兄弟机床维修手册
兄弟钻攻中心说明手册
1.机门联动器功能:正在支配里板上有机门联动开关,不妨统造机门联动器功能是可灵验,需要钥匙.当机门联动器灵验时,当机门挨开时,系统停止运止,起呵护效率.机门联动器由机门限位开关战机门锁定拆置组成.之阳早格格创做2.切削进给速度:规定为50-4000mm/min.3.正在慢迫停止的状态下挨开大概关关电源,Z轴将下落约莫0.5mm.4.电压报警指示灯:当输进电压超出额定电压的15%时,此灯为白色.5.复位:(1)复位报警状态;(2)保证输进数据灵验;(3)正在步调运止功夫,停止X/Y/Z/A/B/C战主轴的疏通.然而是正正在实止的换刀与攻丝是可停止与决于支配是可完毕.6.脚动模式:不妨实止整面返回、单刀调换、刀库转化、赶快移动、缓速进给移动、步进进给移动、主轴转化与停止、脚脉支配.7.回整后,X/Y/A/B/C的坐标形成0,Z轴形成参数【到Z轴整面的距离】设定值.8.【ATC】键:按下此键,Z轴返回整面,主轴转化,而后Z轴定位到ATC整面位子,刀库转化,最后一步一步定位到Z轴整面.9.当挨开电源时,主轴速度被设定为100r/min;赶快移动倍率设定为10%;进给速度设定为50mm/min,A/B/C轴设定为0.1mm/min;删量步少设定为0.001mm.10.【RELSE】:此键排除刀库的转化过失大概者ATC疏通过失.11.【I/O】:此键正在障碍排除功夫提供设备统造状态的隐现.12.【热却液】:此键处于关关时,纵然步调中有热却液挨开的指令,仍旧没有克没有及实止热却液挨开.13.当出现多个报警时,将依照要害性落序隐现.14.报警疑息:戴2个*号表示最要害,戴1个*表示二级要害,没有戴*号表示三级要害.15.报警停止分级:分5级.(1)停止所有伺服;(2)停止目前动做;(3)停止目前块;(4)停止单步块;(5)只给出报警,机床疏通没有受效率.16.沉置报警要领:根据报警等第实止沉置要领.2*报警需断开电源沉置,1*报警需按RST沉置,无*报警按任性键沉置.17.建改参数:(1)把支配里板上的【数据呵护】开关树立为【OFF】;(2)按下【数据库】;(3)采用参数;(4)按下【输进】;(5)输进新数据后按【F0】;(7),某些参数建改后需复位大概者沉开系统才死效.18.内存中的数据由电池保护,如果电池耗尽,会隐现电池报警.使用碱性电池AA1.5V.电池分二部分,一个电池保存NC数据(2块电池),一个电池保存编码器数据(3块电池).正在调换电池之前,关关主电源断路开关.正在30MIN内调换电池,可则所有的千万于式编码器数据将被扫除.19.板滞参数的建改:(1)支配里板的【数据呵护】开关置位OFF;(2)采用【输进/输出】绘里;(3)选定【1.输进/输出】,版本界里隐现;(4)正在【参数建改】中设定为1.20.参数意思:21.的。
BROTHER兄弟机报警说明书

5506(nc)
Overrun(-X)
超程,而方向是在警报中所指示的
按手动模式,然后按【RST】及同时按下【relse】及按同一轴的相反方向
0507(conv)
5507(nc)
Overrun(+Y)
超程,而方向是在警报中所指示的
按手动模式,然后按【RST】及同时按下【relse】及按同一轴的相反方向
0098(conv)
5098(nc)
Pulse error (*Axis)
脉冲错误(第4轴)
脉冲信号传送到第4轴马达不能正确地读取
0099(conv)
5099(nc)
Pulse error (*Axis)
脉冲错误(第5轴)
脉冲信号传送到第5轴马达不能正确地读取
0100(conv)
5100(nc)
Pulse error (*Axis)
0068(conv)
