湿法脱硫设计
烧结机湿法脱硫的设计优化
烧结机湿法脱硫的设计优化【摘要】本文主要通过在烧结机湿法脱硫中的一些技术优化,探讨和分析湿法脱硫在烧结机应用。
【关键词】湿法脱硫;烧结机1.项目概况该钢厂360m2烧结机烟气脱硫工程采用石灰石—石膏湿法脱硫工艺,脱硫率不小于94%。
脱硫系统建成后与机组一起运行,年运行小时数为8000小时,fgd装置与烧结机同步运行率大于98%。
工程计划于2011年6月开工建设,2012年3月完成72小时试运行。
1.1烟气脱硫装置(以下简称fgd)入口烟气参数主抽风机额定风量18000m3/min(单台,烟气温度150℃);主抽风机出口压力500pa;年运行作业率≥90.41%。
2.烧结机脱硫应用情况简介湿法烧结烟气脱硫技术目前工业化应用的主要有9种,除了石灰石-石膏法、气喷旋冲石灰石-石膏法、硫酸铵盐湿法、氨-硫铵法、mgo法、离子液循环法、双碱法-浓碱法、有机胺法、海水脱硫法。
钢铁行业烧结工艺的生产过程、燃烧方式、烟气产生方式与电厂及其他行业的煤粉锅炉不同,主要原因是我国钢铁行业烧结烟气成分复杂,波动性较大,具有以下特点:一是烟气量大,1吨烧结矿产生烟气4000立方米~6000立方米;二是二氧化硫浓度变化大,范围在400毫克/标准立方米到5000毫克/标准立方米之间;三是温度变化大,一般为80℃~180℃;四是流量变化大,变化幅度达到40%以上;五是水分含量大且不稳定,一般为10%~13%;六是含氧量高,一般为15%~18%;七是含有多种污染成分,除含有二氧化硫、粉尘外,还含有重金属、氮氧化物等。
这些特点都在一定程度上增加了对钢铁烧结烟气二氧化硫治理的难度。
3.该项目湿法烧结机脱硫的技术优化和创新3.1工艺方面3.1.1烟气排放采用湿烟囱项目初始阶段要求烧结机脱硫后烟气返回原有烧结烟囱。
根据现场条件,脱硫后烟气返回烟囱距离较长,烟道及支架量较大,烟气经过净烟道返回烟囱排放阻力较大,加之湿法脱硫后烟气通过原烧结烟囱排放需对烟囱进行整体防腐,工作量较大,烟囱防腐期间需要烧结机停运,给整个项目建设造成较大的影响。
湿法脱硫塔设计 Microsoft Word 文档
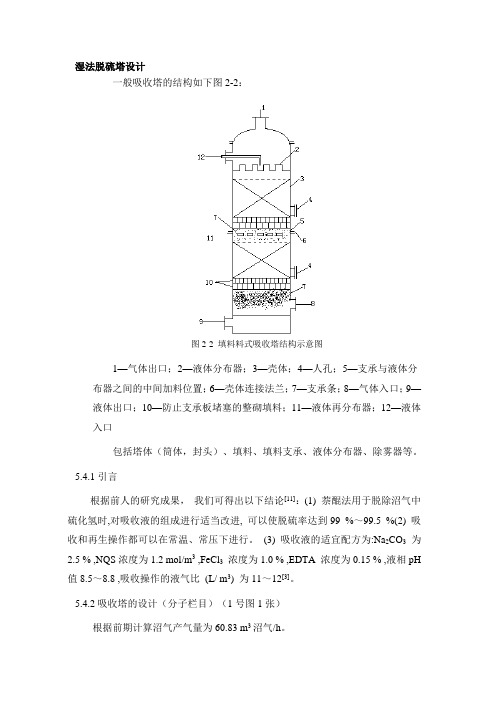
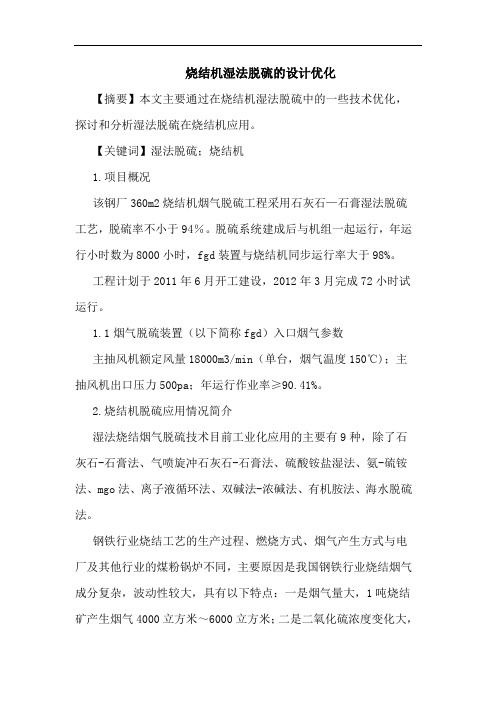
湿法脱硫塔设计一般吸收塔的结构如下图2-2:图2-2 填料料式吸收塔结构示意图1—气体出口;2—液体分布器;3—壳体;4—人孔;5—支承与液体分布器之间的中间加料位置;6—壳体连接法兰;7—支承条;8—气体入口;9—液体出口;10—防止支承板堵塞的整砌填料;11—液体再分布器;12—液体入口包括塔体(筒体,封头)、填料、填料支承、液体分布器、除雾器等。
5.4.1引言根据前人的研究成果,我们可得出以下结论[11]:(1) 萘醌法用于脱除沼气中硫化氢时,对吸收液的组成进行适当改进, 可以使脱硫率达到99 %~99.5 %(2) 吸收和再生操作都可以在常温、常压下进行。
(3) 吸收液的适宜配方为:Na2CO3为2.5 % ,NQS浓度为1.2 mol/m3 ,FeCl3浓度为1.0 % ,EDTA 浓度为0.15 % ,液相pH 值8.5~8.8 ,吸收操作的液气比(L/ m3) 为11~12[3]。
5.4.2吸收塔的设计(分子栏目)(1号图1张)根据前期计算沼气产气量为60.83 m3沼气/h。
设定沼气的使用是连续性的,缓冲罐设置成容纳日产气量的1/12,为121.66 m 3;吸收塔处理能力121.66 m 3沼气/h 。
在沼气成分中甲烷含量为55%~70%[12]、二氧化碳含量为28%~44%、,因此近似计算沼气的平均分子密度为1.221㎏/ m 3 ,惰性气(CH4、CO2)的平均分子量为25.8,混合气量的重量流速为8.9221.166.121⨯⨯≈1456kgf/h, 硫化氢平均含量为0.6%,回收H 2S 量为99%。
