管材挤出成型常见故障及排除方法
挤出成型常见故障的排除
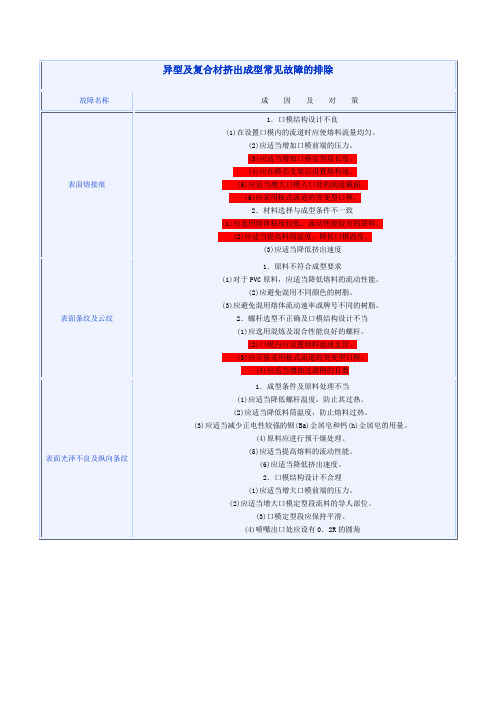
端部开裂或成锯齿状
1.口模端部熔料流动速度太慢
(1)应适当增大端部定型段的人口处。
(2)应减小端部定型段的长度。
2.模唇温度控制不当
(1)应适当提高模唇温度。
(2)应在口模喷嘴的端部附近分别插入筒形加热器。
(3)应适当降低料筒温度,提高熔料粘度
进料不稳定
1.树脂在挤出机进料段打滑
(3)应将配混料在40—45~C下放置约lOh,使聚氯乙烯很好地吸收增塑剂,进行熟化处理。
2.混炼及挤出条件控制不当
(1)应适当调整挤出机的成型条件,使排气完全,充分脱除熔料中的易挥发物。
(2)应选用适当的螺杆类型,进行充分混合及混炼
3.型材形体结构设计不良
(1)应尽量使型材周边的壁厚对称均匀。
(2)应在厚壁截面内设置小面积的中空。
(3)壁厚悬殊不能太大。
4.配方设计不合理
(1)树脂牌号选用不当,分子量较低。应换用新料。
(2)再生料用量不当。应适当减少再生料及填料的掺混量。
(3)增塑剂用量太多。应适当减少。
(4)改性剂用量太少。应适当增加
(4)料斗内应安装搅拌器,防止搭桥。
(5)再生料必须定量掺混
尺寸不稳定
1.进料不稳定
应适当调整挤出机进料段和料斗部位的工艺条件。
2.牵引装置产生机械故障
(1)牵引机的电机转速太低。应适当提高。
(2)皮带或变速器打滑。应进行检修。
(3)型材在牵引辊或牵引履带上打滑。应适当调整夹紧力。
3.口模结构及定型装置设计或调整不当
(5)应清除定型模滑移面的锈斑
表面斑点及鱼眼
1.原料不符合成型要求
(1)应防止混用聚合度不同的聚氯乙烯原料。
PPR管材挤出工艺常见问题及处理办法
PPR管材挤出工艺常见问题及处理办法1.表面粗糙(1)主机机头温度过高或过低,造成外表面粗糙。
芯模温度偏低、机身温度过低,易造成内表面粗糙。
(2)冷却水温过高,表面粗糙。
降低冷却水温,PP-R最佳冷却水温为20-30℃(3)检查水路,是否存在堵塞和水压不足现象;(4)检查加热圈是否有损坏;(5)调整定径水帘;(6)检查原料性能,咨询原料供应商;(7)清理模具芯部温度,若高于口模区段温度,打开芯部调温装置;(8)检查并清理模具是否有杂质。
2.外表面出现沟痕(1)检查并调整定径套水帘出水,压力均衡;(2)调整喷淋喷嘴角度,使管材冷却均匀;(3)检查定径套、切割机等物件是否存在杂物、毛刺。
3.内表面出现沟痕(1)检查内管是否进水,如进水则将刚出主机的管子捏牢,使其内孔封闭;(2)降低模具内部的温度:(3)清理并抛光模具。
4.管材表面出现光圈(1)调整定径水帘,使其出水均匀;(2)调整两室真空,使后室真空略大于前室真空(3)检查真空室密封垫是否过紧;适当调整。
(4)检查牵引机是否存在抖动;(5)检查主机出料是否均匀;调整主机转速。
(6)芯模温度偏高、易造成内表面光圈。
将模具内部通风冷却。
5.无真空(1)检查真空泵进水口是否堵塞,如堵塞,用针状物疏通;(2)检查真空泵是否正常工作;(3)检查真空管路是否漏气;(4)检查芯模压紧螺钉中间的小孔是否堵塞,如堵塞,用细铁丝疏通。
