太阳能光伏组件制造封装工艺
太阳能电池晶体硅光伏组件封装浅析(工艺控制篇)

从工艺控制着手论述,找出组件封装过程中的关键点,从而进行重点控制,保证组件的各项性能及可靠度本人从事光伏组件封装多年,一路走来经历了无数的荆棘、坎坷、鲜花、掌声,蓦然回首还历历在目,从最初对太阳能光伏封装知识的朦胧无知,到一知半解,再到随心所欲,最后到每一步控制的谨小慎微。
每一步的变化都是经验教训,每一步的成长都付出了沉重的代价。
本篇将从工艺控制着手论述(下篇将从现场管理着手),找出组件封装过程中的关键点,从而进行重点控制,保证组件的各项性能及可靠度。
关键控制点总结归纳为:虚、胶、亏。
(一)“两虚”虚焊可能导致众多问题,如影响封装功率,产生热斑、断路、打弧,导致后期使用衰减过大等。
笔者认为判断虚焊有两种方式:“虚1”即电池片虚焊、汇流条虚接。
如何判断电池片虚焊呢?笔者认为方式有多种,介绍目前几种常用的方式。
对于电池片焊接质量,一般通过两种方式进行判断:第一,通过肉眼直接判断:虚焊外观表现为接触不到位,中间产生缝隙;第二,通过工具进行判断:将焊好的电池片放到拉力机上,观察拉力值大小。
一般厂家要求正面拉焊力大于1.5N/mm,背面拉焊力大于3N/mm(因厂而异),保证稳定性的前提是要在材料变更、温度监控和人员变化等方面做好记录和监控,以免造成批量波动,影响焊接质量。
而对于汇流条虚接判断,则一般通过肉眼判断,看接触是否牢固(焊接圆润、汇流条间无缝隙等)。
有的工厂在焊接时进行点焊操作,然后通过自互检检验进行控制。
笔者认为,最好的方式还是通过改变员工的动作手法进行改善(如按压焊接、捏压焊接、挂锡焊接等)。
“虚2”指接线盒接线端子间的虚接。
目前接线盒与汇流条有两种接线方式:嵌入式和焊接式。
在嵌入式接线盒操作时,如果员工操作不当(假性接触或接触面积过小),容易出现汇流条与插口不匹配的问题;或者组件在安装工地遭雨水浸泡、盒体进水,导致接线端子锈蚀。
这两种现象都会导致串联电阻变大,导致接线盒烧毁。
在焊接式接线盒中,部分接线盒厂家在端子处挂锡偏少,而员工为了贪图方便、高效,直接进行焊接,这对25年的产品质保期是非常大的挑战。
太阳能光伏组件工艺流程

太阳能光伏组件工艺流程1.硅料准备:太阳能光伏组件的主要材料是硅,硅料准备是工艺流程的第一步。
硅料一般以高纯度多晶硅为主,通过与氢气反应生成氯化硅,再经过还原反应制得硅气。
硅气被冷凝成小颗粒或棒状,然后经过冶炼、熔炼等工艺步骤得到硅锭。
2.硅片生产:硅锭通过切割机切割成硅片。
硅片表面进行化学抛光,去除氧化层和其他杂质,然后通过酸处理,利用等离子刻蚀技术去除表面残留的氧化层,得到表面光亮的硅片。
3.电池片生产:硅片经过磷掺杂、扩散、蚀刻、电极印制和器件隔离等工艺步骤形成太阳能电池片。
首先,在硅片表面喷涂磷酸二氢铵溶液,然后进行扩散烧结过程,通过高温高压的条件,使磷元素在硅片中扩散形成n型硅片,形成p-n结。
然后,在硅片正负两侧分别印刷上导电铝和导电银电极,通过层层烧结、蚀刻等工艺步骤,形成电池片的正负电极和器件隔离结构。
4.组件加工:电池片经过磨边、打孔、清洗等加工步骤,形成太阳能光伏组件。
首先,对电池片进行磨边处理,去除边缘毛刺和表面缺陷。
然后,在组件上打孔,以便后续的组件的串并联。
最后,通过喷水或者超声波清洗等工艺步骤,去除表面的杂质和污染物,使电池片表面干净。
5.测试:组件加工完成后,需要进行测试,以确保其质量和性能。
测试包括外观检查、电气特性测试等。
外观检查主要检查组件外观是否完整,有无破损、刮花等缺陷。
电气特性测试主要测试组件的开路电压、短路电流、最大功率等关键指标,评估组件的性能。
6.封装:测试合格的组件需要进行封装,以保护其内部电池片免受环境的损害。
常见的封装方式有玻璃封装和背板封装。