1.浓度计算硫化氢总量006.01456⨯=8.736kgf/h ,34736.8=0.257kmol/h 硫化氢吸收量 99.0736.8⨯=8.649 kgf/h ,34649.8=0.254 kmol/h 惰气量1520-8.736=1511.26 kgf/h ,8.2526.1511=58.58kmol/h 硫化氢在气相进出口的摩尔比为: Y1=58.58257.0=0.0044 Y2=58.58254.0257.0-=0.000051 硫化氢在进口吸收剂中的浓度为X 2=0设出口吸收剂中硫化氢浓度为8%,则硫化氢在出口吸收剂中的摩尔比X1=18/9217/8=0.0092 由此可计算出吸收剂的用量:00092.000051.00044.058.582121--⨯=--'='X X Y Y V L m m =27.7kmol/h=27.7*18=498.6kgf/h根据混合气的物性算得:气相重度 v γ =5.2kgf/ m 3硫化氢在气相中的扩散系数:D G =0.0089㎡/h液相重度L γ=998kgf/m 3;液相粘度L μ=7.85510-⨯kgf•s/㎡表面张力 σ=0.0066kgf/m ;溶剂在填料表面上的临界表面张力C σ=0.0034kgf/m2.塔径计算气相平均重量流率()2649.814561456-+=1451.68 kgf/h 液相平均重量流率2649.86.4986.498++=502.92 kgf/h V=u D ⨯⨯∏24(2-1)V=121.66 m 3沼气/h=0.0338 m 3沼气/s , u 取0.5m /s ;所以,代入式(2-1)中得 5.0414.366.1212⨯⨯=D 得 D=0.293m , 取D=0.3m3.填料高度计算填料高度 Z=H OG *N OG [4]传质单元数:用近似图解法求得:N OG =4.25(1)因H2S 在吸收剂中的溶解过程,可看作气膜控制过程,按传质系数公式得:()2317.03600-⎪⎪⎭⎫ ⎝⎛⎪⎪⎭⎫ ⎝⎛=ad D g g a G B aD RT k G v G G v G G γμμ(2-2)式中 B —常数,对一般填料B=5.23a —填料比表面积 G μ—气相粘度d —填料尺寸,选用25mm 金属矩鞍环v γ—气相重度D G —硫化氢在气相中的扩散系数 Gv=23.0785.0360068.1451⨯⨯=5.71kg/㎡s 7.067.081.91058.119471.5⎪⎭⎫ ⎝⎛⨯⨯⨯=⎪⎪⎭⎫ ⎝⎛-g a G G V μ=197.22 316310089.02.581.91058.136003600⎪⎪⎭⎫ ⎝⎛⨯⨯⨯⨯=⎪⎪⎭⎫ ⎝⎛-G V G D g γμ=1.06 ()()22025.0194--⨯=ad =0.0425()0425.006.122.19723.5325082.00089.019436002317.0⨯⨯⨯⨯⨯⨯=⨯⎪⎪⎭⎫ ⎝⎛⨯⎪⎪⎭⎫ ⎝⎛⨯⨯=-ad D g g a G B RT aD k G v G G V G G γμμ =3.01kmol/㎡h*at(2) G L =45.045.0785.0360092.502⨯⨯⨯=0.879 05.022-⎪⎪⎭⎫ ⎝⎛⨯⨯g a G L L γ=05.02281.9998194879.0-⎪⎪⎭⎫ ⎝⎛⨯⨯=1.741 75.0⎪⎭⎫ ⎝⎛σσc =75.00066.00034.0⎪⎭⎫ ⎝⎛=0.608,144.081.91940066.0998879.02.022.02=⎪⎪⎭⎫ ⎝⎛⨯⨯⨯=⎪⎪⎭⎫ ⎝⎛ag GL γσ 194.181.91085.7194879.01.051.0=⎪⎭⎫ ⎝⎛⨯⨯⨯=⎪⎪⎭⎫ ⎝⎛-g a G L L μw a =194{1-exp[-1.45144.0741.1194.1608.0⨯⨯⨯⨯]}=44.99832/m mKy=ky=Pk G =11.53⨯3.01=34.70kmol/㎡h8293.0785.058.582=⨯='m V kmol/㎡h ,于是得传质单元高度: 53.0998.4470.34829=⨯='=w y m OGa k V H m 填料高度: 25.225.453.0=⨯==OG OG N H Z m考虑到填料塔上方还要安装液体分布器和除雾器等设备,选取填料塔高度为4.0m 。