6.管材外圆尺寸偏大或偏小。
(1)真空太大或太小。
调整真空;(2)定径套内孔尺寸太大或太小。
选择合适的定型套。
(3)牵引太快或太慢。
调整牵引速度;(4)冷却水温过高。
(5)使用不同原料或改变颜色。
根据原料特性调整温度、真空等工艺。
7.管材椭圆度较大。
(1)喷淋冷却不均匀,调整喷淋管角度,使管材冷却均匀;(2)检查水位高度,水压表压力,使喷淋量大且有力;(3)检查水温状况,若>35℃,需配置冷冻水系统或增加喷淋冷却箱;(4)检查水路,清洗过滤器等;(5)调整机头出料,使出料均匀。
挤塑常见问题及处理

2.填充料分散性差未塑化,杂质
1. 原料预热干燥
2. 换料,调节温度,清洁原料
管内壁有焦粒
1. 挤出机机头与口模内壁不干净
2. 局部温度过高
3.口模积料严重
1.清模
2. 检查热电偶是否正常。
3. 清模,适当降低口模温度
外径或壁厚随时变化
1. 挤出速度变化
2.牵引速度发生变化或打滑
3.下料不稳(回料粒径不均)
管壁黑点杂质
(1)原料中混入杂质
(2)过滤网破裂
(3)机头升温时间过长,物料分解
(1)更换原料
(2)更换过滤网
(3)清理机头
(4)降低机头温度
(5)速度放慢
管壁有气泡
(1)原料受潮
(2)黑母料中含低挥发物
(1)烘干原料
(2)更换色母料
壁划伤及烂洞
(1)绕带时被地角螺栓划伤
(2)冷却板或水箱内有杂物
将地角螺栓盖住
1.料温低
2.温度过高,原料分解
1.提高料温
2.清理模具,降低温度
管材开裂
1.机头温度低,挤出速度快Βιβλιοθήκη 2.冷却水太大1.升温,降速
2.减小冷却水流量
管材圆度不好,弯曲
1. 口模,芯模中心位置不正
2. 机头温度四周不均
3. 冷却水离口模太近
4. 冷却水喷淋力度过大
5.冷却水喷淋太小
6.水位过高
7.牵引机压力过大
1. 干燥原料
2.消除气泡。调整工艺温度。
外表面呈现光亮透明的块状(俗称眼晴)
1.机头温度过高
2.冷却水太小或不足,或不均匀
1. 降低机头温度
2.冷却水开大或清理定径套
聚丙烯管材挤出成型故障的排查

聚丙烯管材挤出成型故障的排查(3)螺杆温度太高.应适当降低.?内壁I凸不故障分析及排除方法:(1)螺杆转速太快.应适当减慢.(2)螺杆温度太高.应向螺杆内通人冷水或冷风,适当降低螺杆温度.l故障排查I?表面划痕故障分析及排除方法:(1)口模内壁有残存余料.廊清理机头,去除存料.(2)模15碰毛.应去除毛刺,研磨修光.聚丙烯管材挤出成型故障的排查?外壁毛糙故障分析及排除方法:(1)机头温度太低.应适当提高.(2)冷却定型环供水量太多.应适当减少.(3)原料内混入杂质.应清洁原料或换用新料.(4)定径套上粘附杂质.应清除杂质或调换定径套.?局部托薄透明故障分析及排除方法:(1)机头温度太高.应适当降低.(2)冷却定型环供水量太小.应适当加大.●?管壁太厚或太薄故障分析及排除方法:(1)牵引速度太快或太慢.应适当控制牵引速度.(2)挤出量太大或太小.应适当调整挤出量.?内壁不光滑故障分析及排除方法:(1)芯模上粘附了杂质或光洁度太差.应清除杂质或提高芯模的表面光洁度.