玻璃封装是将组件表面覆盖一层透明玻璃,利用背单面多层复合材料将电池片与后面的材料粘合在一起。
背板封装则是将组件背面用背板封住,并加入密封胶进行固定,使电池片与背板紧密连接。
以上就是太阳能光伏组件工艺流程的简要介绍,从硅料准备到最终的封装,每个步骤都十分重要。
这些步骤的精确操作和质量控制,直接影响太阳能光伏组件的性能和可靠性。
光伏组件工艺
光伏组件工艺光伏组件工艺简介光伏组件工艺是指将太阳能电池片与其他材料组装在一起,形成太阳能光伏组件的过程。
这一过程需要经过多个工艺步骤,包括电池片加工、组件封装和测试等环节。
本文将介绍光伏组件工艺的主要内容和流程。
光伏组件工艺流程光伏组件工艺主要包括以下几个步骤:1.电池片加工–电池片切割:将硅片切割成合适大小的电池片,通常采用切割机械完成。
–表面处理:通过化学处理等方式,改善电池片的表面特性,提高电池效率。
–电极印刷:将导电层印刷到电池片上,一般使用银浆进行印刷。
–烧结:将电极烧结在电池片上,确保电极与硅片良好连接。
2.组件封装–回流焊接:将电池片与封装组件(例如玻璃、EVA膜)固定在一起,采用热加工方法使其连接牢固。
–边框粘接:在组件边框与玻璃之间加入粘合剂,增加组件的强度和密封性。
–排气:在封装组件内注入稀有气体并排出空气,减少氧气和水分对组件的影响。
3.组件测试–输出功率测试:通过光照条件下的测试,测量组件的输出功率和效率。
–绝缘电阻测试:测试组件的绝缘电阻,判断组件的电气安全性能。
–外观检查:检查组件外观是否完好,是否有损坏或缺陷。
前沿技术和挑战光伏组件工艺在不断发展中,出现了一些前沿技术和挑战。
•高效电池片制造技术:提高电池片制造工艺和材料的效率,使光伏组件的转换效率更高。
•新型封装材料:研发具有更好光传递和封装性能的材料,提高光伏组件的性能和寿命。
•工艺自动化:引入自动化设备和智能控制技术,提高工厂生产效率和质量稳定性。
•组件可回收利用:研究光伏组件的回收利用技术,减少废弃组件对环境的影响。
结束语光伏组件工艺是太阳能光伏产业的重要环节,其工艺流程和技术不断发展,推动着光伏产业的进步和创新。
随着科技的进步,相信光伏组件工艺将继续取得突破,为清洁能源的发展做出更大的贡献。
太阳能光伏组件制造工艺过程

太阳能光伏组件制造工艺过程引言太阳能光伏组件是一种转换太阳能为电能的设备,它由太阳能电池片和其他材料组成。
在制造太阳能光伏组件的过程中,涉及到多个工艺步骤和材料,本文将详细介绍太阳能光伏组件的制造工艺过程。
目录1.切割硅片2.清洗硅片3.溅射薄膜4.打印电极5.组装和封装6.总结1. 切割硅片太阳能光伏组件的核心部分是硅片,硅片是由多晶硅或单晶硅材料制成的。
在制造过程中,硅片需要进行切割,以获得符合尺寸要求的光伏电池片。
切割硅片的方法有多种,常用的方法是采用线缝切割技术。
首先,在硅片上涂覆一层耐热材料,然后将硅片放置在切割机上,通过机械装置将硅片切割成较薄的片状。
2. 清洗硅片切割完毕后,硅片需要进行清洗,以去除切割过程中产生的杂质和耐热材料。
清洗过程通常包括以下步骤: - 使用溶剂清洗硅片表面,以去除切割液和切割碎片。
- 使用超声波清洗硅片,以去除更小的杂质。
- 漂洗硅片,在纯净水中反复漂洗,确保表面干净。
清洗后的硅片准备好进行下一步的处理。
3. 溅射薄膜在太阳能光伏组件制造过程中,需要在硅片表面溅射一层薄膜,以增强光电转换效率。
溅射薄膜的方法通常是采用物理气相沉积(PVD)技术。
在一个封闭的真空室中,将金属或其他材料加热至高温,形成蒸发态的气体,然后让气体沉积在硅片表面。
通过控制溅射时间和温度,可以获得不同材料和厚度的薄膜。
溅射薄膜可以提高太阳能电池片的光吸收能力和电子收集效率。
4. 打印电极制造太阳能光伏组件的一项关键步骤是打印电极。
电极是将光电池片中的电子传递到外部电路的关键部分。