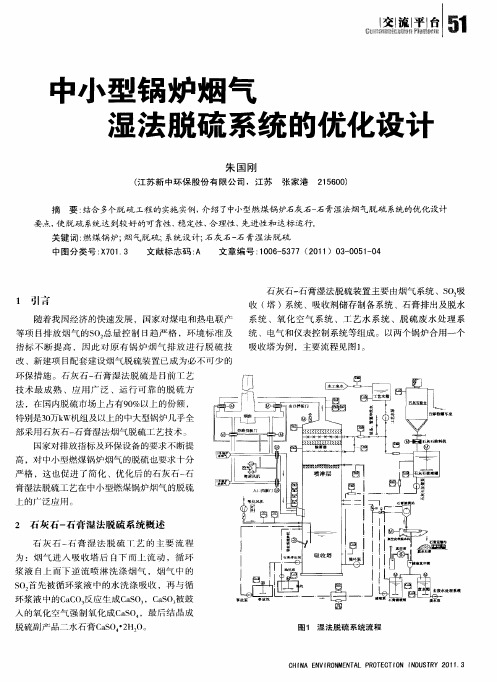
中小型锅炉烟气湿法脱硫系统的优化设计
净 烟 气 s 放 浓 度 (g m ) O排 m / 钙 硫 比 ( 定 品质 ) ( aS) 规 C/ 脱 硫 系 统 运 行 阻 力 (a) P脱硫 系统 达到较好 的可靠性 、 使 稳定性、 合理性 、 先进性和达标运行。
关键 词 : 燃煤锅 炉; 烟气脱硫; 系统设计; 石灰石一 膏湿法脱硫 石
中 图 分 类号 :7 13 X 0 . 文 献标 志 码 : A 文 章 编 号 :0 65 7 (0 1 30 5 — 4 10 - 3 7 2 1 )0 — 0 10
脱硫效率 高 、脱 硫系统实 际运行 阻力 小 、负荷适 应性强 和可调节 范同广等性能 ,可最 大程度减少
脱硫系统材料和能源消耗 ,合理控制投资规模。
321 系统 的 优 化 -. ( 1)烟 气 系统
由 于 脱 硫 系 统 的 实 际 运 行 阻 力 较 小 ( 20 a ≤10 P ),炯气 系 统 简 化 了 大 湿 法 配 置 的增 压 风机 系 统 ,运行 阻力 【锅 炉 引风机 调 节 、克 服 , } 1
燃煤含硫量 ( %) 烟 气温 度 ( ) ℃
( 4)仪 用压 缩 空气 系统
因用气量不 大 ( . ~1 m / i 05 . n),脱 硫系统不单 5 m
独设置压缩空气制备系统 ,仅在脱硫装置现场设置一个
参 数 、 指 标
压缩空气储罐 和一套过滤器 ,仪用压缩空气 由电厂主系
对 简洁 、先进 、可靠 、经济实用的中小型燃煤锅炉烟气
度 ,能 实 现 长 期 、稳 定 、可 靠 达 标 运 行 ,且 具 有
污泥处 理l艺 流程 :澄清器排泥一 污泥输送泵一板 l
脱硫脱硝技术课程设计--石灰石石膏湿法脱硫技术工艺参数设计

课程设计说明书设计题目:2×440MW石灰石/石膏湿法脱硫技术工艺参数设计课程名称:烟气脱硫与脱硝技术院(系、部):环境工程系专业:环境工程班级:姓名:起止日期:指导教师:➢设计说明:一、工艺介绍本课程设计采用的工艺为石灰石-石膏湿法全烟气脱硫工艺,吸收塔采用单回路喷淋塔工艺,含有氧化空气管道的浆池布置在吸收塔底部,氧化空气空压机(1用1备)安装独立风机房内,用以向吸收塔浆池提供足够的氧气和/或空气,以便亚硫酸钙进一步氧化成硫酸钙,形成石膏。
塔内上部烟气区设置四层喷淋。
4台吸收塔离心式循环浆泵(3运1备)每个泵对应于各自的一层喷淋层。
塔内喷淋层采用FRP管,浆液循环管道采用法兰联结的碳钢衬胶管。
喷嘴采用耐磨性能极佳的进口产品。
吸收塔循环泵将净化浆液输送到喷嘴,通过喷嘴将浆液细密地喷淋到烟气区。
从锅炉来的100%原烟气中所含的SO2通过石灰石浆液的吸收在吸收塔内进行脱硫反应,生成的亚硫酸钙悬浮颗粒通过强制氧化在吸收塔浆池中生成石膏颗粒。
其他同样有害的物质如飞灰,SO3,HCI和HF大部分含量也得到去除。
吸收塔内置两级除雾器,烟气在含液滴量低于100mg/Nm3(干态)。
除雾器的冲洗由程序控制,冲洗方式为脉冲式。
石膏浆液通过石膏排出泵(1用1备)从吸收塔浆液池抽出,输送至至石膏浆液缓冲箱,经过石膏旋流站一级脱水后的底流石膏浆液其含水率约为50%左右,直接送至真空皮带过滤机进行过滤脱水。
溢流含3~5%的细小固体微粒在重力作用下流入滤液箱,最终返回到吸收塔。
旋流器的溢流被输送到废水旋流站进一步分离处理。
石膏被脱水后含水量降到10%以下。
在第二级脱水系统中还对石膏滤饼进行冲洗以去除氯化物,保证成品石膏中氯化物含量低于100ppm,以保证生成石膏板或用作生产水泥填加料(掺合物)优质原料(石膏处理系统共用)。
二、课程设计的目的通过课题设计进一步巩固本课程所学的内容,培养学生运用所学理论知识进行湿法烟气脱硫设计的初步能力,使所学的知识系统化。