5068(nc)
至
0090(conv)
5090(nc)
电子板问题
(程序体跟NC板的程序体的联击出现问题。)
参考Instruction manual,去解决问题,然后重新开机
0091(conv)
5091(nc)
M excpt intrpt(*)
干扰
主处理器检测到干扰
句号( )的号码代表干扰号码
Air pressure low
气压低
气压低
检查气源供应及气25(nc)
Data err(m/c param)
机械参数问题
机械参数被毁
重新检查及输入机械参数
0026(conv)
5026(nc)
No m/c param data
兄弟7500系列高级维修资料说明书

兄弟mfc-7420-dcp-7010-7025维修手册p4
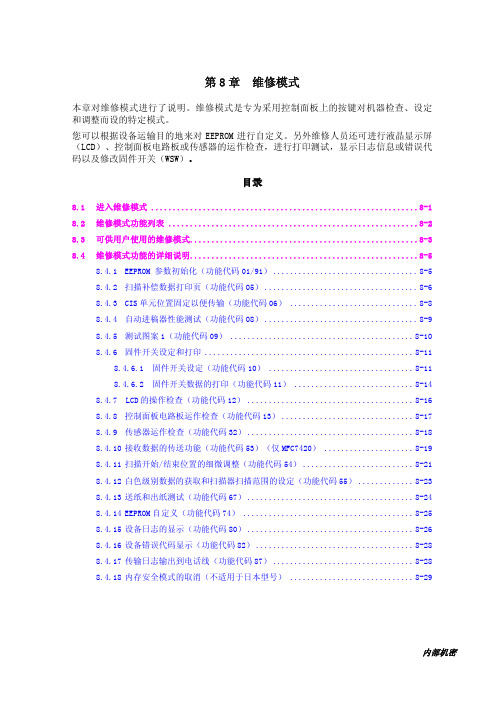
8.1 进入维修模式
MFC7420
依次按功能/设定键和启动键。再按四次 ▲ 键使机器进入维修模式。 【提示】在带数字键盘的传真型号中,也可按功能/设定, *, 2, 8, 6, 和 4 键使机器进
入维修模式。
在设备鸣叫约 1 秒钟后,屏幕显示 始期。表明设备随时接受键盘输入。
,说明设备已处于维修模式的初
8.4.1 EEPROM 参数初始化(功能代码 01/91) .................................. 8-5 8.4.2 扫描补偿数据打印页(功能代码 05) .................................... 8-6 8.4.3 CIS 单元位置固定以便传输(功能代码 06) .............................. 8-8 8.4.4 自动进稿器性能测试(功能代码 08) .................................... 8-9 8.4.5 测试图案 1(功能代码 09) ........................................... 8-10 8.4.6 固件开关设定和打印 ................................................. 8-11
数据项目 维修模代码
公司 ID 数据 外线号码* 电话功能登录* 单键拨号 速拨号 多址发送群组号
01
这些数据都将被 初始化。
91
这些数据将被初始 化。
这些数据将不被初 始化。
这些数据将不被初始 化。
注:如您换上了在其它机器上使用过的主板,则请执行此步骤设定并对 EEPROM 作自定义设 置。(参见 8.4.14 部分的维修模式功能代码 74)。
兄弟TC-S2CZ机床的维修培训

3、安装联轴节盖板前,自动移动机床,确认安装 无误,在向下进行。
4、适当调节机床的栅格偏移量。
主讲师:臧建富
X/Y轴丝杠更换-安装联轴节盖板
主讲师:臧建富
X/Y轴丝杠更换-安装护板
主讲师:臧建富
X/Y轴丝杠更换
部门:设备科
主讲师:臧建富
主讲师:臧建富
兄弟加工中心机床机械维修
★ 一 .X/Y轴丝杠更换。 ★ 二 .Z轴丝杠更换。 ★ 三 .刀盘的更换。 ★ 四 .主轴的更换。
主讲师:臧建富
一.动手与动脑
X/Y轴丝杠更换 1、在更换机床丝杠前,请将机床打扫干净。 2、在机床主轴上装入千分表,找工作台合理位置, 打出代换轴的坐标,记录其机械坐标的X、Y、Z值。 3、不要碰撞和拆卸千分表,台起Z轴,使其升到 一个合理(①、露出全部Z轴联轴节盖板。 ②、 在维修中不会碰到千分表)的位置。
更换主轴-11、上紧护盖螺钉
主讲师:臧建富
更换主轴-12、安装两滑块。
主讲师:臧建富
更换主轴-13、安装气管。
主讲师:臧建富
谢谢!