(2)气塞橡皮不圆,带有尖角.应换用新的气塞.?内壁凹坑(见图)故障分析及排除方法:(1)原料潮湿.应进行预干燥处理.(2)压缩空气中带有冷凝水.应设法减少气体中的水分含量,如降低环境湿度等.?内壁有螺纹或竹节故障分析及排除方法:(1)机头温度不均匀或局部温度太高.应调整均匀.(2)压缩空气压力太低.应适当提高.?拉断或拉不出故障分析及排除方法:(1)机头设计不合理.应进行修整.(2)冷却定型环供水量太大或太小.应适当控制.(3)压缩空气供给量太大.应适当减小.(4)气塞橡皮太硬.应换用新的气塞.(5)牵引速度太快.应适当减慢.?椭圆及弯曲故障分析及排除方法:(1)芯模和口模不同心.应调节相互间隙,使之同心.(2)机头加热不均匀.应调整加热温度,使之均匀.(3)管材周围冷却水的供水量不均匀.应适当调整冷却水流向和流量.(4)管材浮力太大.应改变冷却方法,减少浮力,如采用风冷或风,水结合的冷却方法.(5)牵引机橡皮输送带问隙太小,夹得过紧.应调整输送带间隙.(6)机头,冷却水槽和牵引机不在一条直线上.应适当调整三者的相对位置,使之排列在一条直线上. 睡望!!墅堕2(3(36/'67:3。
挤出机常见故障及问题处理
挤出机是一种常用于塑料加工的设备,下面是一些常见的故障和问题以及相应的处理方法:
温度不稳定或无法达到设定值:
检查加热器和热交换器是否正常工作,并确保电源供应正常。
检查温度传感器和控制器的准确性,如果需要,修理或更换它们。
清洁加热器和冷却系统,以防止堵塞和腐蚀。
运转速度异常或无法调节:
检查电机和驱动器是否正常工作,并确保电源供应正常。
检查调速器和控制系统的准确性,如果需要,修理或更换它们。
检查传动装置和皮带是否松动或损坏,修理或更换它们。
材料堵塞或无法正常供料:
检查料斗和供料系统是否有物料积聚,进行清洁和维护。
检查喂料器和螺杆是否正常运转,修理或更换它们。
检查料斗和喂料器的材料湿度和粘度,确保它们符合要求。
白条或气孔出现在挤出产品上:
检查挤出机过程中的温度和压力控制,确保它们的稳定性。
检查挤出机螺杆和模头的磨损情况,及时维护或更换损坏部件。
检查材料的湿度和干燥程度,确保材料的质量符合要求。
热分解:
检查挤出机螺杆和模头的温度是否过高,适当调整温度控制。
检查材料的湿度和质量,确保材料符合要求。
检查挤出机中的空气和氧气含量,适当调整挤出工艺。
以上仅是一些常见的故障和问题及处理方法,具体情况可能因设备类型和工艺要求而有所不同。
对于更严重的故障或问题,建议寻求专业的技术支持或设备制造商的帮助。
塑料挤出存在问题及解决方法
塑料挤出存在问题及解决方法第一节塑料挤出的基本原理塑料加工业是一项综合性很强的技术型产业。
它涉及到高分子化学,高分子物理,界面理论,塑料机械,塑料加工模具,配方设计原理及工艺控制等方面。
挤出理论主要研究塑料在挤出机内的运动情况与变化规律。
挤出机中塑料在一定外力作用下,于不同温度范围内出现的高聚物的三种物理状态,与螺杆结构,塑料性能,加工条件之间的关系。
从而进行合理工艺控制。
以达到提高塑料制品产量与质量的目的。