湿法填料式吸收塔脱硫塔设计
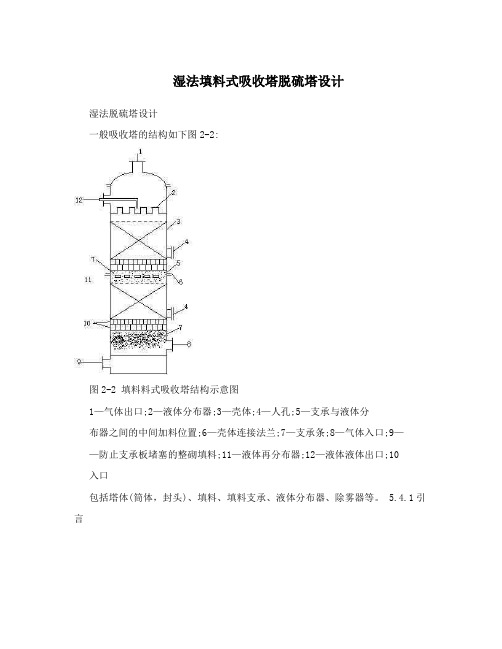
湿法填料式吸收塔脱硫塔设计湿法脱硫塔设计一般吸收塔的结构如下图2-2:图2-2 填料料式吸收塔结构示意图1—气体出口;2—液体分布器;3—壳体;4—人孔;5—支承与液体分布器之间的中间加料位置;6—壳体连接法兰;7—支承条;8—气体入口;9——防止支承板堵塞的整砌填料;11—液体再分布器;12—液体液体出口;10入口包括塔体(筒体,封头)、填料、填料支承、液体分布器、除雾器等。
5.4.1引言[11]根据前人的研究成果,我们可得出以下结论:(1) 萘醌法用于脱除沼气中硫化氢时,对吸收液的组成进行适当改进, 可以使脱硫率达到99 %,99.5 %(2) 吸收和再生操作都可以在常温、常压下进行。
(3) 吸收液的适宜配方为:NaCO 为2332.5 % ,NQS浓度为1.2 mol/m ,FeCl 浓度为1.0 % ,EDTA 浓度为0.15 % ,液相pH 33[3]值8.5,8.8 ,吸收操作的液气比 (L/ m) 为11,12。
5.4.2吸收塔的设计(分子栏目)(1号图1张)3根据前期计算沼气产气量为60.83 m沼气/h。
3设定沼气的使用是连续性的,缓冲罐设置成容纳日产气量的1/12,为121.66 m;3吸收塔处理能力121.66 m沼气/h。
[12]在沼气成分中甲烷含量为55%,70%、二氧化碳含量为28%,44%、,因3 此近似计算沼气的平均分子密度为1.221?/ m,惰性气(CH4、CO2)的平均分子量为25.8,混合气量的重量流速为?1456kgf/h, 硫化氢平121.66,1.221,9.8均含量为0.6%,回收H2S量为99,。
1.浓度计算硫化氢总量8.736=8.736kgf/h,=0.257kmol/h 1456,0.00634硫化氢吸收量8.649=8.649 kgf/h,=0.254 kmol/h 8.736,0.9934惰气量1511.261520-8.736=1511.26 kgf/h,=58.58kmol/h 25.8硫化氢在气相进出口的摩尔比为:0.257Y1==0.0044 58.580.257,0.254Y2==0.000051 58.58硫化氢在进口吸收剂中的浓度为X2=0 设出口吸收剂中硫化氢浓度为8,, 8/17则硫化氢在出口吸收剂中的摩尔比X1==0.0092 92/18由此可计算出吸收剂的用量:Y,Y0.0044,0.0005112,,L,V,58.58,=27.7kmol/h=27.7*18=498.6mmX,X0.0092,012kgf/h,3 v根据混合气的物性算得:气相重度 =5.2kgf/ m 硫化氢在气相中的扩散系数:DG=0.0089?/h3液相重度,=998kgf/m; L,5液相粘度,=7.85kgf•s/? ,10L,表面张力 =0.0066kgf/m;,溶剂在填料表面上的临界表面张力=0.0034kgf/m C2.塔径计算气相平均重量流率1456,1456,8.649,,=1451.68 kgf/h 2液相平均重量流率498.6,498.6,8.649=502.92 kgf/h 2,2V= ,D,u4(2-1)33V=121.66 m沼气/h=0.0338 m沼气/s , u取0.5m,s; 所以,代入式(2-1)中得3.142121.66,,D,0.5 4得 D=0.293m , 取D=0.3m 3.