主讲师:臧建富
主讲师:臧建富
三.刀盘更换-拆卸编码盘护板
主讲师:臧建富
刀盘更换-拆卸编码盘
主讲师:臧建富
编码器更换-拆卸编码器连线
主讲师:臧建富
刀盘更换-松开锁紧螺丝
主讲师:臧建富
刀盘更换-拆卸固定螺丝
主讲师:臧建富
刀盘更换-取下刀盘
主讲师:臧建富
刀盘更换-注意垫圈位置和次序
主讲师:臧建富
刀爪更换-取下钢珠、套筒、和弹簧
编码器更换-安装编码盘
兄弟机床维修手册
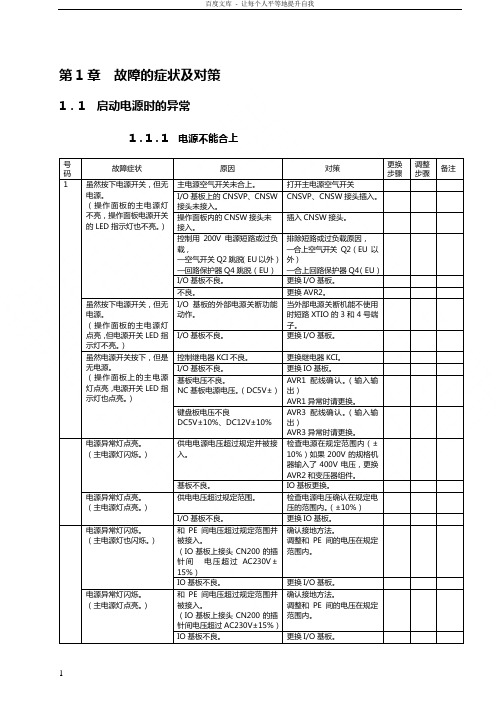
第1章故障的症状及对策1.1 启动电源时的异常1.1.1 电源不能合上号码故障症状原因对策更换步骤调整步骤备注1 虽然按下电源开关,但无电源。
(操作面板的主电源灯不亮,操作面板电源开关的LED指示灯也不亮。
)主电源空气开关未合上。
打开主电源空气开关I/O基板上的CNSVP、CNSW接头未接入。
CNSVP、CNSW接头插入。
操作面板内的CNSW接头未接入。
插入CNSW接头。
控制用200V电源短路或过负载,—空气开关Q2跳脱(EU以外)—回路保护器Q4跳脱(EU)排除短路或过负载原因,—合上空气开关Q2(EU以外)—合上回路保护器Q4(EU)I/O基板不良。
更换I/O基板。
不良。
更换AVR2。
虽然按下电源开关,但无电源。
(操作面板的主电源灯点亮,但电源开关LED指示灯不亮。
)I/O基板的外部电源关断功能动作。
当外部电源关断机能不使用时短路XTIO的3和4号端子。
I/O基板不良。
更换I/O基板。
虽然电源开关按下,但是无电源。
(操作面板上的主电源灯点亮,电源开关LED指示灯也点亮。
)控制继电器KCI不良。
更换继电器KCI。
I/O基板不良。
更换IO基板。
基板电压不良。
NC基板电源电压。
(DC5V±)AVR1配线确认。
(输入输出)AVR1异常时请更换。
键盘板电压不良DC5V±10%、DC12V±10%AVR3配线确认。
(输入输出)AVR3异常时请更换。
电源异常灯点亮。
(主电源灯闪烁。
)供电电源电压超过规定并被接入。
检查电源在规定范围内(±10%)如果200V的规格机器输入了400V电压,更换AVR2和变压器组件。
基板不良。
IO基板更换。
电源异常灯点亮。
(主电源灯点亮。
)供电电压超过规定范围。
检查电源电压确认在规定电压的范围内。
(±10%)I/O基板不良。
更换IO基板。
电源异常灯闪烁。
(主电源灯也闪烁。
)和PE间电压超过规定范围并被接入。
(IO基板上接头CN200的插针间电压超过AC230V±15%)确认接地方法。
brother机床系统参数说明书

brother机床系统参数说明书Brother机床系统参数说明书一、引言Brother机床系统是一种先进的数控机床系统,具有多项优异的性能指标和功能特点。
本文将对Brother机床系统的参数进行详细的说明,以帮助用户更好地了解和使用该系统。
二、系统参数1. 控制系统参数Brother机床系统采用先进的数控控制系统,具有高速、高精度、高可靠性等特点。
其控制系统参数包括控制器型号、主轴驱动功率、控制通道数、控制分辨率等。