通常,使用导电墨水和印刷技术,在光电池片两侧打印电极。
导电墨水通常含有银或银合金,具有良好的导电性能。
打印电极需要精确的控制,以确保电极与光电池片的紧密接触,并具有较低的电阻。
5. 组装和封装在打印电极完成后,太阳能光伏组件需要进行组装和封装,以保护光伏电池片和电路。
组装过程通常包括以下步骤: - 将光电池片和其他组件(如玻璃表面)组合在一起。
太阳能光伏组件制造工艺过程

太阳能光伏组件制造工艺过程1.光伏电池片制备(1)硅片制备:首先,从硅矿石中提取硅,然后通过炉石法或氧化法将硅精炼成多晶硅。
接着,将多晶硅加热到1400℃以上熔化,并进行等温处理,待温度降至1000℃时,将多晶硅投入到单晶硅种子上,从而制备出单晶硅棒。
最后,将单晶硅棒切割成薄片,形成硅片。
(2)氧化:将硅片进行氧化处理,使硅片表面形成一层二氧化硅(SiO2)薄膜。
(3)扩散:将经过氧化处理的硅片放入扩散炉中,加入磷或硼等杂质,并进行加热处理,使磷或硼渗入硅片表层,形成P型或N型半导体层。
(4)金属化:在扩散之后,使用光刻和蒸镀等技术,在硅片表面涂覆金属导电层,形成正负极。
2.组装装配(1)电池片排列:将多个光伏电池片按照一定的顺序排列在基板上,并使用胶水或胶带固定。
(2)排列背板:在电池片排列的背面加上封装材料,一般采用聚合物材料作为背板,保护电池片。
(3)电池片连接:使用导线将电池片的正极和负极连接起来,形成闭合回路。
3.封装封装是为了保护组件,防止电池片受到环境的损害,并增强耐久性。
(1)玻璃封装:在电池片上方加上一层玻璃,形成太阳能电池板的表面。
玻璃透明且具有良好的耐候性和耐腐蚀性,可以有效保护电池片。
(2)背板封装:在电池片背板上方加上一层背板封装材料,形成太阳能电池板的背面。
背板封装材料一般采用聚合物材料,具有良好的耐候性和耐温性。
(3)边框封装:在电池片四周加上边框,一方面可以增强电池片的稳固性,另一方面可以减少电池片与环境之间的接触。
4.测试最后,对太阳能光伏组件进行测试,确保其质量和性能达到标准要求。
(1)电性能测试:使用太阳能模拟器将光照照射到光伏组件上,测量其电流、电压和功率等参数。
(2)外观检查:检查组件的外观是否完好,是否存在破损和缺陷。
(3)耐候性测试:将光伏组件放置在模拟气候箱中,模拟不同的气候条件,测试其性能稳定性和耐久性。
通过以上的制造工艺过程,太阳能光伏组件的制造完成,可以在适当的太阳光照下,将太阳能转化为电能,广泛应用于太阳能光伏发电系统中。
光伏组件的封装方案
光伏组件的封装方案
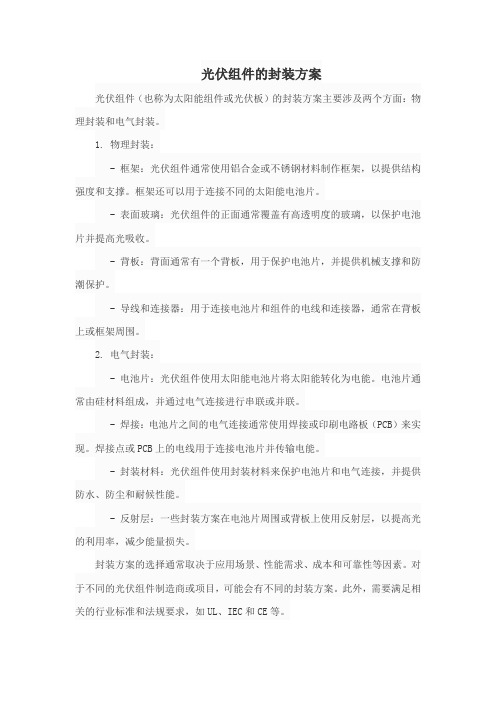
光伏组件(也称为太阳能组件或光伏板)的封装方案主要涉及两个方面:物理封装和电气封装。
1. 物理封装:
- 框架:光伏组件通常使用铝合金或不锈钢材料制作框架,以提供结构强度和支撑。
框架还可以用于连接不同的太阳能电池片。
- 表面玻璃:光伏组件的正面通常覆盖有高透明度的玻璃,以保护电池片并提高光吸收。
- 背板:背面通常有一个背板,用于保护电池片,并提供机械支撑和防潮保护。
- 导线和连接器:用于连接电池片和组件的电线和连接器,通常在背板上或框架周围。
2. 电气封装:
- 电池片:光伏组件使用太阳能电池片将太阳能转化为电能。
电池片通常由硅材料组成,并通过电气连接进行串联或并联。
- 焊接:电池片之间的电气连接通常使用焊接或印刷电路板(PCB)来实现。
焊接点或PCB上的电线用于连接电池片并传输电能。
- 封装材料:光伏组件使用封装材料来保护电池片和电气连接,并提供防水、防尘和耐候性能。
- 反射层:一些封装方案在电池片周围或背板上使用反射层,以提高光的利用率,减少能量损失。
封装方案的选择通常取决于应用场景、性能需求、成本和可靠性等因素。