填料高度计算[4] 填料高度 Z=HOG*NOG传质单元数:用近似图解法求得:NOG=4.25 (1)因H2S在吸收剂中的溶解过程,可看作气膜控制过程,按传质系数公式得:10.73,,,,,kRTGg3600,2GvG,,,, ,,,Bad,,,,,,aDagDGGvG,,,,(2-2)式中 B—常数,对一般填料B=5.23a—填料比表面积,—气相粘度 Gd—填料尺寸,选用25mm金属矩鞍环,—气相重度 vDG—硫化氢在气相中的扩散系数1451.68Gv==5.71kg/?s 23600,0.785,0.30.70.7,,G5.71,,V,,,=197.22 ,,,6,,a,g194,1.58,10,9.81,,G,,11,633,,,,,3600g3600,1.58,10,9.81G,,,,=1.06 ,,,,,,D5.2,0.0089,,,,VG,2,2,,,,ad,194,0.025=0.042510.73,,,,,aDG3600g194,0.0089,2GVG,,,,,,k,,B,,,ad,,5.23,197.22,1.06,0.0425G,,,,,,RTagD0.082,325GvG,,,,=3.01kmol/?h*at502.92(2) GL==0.879 3600,0.785,0.45,0.45,0.05,0.0522,,,,G,a0.879194,L,,,,==1.741 22,,,,9989.81,,,g,,L,,0.750.75,0.0034c,,,,==0.608, ,,,,,0.0066,,,,0.20.222,,,,GL0.879,,,, ,,0.144,,,,,,ag998,0.0066,194,9.81,,,,0.10.1,,G0.879,,L,,,,1.194 ,,,5,,a,g194,7.85,10,9.81,,L,,a=194{1-exp[-1.45]} ,0.608,1.194,1.741,0.144w23=44.998 m/m,Ky=ky=Pk3.01=34.70kmol/?h G=11.5358.58, kmol/?h ,于是得传质单元高度: V,,829m20.785,0.3,V829m m H,,,0.53OGka34.70,44.998yw填料高度:Z,HN,0.53,4.25,2.25 m OGOG考虑到填料塔上方还要安装液体分布器和除雾器等设备,选取填料塔高度为4.0m。
烟气脱硫脱硝除尘工程经验总结--湿法脱硫工艺及设计

工程经验笔记(废气治理篇)2020年12月编制目录第6章湿法脱硫工艺及设计 (3)1. 基本常识 (3)2. 湿式脱硫常用工艺 (5)2.1 湿式钙法脱硫 (5)2.2 电石渣脱硫 (7)2.3 氨法脱硫 (8)2.4 镁法脱硫 (10)2.5 钠碱法 (11)3. 设备选型及设计 (11)3.1 风机 (11)3.2 浆液制备及供给系统 (12)3.3 吸收及循环系统 (14)3.4 副产物后处理系统 (23)3.5 滤液及地坑系统 (24)3.6 工艺水系统 (25)3.7 电气及仪控 (25)3.8 管路及管口 (25)4. 湿式磨机相关知识 (27)5. 物料消耗 (28)6. 工艺流程图 (28)7. 湿烟囱相关 (31)8. 工程案例及相关问题 (31)8.1 案例一 (31)8.2 案例二 (34)第6章湿法脱硫工艺及设计1. 基本常识(1)酸雨的形成及其危害1)由于CO2是排放,天然降水的本底pH值是5.65,一般将pH值小于5.6的降水称为酸雨。
2)SO2湿沉降有三条途径:①SO2经液相氧化反应生成SO42-,被降水洗脱降到地面;②SO2经气相氧化并与水汽反应生成SO42-,被降水洗脱降到地面;③气态的SO2被降水吸收,生成HSO3-降到地面。
(2)浆液中氯浓度的控制原则不能过高。
氯离子浓度的增高会带来两个不利的影响:(1)降低了吸收液的pH 值,增大SO2的吸收阻力,从而引起脱硫效率的下降和CaSO4结垢倾向的增大;同时,pH值过低会腐蚀设备。
(2)在生产商用石膏的回收工艺中,对副产品石膏的杂质含量有一定的要求,氯离子浓度过高将影响石膏的品质。
一般控制吸收液中氯离子含量低于20000~70000ppm(20~70g/L)。
我国近年建成的湿法石灰石FGD系统一般规定反应罐浆液Cl-浓度的设计者不超20g/L。
FGD 装置的废水主要来自石膏脱水系统的旋流溢流液、真空皮带机的滤液或冲洗水。
湿法脱硫液气比计算及脱硫塔整体设计计算

8L/m 3 -25 L/m 3 之间 [5] ,根据相关文献资料可知液气比选择 12.2 L/m 3 是最佳的数
