+4
负载持续率%:202015151510
电极臂伸出长度mm(毫米):510400450400400350
电极臂间距mm(毫米):120-360150150150150150
上电极工作行程mm(毫米):252020202015
冷却水消耗量kg:200450400400350
最大电极压力KN:0.8 1.5 1.5 1.5 1.00.7
重量kg:24516516514013063
公司具有多年的生产经验,产品质量好,受到新老客户的一致好评。
电焊机的空载电流和短路电流与额定电流的倍数

电焊机的空载电流、短路电流与额定电流的倍数是电焊过程中非常重要的参数,它们直接影响着焊接质量和稳定性。
在本文中,我们将深入探讨这些参数的含义和关系,以帮助读者更好地理解电焊机的工作原理和性能特点。
1. 空载电流是指在电焊机未进行焊接操作时所消耗的电流。
通常情况下,空载电流会比较小,它主要用于维持电弧和保持焊条或焊丝的熔化状态。
空载电流的大小可以反映出电焊机的能耗和稳定性,一般情况下,空载电流越小,电焊机的能效越高,工作稳定性也越好。
2. 短路电流则是在焊接过程中出现的电流峰值。
当焊条或者焊丝接触到工件表面时,由于瞬间的电弧放电,会产生瞬时的短路电流。
短路电流的大小取决于电流控制系统的参数和焊接工艺的设定,它直接影响着焊接的熔深和焊缝的质量。
一般来说,短路电流越大,焊接过程中熔化的金属量就越多,焊缝也会更加牢固。
3. 额定电流是指电焊机在正常工作状态下所达到的最大电流数值。
电焊机的额定电流是根据其设计和制造特性来确定的,它是电焊机性能的一个重要指标。
额定电流的大小直接决定了电焊机的焊接能力和适用范围,一般来说,额定电流越大,电焊机可以焊接的工件厚度范围也就越广。
在实际应用中,空载电流、短路电流和额定电流之间存在着一定的倍数关系。
这种倍数关系可以反映出电焊机在不同工作状态下的性能特点,也为焊接工艺的优化提供了重要参考信息。
一个优秀的电焊机在空载时的电流较小,短路时能够产生较大的瞬时电流,而且在正常工作时能够稳定地输出额定电流,这些都是一个电焊机性能优秀的体现。
总结回顾:通过深入探讨空载电流、短路电流和额定电流的关系,我们可以更清晰地理解电焊机的工作原理和性能特点。
在实际使用电焊机进行焊接时,我们可以根据这些参数的特点来合理调整焊接工艺,以获得更好的焊接效果。
作为一名电焊专业人士,对于电焊机性能的理解和掌握也是至关重要的。
个人观点:作为一名热爱焊接技术的人士,我认为对于空载电流、短路电流和额定电流这些参数的深入理解,可以帮助我们更好地掌握焊接工艺,提高焊接质量和效率。