对于不同的光伏组件制造商或项目,可能会有不同的封装方案。
此外,需要满足相关的行业标准和法规要求,如UL、IEC和CE等。
太阳能光伏组件工艺流程

EVA
—准备组—
太阳能光伏组件工艺流程
13
● TPT/TPE/背板
❖ 特性:能很好的与空气隔绝 ;极好的抗 氧化和抗潮湿性;能长期防止粘合剂的 水解;具有良好的电绝缘性能;和EVA的 完美结合。
❖ 常见缺陷:破损、污渍、折痕、脱层 、穿孔等。
TPT
—准备组—
太阳能光伏组件工艺流程
14
★具体裁切动作视频
8
具体分选动作视频
点击鼠标左键 或点右键”播放 影片”。
—分太选阳能组光—伏组件工艺流程
9
★具体分选作业视频
太阳能光伏组件工艺流程
分选过程中常见问题
● 操作不当: ❖ 取放电池片不规范,造成电池片破损、脏污
❖ 违反工艺操作将电池片裸露在外,造成电池片氧化、发黄
● 防护措施不当: ❖ 未戴指套、指套破损或没有及时更换指套,汗渍、指纹印在 电池片上,无法祛除。
❖ 特性:除去焊接金属表面的氧化膜,在焊接物表面形成液态的保 护模,在焊接的瞬间,可以将熔融的焊锡取代,并顺和完成焊接
—准备组—
太阳能光伏组件工艺流程
★烘焊带动作视频
—准备组—
太阳能光伏组件工艺流程
操作过程中常见问题
● 裁剪尺寸不对: ❖ 尺寸偏短,物料无法使用 ❖ 尺寸偏长,物料浪费
● 防护措施不当: ❖ 裁剪EVA和TPT/TPE/背板时,不戴防静电手套,手上的污渍、 汗渍易粘在上面,较难清除。 ❖ 焊带浸泡烘干时,要带好防护。 ❖ 裁切焊带和焊接汇流条时要戴好手指套。
❖ 常见缺陷:蛇形弯、表面颗粒、涂锡不均等。
—准备组—
太阳能光伏组件工艺流程
12
● EVA
❖ 常用的EVA胶膜种类: 1)快速固化EVA 2)慢速固化EVA
太阳能光伏组件封装工艺

铝合金边框具有强度高、耐腐蚀性好 、美观大方等特点,但成本较高。塑 料边框则具有重量轻、成本低、易于 加工等特点,但耐候性和强度较差。
03
封装工艺流程
清洗
清洗
在太阳能光伏组件的封装过程中, 清洗是第一步,其目的是去除硅 片表面的污垢和杂质,确保硅片 的清洁度,为后续的封装工艺提
供良好的基础。
清洗方法
常用的清洗方法包括机械清洗、 化学清洗和超声波清洗等。根据 硅片表面的污染程度和性质,选
择合适的清洗方法和清洗剂。
清洗设备
清洗设备包括清洗槽、喷淋装置、 传送带等,这些设备能够确保硅 片在清洗过程中得到均匀的清洗
效果,并提高清洗效率。
叠层
叠层
叠层工艺
在清洗完成后,硅片需要进行叠层, 即将多个硅片按照一定的顺序叠放在 一起,形成一个太阳能电池组件。
封装工艺的分类
根据材料
可以分为晶体硅光伏组件封装工艺和非晶硅光伏 组件封装工艺。
根据结构
可以分为层压式封装工艺和盒式封装工艺。
根据功能
可以分为普通封装工艺和特种封装工艺。
02
封装材料
盖板材料
盖板材料是光伏组件最外层的保护层, Nhomakorabea要作用是保护电池 片不受外界环境的影响,如紫外线、水分等。常见的盖板材 料有玻璃和聚合物薄膜等。
接线盒安装
接线盒安装
在切割完成后,需要在每个独立 的电池片上安装接线盒,以便将 电池片连接起来形成太阳能电池 板。
接线盒类型
常用的接线盒类型包括嵌入式和 粘贴式等,嵌入式接线盒能够与 电池片紧密结合在一起,具有较 高的机械强度和稳定性;粘贴式 接线盒则具有较低的成本和较快 的生产速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.4001 0.6010 0.8027 1.0048 1.2077 1.6152 2.0255 3.2718 4.5445 5.8437 7.1830 8.5350 10.8794 13.3377 15.9243 18.6603 21.5717 24.6532 31.0062 38.5922 45.7231 56.2100 65.7699