值[5][6]。
烟气速度是另外一个因素,烟气速度增大,气体液体两相截面湍流加强,气 体膜厚度减少,传质速率系数增大,烟气速度增大回减缓液滴下降的速度,使得 体积有效传质面积增大,从而降低塔高。但是,烟气速度增大,烟气停留时间缩 短,要求增大塔高,使得其对塔高的降低作用削弱。
(1) 喷淋塔吸收区高度设计(一)
达到一定的吸收目标需要一定的塔高。通常烟气中的二氧化硫浓度比较低。 吸收区高度的理论计算式为
h=H0×NTU
(1)
其中:H0 为传质单元高度:H0=Gm/(kya)(ka 为污染物气相摩尔差推动力的总 传质系数,a 为塔内单位体积中有效的传质面积。)
NTU 为传质单元数,近似数值为 NTU=(y1-y2)/ △ym,即气相总的浓 度变化除于平均推动力△ym=(△y1-△y2)/ln(△y1/△y2)(NTU 是表征吸收困难程 度的量,NTU 越大,则达到吸收目标所需要的塔高随之增大。
烟气脱硫工艺主要设备吸收塔设计和选型
4.1 吸收塔的设计
吸收塔是脱硫装置的核心,是利用石灰石和亚硫酸钙来脱去烟气中二氧化硫 气体的主要设备,要保证较高的脱硫效率,必须对吸收塔系统进行详细的计算, 包括吸收塔的尺寸设计,塔内喷嘴的配置,吸收塔底部搅拌装置的形式的选择、 吸收塔材料的选择以及配套结构的选择(包括法兰、人孔等)。
4.1.1 吸收塔的直径和喷淋塔高度设计
本脱硫工艺选用的吸收塔为喷淋塔,喷淋塔的尺寸设计包括喷淋塔的高度设 计、喷淋塔的直径设计
4.1.1.1 喷淋塔的高度设计 喷淋塔的高度由三大部分组成,即喷淋塔吸收区 高度、喷淋塔浆液池高度和喷淋塔除雾区高度。但是吸收区高度是最主要的,计 算过程也最复杂,次部分高度设计需将许多的影响因素考虑在内。而计算喷淋塔 吸收区高度主要有两种方法:
石灰石(石灰)湿法脱硫技术
石灰石(石灰)湿法脱硫技术湿法脱硫中所应用的脱硫系统位于烟道的末端,脱硫过程中的反应温度低于露点,因此,脱硫后的烟气需要进行加热处理才能排出。
由于脱硫过程中的反应类型为气液反应,其脱硫效率和所用脱硫添加剂的使用效率均较高,因此,在许多大型燃煤电站中都已建成使用。
一、石灰石(石灰)湿法脱硫技术概述根据最新的技术统计资料显示,到目前为止投入使用的脱硫技术种类已经超过200种,在形式多样的脱硫技术中,湿法脱硫技术是应用范围最广、脱硫效率最高的一种应用技术,占脱硫设备总装机量的80%以上,始终占据着脱硫技术领域的主导地位。
石灰石(石灰)湿法脱硫技术作为最成熟的一种脱硫技术,其脱硫效率可到90%以上,成为效果最显著的脱硫方法。
石灰石(石灰)湿法脱硫技术经过几十年的发展,已被应用于600MW 烟气单塔的烟气处理系统中,脱硫剂的利用效率基本稳定在95%以上,反应过程所消耗的电能不足电厂出力的1.5%,与十多年前的脱硫系统相比,在脱硫成本轻微上升的条件下脱硫效果却得到了质的飞跃。
二、石灰石(石灰)湿法脱硫技术的应用原理(一)工艺流程石灰石(石灰)湿法脱硫技术的基本过程是:烟气经锅炉排出后进入除尘器,之后进入脱硫塔,脱硫塔内的石灰石浆液与烟气中的SO2进行气液反应,生成CaCO3和CaCO4。
在反应之后的浆液中充入氧气,可将CaCO3氧化成CaCO4和石膏,石膏经脱水处理后可作为脱硫反应的副产品被回收利用。
工业实践中采用最多的脱硫塔方式是单塔,在单塔中可完成脱硫反应的全过程,脱硫成本和运行费用也更低。
(二)反应过程烟气中的SO2在脱硫塔内的反应过程可用下面两个方程表示,其中,第二个反应过程中生产的CaSO3会被烟气中的氧气氧化生成CaSO4,形成副产品被回收利用。
SO2+CaCO3—CaSO3+CO2 石灰石浆液(1)SO2+Ca(OH)2—CaSO3+H2O 石灰浆液(2)(三)脱硫效率脱硫效率受到诸多因素的影响,其中,脱硫塔中的pH值对脱硫效率会产生较大的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
湿法脱硫设计
Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】
1、前言
众所周知,脱硫是合成氨生产中原料气净化的重要工艺环节。
目前我国大多数合成氨厂均以无烟煤为原料。
一方面随着优质低硫无烟煤的价格不断上涨,供应紧张。
而另一方面,碳铵市场又日渐萎缩,效益下滑,举步维坚。
为了适应市场竟争及追求较佳的经济效益,众多小氮肥企业纷纷对原料路线进行适当的调整。
不断地扩能改造开发新产品使其产品多样化,才不至于在市场竟争中遭到淘汰。
鉴于此,安微某公司,在3000吨合成氨装置的基础上,合成氨生产装置经过了扩能及联产甲醇的改造。
经过不断地发展,目前已具备了年产6万吨氨醇的生产能力。
产品由单一的生产碳铵走向了生产碳铵、甲醇、液氨并举之路。
企业经济效益得以大幅提高。
但是半水煤气脱硫装置存在的问题未得到根本的解决,以及没有变换气脱硫装置。
造成了精脱硫装置的活性炭、水解剂以及甲醇催化剂的寿命很短,费用高。
并且严重制约了生产的长周期稳定运行。
2006年8月,公司联系长春东狮科贸实业有限公司,决定共同对其脱硫系统进行彻底的改造,经过改造,888湿式氧化法脱硫装置投运后,取得了明显的效果,为联醇装置的稳定生产奠定了基础。
2、原脱硫装置的运行状况及存在的问题
2.1工艺落后,设备陈旧,污染环境。
原半水煤气脱硫采用氨水中和法,没有再生系统,脱硫用氨水在Φ2400喷淋塔内循环吸收H2S,达到饱和后随即排放,造成环境污染。
且设备操作弹性小,只能适应半水煤气入口H2S含量0.4~0.6g/Nm3的脱硫。
否则半脱出口H2S含量将严重超指标。
2.2氨损失大,且不能适应掺烧高硫煤的要求。
氨水中和H2S的反应方程式为:
NH4OH+H2S→NH4HS+H2O
按反应式,理论上每吸收1kgH2S需要耗NH3量为:(35/34)(17/35)=0.5kg。
则每天氨损失为:170×3300×(1.0-0.2)×0.5=224.4kg。
饱和了H2S的氨水直接排放,已遭到环保部门的查处。
在半水煤气中H2S含量达到1.0 g/Nm3时,则半脱出口H2S含量达到0.4~0.5g/Nm3,超指标严重。
2.3由于没有变换气脱硫,造成精脱硫及甲醇催化剂寿命很短。
由于没有变换气脱硫装置,脱碳出口H2S含量一般在20mg/Nm3左右。
致使精脱硫负荷重,H2S时常穿透精脱硫床层,出口总硫含量高。
导致甲醇催化剂寿命很短,不足三个月便报废,成本高。
3.脱硫系统的改造思路及新技术的运用
3.1脱硫系统的改造思路是将半水煤气脱硫由氨水中和法改造为以Na2CO3水溶液为吸收剂,以东狮牌888为脱硫催化剂的888湿式氧化法脱硫。
考
虑到要压缩改造开支,减少投资,尽量利用原有旧设备,来达到降低改造费用的目地。
将原有Φ2400×15000的喷淋脱硫塔改为冷却塔,新建一个填料脱硫塔,配套新建一个氧化再生槽。
3.2新建一套变换气脱硫系统,变脱塔利用一台闲置的Φ1800×22000脱碳塔及一台闲置的Φ1800×24000的饱和热水塔,将这两台设备改造为变脱塔。
采用双塔并联操作,同时配套新建一个氧化再生槽。
变脱泵利用闲置的原两台Q=150m3/h的脱碳泵。
3.3大量采用新技术、新工艺。
液体分布器在填料塔的应用中有着重要的作用,是吸收操作成败的关键。
DSF型液体分布器具有液体分布均匀、气体流通截面大(可达55%以上)、操作弹性宽、不易堵塞、结构简单、检修方便等诸多优点。
PSC型喷射器是喷射再生氧化槽的理想配套设备。
具有吸空气量大(气液比可达到5)、氧化再生效率高、硫泡沫浮选好、耐冲刷、耐腐蚀、易安装、易拆卸、易清理、操作简便等许多特点。
湿式氧化脱硫是将H2S(有机硫化物)在液相中氧化成元素硫的一种脱硫方法。
脱硫催化剂的优劣便成为影响脱硫过程的关键。
脱硫液吸收H2S的过程是H2S从气相转移到液相的过程,其中包括H2S由气相主体向气液界面的传递,及由界面向液相主体的传递,其吸收完全符合亨利定律,若液相中H2S的摩尔分率越低则H2S便可从气相向液相中持续快速的转移,吸收H2S 的推动力就会增大。