塑料高分子材料,在恒定的压力下受热时,于不同温度范围内,出现玻璃态,高弹态,粘流态三种物理状态。
一般塑料的成型温度在粘流温度以上。
第二节聚烯烃管道挤出成型工艺控制挤出成型工艺的控制参数包括成型温度,挤出机工作压力,螺杆转速,挤出速度和牵引速度,加料速度,冷却定型等。
1.原材料的预处理聚烯烃是非吸水性材料,通常水分含量很低,可以满足挤出的需要,但当聚烯烃含吸水性颜料,如炭黑时,对湿度敏感。
另外,在使用回料及填充料时,含水量会增大。
水分不但导致管材内外表面粗糙,而且可能导致熔体中出现气泡。
通常应对原料进行预处理。
一般采用干燥处理,也可加相应的具有除湿功能的助剂。
如消泡剂等。
PE的干温度一般在60-90度。
在此温度下,产量可提高10%--25%。
2.温度控制挤出成型温度是促使成型物料塑化和塑料熔体流动的必要条件。
对物料的塑化及制品的质量和产量有着十分重要的影响。
塑料挤出理论温度窗口是在粘流温度和降解温度之间。
对于聚烯烃来说温度范围较宽。
通常在熔点以上,280度以下均可加工。
要正确控制挤出成型温度,必先了解被加工物料的承温限度与其物理性能的相互关系。
找出其特点和规律,才能选择一个较佳的温度范围进行挤出成型。
因此,在各段温度设定应考虑以下几个方面:一是聚合物本身的性能,如熔点,分子量大小和分布,熔体指数等。
其次考虑设备的性能。
有的设备,进料段的温度对主机电流的影响很大。
再次,通过观察管模头挤出管坯表面是否光滑。
热收缩管挤出生产中易出现的不正常现象
热收缩管挤出生产中易出现的不正常现象、原因及解决方法(小弟的原创哦)哪位大哥接触管材的挤出以后碰到问题可以参考,特别是热收缩管P ost By:2008-8-6 20:17:00热收缩管挤出生产中易出现的不正常现象、原因及解决方法A、不正常现象:管子挤出表面粗糙原因:1、在生产较小规格的管子时出现熔体破裂2、混合不均匀3、料内存在水分4、挤出温度偏低5、本身母料的熔体强度较差(如无卤母料)解决的方法:1、加长口模平直部分的长度,或降低螺杆转速2、提高挤出压力,充分混料或使用浅螺纹的螺杆3、使用的母料需充分干燥4、提高挤出的温度5、调整母料,改善母料挤出熔体强度B、不正常现象:纵向壁厚波动原因:1、挤出机运转不均匀,料不均匀,挤出机下料不均匀2、牵引装置运转有波动3、温度变化所引起解决的方法:1、调整挤出机的转速,混料均匀,挤出机的下料口控制机筒温度,防止出现有熔料粘结现象。
考虑母料颗粒的大小,必要时可要求减小母料颗粒大小。
2、校正牵引装置的稳定性和牵引辊3、调整物料和模具的温度,并调节挤出压力C、不正常现象:挤出机口模积料严重原因:1、挤出使用得母料在塑化后熔体流动性较差2、模具挤出温度偏高3、挤出模具的芯棒和口模处在刮伤积料解决的方法:1、严格控制母料的加工性能包括(加工添加剂的使用,种类)MFR指数的检测等2、调整模具挤出温度3、使用工具对模具刮伤处进行抛光处理D、不正常现象:管子横向偏壁,偏心问题原因:1、模具口模芯棒没有调节好2、模具内有冷料或局部料过热3、在自重下,塑料有垂伸现象4、模具内充气通路有部分堵塞现象解决的方法:1、变更螺栓及调节温度,或用中心螺栓来调节2、清理模具,使模具加热均匀,达到预热温度3、加强冷却或调节母料的黏度,或调节冷却水槽和机头的距离4、清理模具充气通道E、不正常现象:管壁层内有气泡空隙原因:1、母料中有水分,挥发分,料分解或夹入空气2、冷却过快,收缩解决的方法:1、母料需控制含水率,要干燥到位。