过热蒸汽密度表
过热蒸汽是对应于当时压力下的饱和温度而言的,同样压力下的蒸汽,在饱和点的温度就是饱和温度。 高于饱和的温度的蒸汽就是当时压力的过热蒸汽。可以高 1℃,也可以 10℃100℃等。它们的压力是一样 的,但它们过热度不同也就是温度不同时的焓植、墒值、密度等性质不一样。
表中压力为绝对压力,密度单位为 kg/m3
5.2356
4.9810
6.7913
6.4288
8.4130
7.9352
10.0366
9.5054
12.9776
12.2406
15.8776
15.0367
19.3131
18.2266
22.9129
21.4954
25.9784
24.5096
30.0384
28.2433
37.4508
35.3020
47.6561
153
0.5155
2.747
154
0.5292
2.816
155
0.5433
2.886
184
1.0983
5.629
185
1.1233
5.752
186
1.1487
5.877
187
1.1746
6.003
188
1.2010
6.131
189
1.2278
6.264
190
1.2551
6.397
191
1.2829
6.553
131
0.2783
1.539
132
0.2867
1.583
133
0.2953
1.627
134
0.3041
1.672
135
0.3130
1.719
136
0.3222
1.766
137
0.3317
1.815
138
0.3414
1.864
139
0.3513
1.915
140
0.3614
1.967
141
0.3718
2.019
17.5
250.3934
236.6910
20.0
327.8165
309.9521
21.5
384.6647
363.2975
190 0.4707 0.7079 0.9466 1.1869 1.4287 1.9166 2.4121 3.9350 5.5342 7.1540 9.2473
10.5676 13.7150 16.7243 20.4427 24.3303 27.4475 31.8342 39.5988 50.6780 58.8883 75.1061
95.4346 139.1578 182.4477 222.8603 291.2953 341.9027
210
230
0.4507
0.4323
0.6777
0.6500
0.9056
0.8684
1.1349
1.0849
1.3653
1.3079
1.8297
1.7513
2.2997
2.1992
3.7400
3.5374
95.7769 127.6820 163.4280 219.0574 256.4260
0.3857 0.5795 0.7736 0.9682 1.1634 1.5554 1.9495 3.1453 4.3612 5.5945 6.8607 8.1447
10.3500 12.6359 15.0163 17.4997 20.1028 22.8580 28.8574 35.5704 42.4316 51.5077 62.4676 91.1964
温度 (t)℃ 压力 (P)MPa 密度(ρ)
100
0.1013
0.5977
101
0.1050
0.6180
102
0.1088
0.6388
103
0.1127
0.6601
104
0.1167
0.6821
105
0.1208
0.7046
106
0.1250
0.7277
107
0.1294
0.7515
108
0.1339
42.0680
59.6648
49.2802
81.6034
72.0105
110.5369