888脱硫催化剂吸氧、截氧能力强,能吸收空气中的氧
及液相中的溶解氧而活化,释放出具有极强氧化活性的原子氧,能迅速的将H2S及有机硫化物催化、氧化成单质硫。
由于888催化剂具有极强催化、氧化活性从而能够明显提高脱硫效率。
使用888脱硫催化剂,再生时浮选出来的硫颗粒大、硫颗粒粘性小、易于浮选、悬浮硫含量少、溶液粘度低,加之在888作用下,存在生成多硫化物的化学反应,因而具有抑制和消除硫磺堵塔的功能。
使用888脱硫催化剂费用低,通常情况下每脱除
1kgH2S仅需888催化剂0.5~0.8g。
并且溶液组份简单、操作方便、便于管理。
熔硫后的清液经过三级过滤池沉降过滤、冷却后回收至系统。
回收清液中的有效组份,降低纯碱及催化剂的消耗。
4.工艺流程及设备的设计
4.1半水煤气脱硫系统
半水煤气经萝茨风机升压至45kpa后输送至冷却塔,经清洗降冷后(约350C)依次进入填料脱硫塔的下段、中段、上段,半水煤气中的H2S在脱硫塔内与从塔顶喷淋而下的脱硫贫液进行逆向接触,完成脱硫贫液对H2S的吸收。
净化H2S后的半水煤气经清洗塔洗涤后去压缩机一段入口。
吸收H2S后的脱硫贫液,经过再生泵输送至喷射氧再生槽再生。
再生后的溶液进入贫液槽,脱硫贫液通过脱硫泵输送至脱硫塔内。
浮选出的硫泡沫进入到硫沫槽,硫泡沫通过泡沫泵输送至连续溶硫釜进行连续熔硫炼制成硫锭。
熔硫
后的清液经三级沉淀池沉淀过滤冷却后回收至再生槽内。
888催化剂从贫液槽处补入。
基础数据
4.2变换气脱硫系统的设计。
变换气经过水分离器,分离掉雾状液滴后,并联进入1#、2#变换气脱硫塔内,变换气中的H2S在变脱塔内与从塔顶喷淋而下的脱硫贫液进行逆向接触,完成脱硫贫液对变换气中H2S的吸收,净化后的变换气去变压吸附脱碳工段。
吸收H2S的脱硫液经减压去再生槽。
脱硫贫液经变脱泵输送至变脱塔内,888从贫液槽处补入。
考虑到节省投资,降低改造费用,尽量利用旧设备的原则。
来新建一套变换气脱硫系统,变脱塔利用两台旧设备(其中一台为Φ1800×24000的饱和热水塔,另一台为Φ1800×22000脱碳塔)改造而成。
两塔内各装填
5.5m的Φ50×25×1.5聚丙烯阶梯环,两段。
考虑到两台旧设备的塔径较小,空塔气速较高,所以将2台变脱塔采用并联操作。
共用一个再生氧化槽,贫液槽。
两个变脱塔各用一台Q=150m3/h的变脱泵(由脱碳泵改造而成)。
具体运行数据见表2:
5.新建的888法脱硫系统的生产运行状况。
目前日产氨醇170吨左右。
脱硫系统从2006年12月投运以来,经过近半年时间的运行来看,生产运行情况正常,完全达到设计要求。
5.1半水煤气流量在24000Nm3/h,半水煤气中H2S含量1.0~2.8g/ Nm3。
半水煤气脱硫出口H2S含量控制在0.025~0.07g/ Nm3。
半水煤气中H2S含量在2.0g/ Nm3以下时,采用一台贫液泵及一台富液泵运行方式。
若半水煤气中H2S含量在2.0g/ Nm3以上时,采用二台贫液泵及二台富液泵运行方式。
5.2变换气脱硫入口H2S含量在100~150mg/ Nm3。
1#、2#变脱塔各开一台Q=150m3/h变脱泵的情况下,变脱塔出口H2S含量可控制在10 mg/ Nm3以下。
考虑到节省电耗,某公司采用开一台Q=150m3/h的变脱泵供双变脱塔,单泵运行时,变脱塔出口H2S含量为20~25mg/ Nm3。
5.3脱硫系统投运后,精脱硫装置负荷大大减轻,其出口总硫含量达到指标要求,甲醇催化剂运行寿命由不足三个月便报废到运行近半年后活性依然很强,十分正常。
大大地延长了甲醇催化剂的寿命。
甲醇催化剂的费用及甲醇的生产成本大大降低。
5.4由于脱硫系统投运后,以Na2CO3水溶液为吸收剂,888为脱硫催化剂,脱硫液循环使用,基本杜绝了外排现象。
改变了以往氨水中和后直接排放而对环境造成的污染。
5.5由于新建的脱硫系统投运后,使得大量掺烧高硫煤得以实现,每天可掺烧高硫煤70吨,可节省成本70×80元=5600元。
经济效益明显。