聚氯乙烯管材挤出成型故障的排除
(4)螺杆转速太快。应适当减慢。
(5)螺杆温度太高。应在螺杆内部打孑L后向螺杆内通人冷水或冷风,降低螺杆温度
内壁凹凸不平
(1)螺杆温度太高。应适当降低。
(2)螺杆转速太快。应适当减慢
内壁有规则螺杆印迹
(1)螺杆温度太高。应向螺杆内通人冷水或冷风,进行降温处理。
2.软管挤出故障的排除
故障名称
成 因 及 对 策
表面皱纹
(1)流料产生脉冲状流动。应适当调整挤出速度。
(2)冷却水温度太高。应开大冷却水阀门,增加供水量。
(3)口模周边温度不均匀。应检查口模加热器是否损坏,将温度调整均匀。
(4)牵引速度太慢。应适当加快
表面黑纹
(1)机头或料筒温度太高。应适当降低。
(2)过滤板未清理干净。应重新清理
(1)螺杆转速太快。应适当减慢。
(2)螺杆温度太高。应向螺杆内通人冷水或冷风,适当降低螺杆温度
内壁粗糙
(1)芯模温度偏低。应适当提高。
(2)料筒温度太低。应适当提高。
(3)螺杆温度太高。应适当降低
管径不均(失圆)
(1)定型套内径不均。应更换或校正定型套。
(2)冷却不充分。应提高冷却系统的冷却效率及适当降低成型温度。
(2)冷却定型环供水不足,水温较高。应适当增加供水量。
(3)牵引速度太慢。应适当加快。
(4)口模周边出料不均匀。应适当调整口模料缝隙
表面黑纹
(1)原料内的炭黑及稳定剂分散不匀。应改进混和,加强搅拌,提高分散性能。
(2)原料流动性能太差。应改进原料配方。
(3)料筒靠近机头部位及过滤板处的温度太高。应适当降低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管材挤出成型常见故障及排除方法
1.外壁光泽不亮
分析及排除:①口模温度太低;应提高温度。
②定径套冷却水量太大;应适当减小。
2.表面水纹
分析及排除:①口模温度太高;应适当降低。
②冷却太快,管材挤出速度不稳定;调整定径箱速度。
3.表面云纹
分析及排除:①原料混合不均匀;应在混合过程中加强搅拌。
②多孔板滤板处温度太高。
4.内外壁产生气泡
分析及排除:①原料潮湿,水分及易挥发物含量太高。
②挤出温度太高,融料过热分解,应适当降低挤出温度。
5.内壁产生裂纹
分析及排除:①原料内混入杂质,裂纹产生在有杂质部位。
②模芯温度太低,应适当提高。
③出料不均匀,适当调整口模与模芯缝隙,保证出料均匀。
6.管子旋转
分析及排除:①口模处出料速度不一致,适当调整口模间隙,使出料均匀,特别是小口径管材最常见这种情况。
②模头温度加热不均匀,适当调整。
7.管子弯曲
分析及排除:①管壁厚薄不均匀,调整口模间隙。
②冷却太慢,加大冷却水量,提高冷却速率。
③冷却水槽安放不正。
8.外径不稳定
分析及排除:①压缩空气控制不正常,气压不稳定,应检查供气系统。
②牵引速度不均匀,检查牵引设备使之平稳不打滑。