98.5531
140.3919
126.6895
182.5462
164.6839
213.6739
192.3164
温 度(℃) 350 0.3484 0.5230 0.6980 0.8732 1.0488 1.4010 1.7545 2.8227 3.9030 4.9945 6.0998 7.2186
0.10 0.15 0.20 0.25 0.30 0.40 0.50 0.80 1.10 1.40 1.70 2.00
0.4156 0.6246 0.8342 1.0445 1.2540 1.6780 2.1081 3.4110 4.7460 6.1147 7.5219 8.9744 11.5036 14.1842 17.0530 20.0778 23.0407 26.4483 33.1541 41.6133 49.0145 60.9465 75.6543 110.3842 146.4967 181.6261 236.9271 277.7931
192
1.3111
6.671
193
1.3397
6.812
166
0.7183
3.758
167
0.7362
3.847
168
0.7544
3.937
169
0.7730
4.029
170
0.7920
4.123
171
0.8114
4.218
172
0.8310
4.316
173
0.8511
4.415
174
0.8716
310
330
0.10 0.15 0.20 0.25 0.30 0.40 0.50 0.80 1.10 1.40 1.70 2.00 2.50 3.00 3.50 4.00 4.50 5.00 6.00 7.00 8.00 9.00 10.0 12.5 15.0 17.5 20.0 21.5
压力 (Mpa)
5.00
35.4243
33.6293
6.00
43.8954
41.7475
7.00
56.7201
53.6991
8.00
65.4713
62.1800
9.00
84.5457
79.8261
10.0
108.6250
102.0289
12.5
158.3464
148.7516
15.0
206.4175
194.4276
6.5815
6.3309
7.8061
7.4955
9.8888
9.4806
11.9979
11.5143
14.2565
13.8501
16.5527
15.7490
18.9333
17.9308
21.4221
20.2508
26.7091
25.0502
32.5488
30.2231
39.1399
35.8485
46.7877
6.1313
5.8332
1.40
7.8785
7.5163
1.70
9.8464
9.3688
2.00
11.6295
11.0985
2.50
15.1890
14.4516
3.00
18.4168
17.5709
3.50
22.7008
21.5713
4.00
27.1640
25.7470
4.50
30.3852
28.9163
10.17
214
2.0650
10.37
215
2.1059
10.57
216
2.1474
10.77
217
2.1896
10.98
218
2.2323
11.19
219
2.2757
11.41
220
2.3198
11.62
221
2.3645
11.84
222
2.4098
12.07
223
2.4559
12.30
224
2.5026
4.515
175
0.8924
4.618
176
0.9137
4.723
177
0.9353
4.829
178
0.9573
4.937
179
0.9797
5.048
180
1.0197
5.160
181
1.0259
5.274
182
1.0496