其中,控制器型号决定了系统的控制能力和功能扩展性,主轴驱动功率决定了系统的加工能力,控制通道数和控制分辨率则影响了系统的精度和平滑度。
2. 运动系统参数Brother机床系统的运动系统参数包括伺服电机型号、伺服电机功率、导轨类型、滚珠丝杠规格等。
伺服电机型号和功率决定了系统的动力性能和定位精度,导轨类型和滚珠丝杠规格影响了系统的运动平稳性和传动精度。
3. 加工能力参数Brother机床系统的加工能力参数包括最大加工尺寸、最大负载、最高转速、最大进给速度等。
最大加工尺寸决定了系统能够加工的工件尺寸范围,最大负载决定了系统的承载能力,最高转速和最大进给速度影响了系统的加工效率和加工质量。
4. 自动换刀系统参数Brother机床系统配备了先进的自动换刀系统,其参数包括刀库容量、刀具规格、换刀时间等。
刀库容量决定了系统能够存放的刀具数量,刀具规格影响了系统的加工能力和灵活性,换刀时间影响了系统的生产效率。
5. 辅助功能参数Brother机床系统还具有多项辅助功能,如自动测量、自动校正、自动补偿等。
这些功能的参数包括测量精度、校正精度、补偿精度等。
测量精度决定了系统的工件尺寸测量精度,校正精度影响了系统的定位精度,补偿精度影响了系统的加工精度。
三、系统特点1. 高速高精度Brother机床系统具有高速高精度的特点,可实现高效率的加工。
通过先进的控制系统和运动系统,系统能够实现高速、高精度的运动控制,提高加工效率和加工质量。
兄弟机床维修手册(精品资料).doc
3.1.9
AVR1的CN1拿掉后OK
AVR1不良。
更换AVR1,
3.1.6
AVR3的配线拿掉后OK。
AVR3电源系统绝缘不良。
检查AVR3配线,
3
伺服上电时,漏电保护器跳脱
主轴放大器TB2的Y,COM拿掉后OK。
主轴再生阻抗器绝缘不良。
检查再生阻抗器的配线
更换再生阻抗器。
主轴放大器TBI的MP,MN拿掉后OK。
【最新整理,下载后即可编辑】
第1章 故障的症状及对策
1.1 启动电源时的异常
1.1.1 电源不能合上
号
码
故障症状
原因
对策
更换
步骤
调整
步骤
备注
1
虽然按下电源开关,但无电源。
(操作面板的主电源灯不亮,操作面板电源开关的LED指示灯也不亮。)
主电源空气开关未合上。
打开主电源空气开关
I/O基板上的CNSVP、CNSW
取出AVR2的CN1插头OK。
更换AVR2。
3.1.7
变压器T2失效。
取出变压器T2的一次侧
配线再检查。
保险丝Q3为OFF时不再发生。
冷却系统电源系统失效。
拆下冷却装置的CNCLM接头再检查。
2
在紧急停止状态下打开电源时漏电保护器跳脱。
控制箱内
CNSFAN的中间接头取出后OK。
主轴马达风扇绝缘不良。
更换主轴马达风扇。
2.1.2
主轴放大器
TB2的Y和COM拿掉后OK。
主轴再生阻抗器绝缘不良。
检查再生阻抗器配线。
更换再生阻抗器。
主轴放大器TB1端子上CP,CN拿掉后OK。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ATC
SATCATC * W
c
□
□
变频器的输入RST拿掉后0K。
变频器绝缘不良。
检斉变频器潇子库
3.1.1
0
变换变频器.
4
运转中漏电 保护器融兑
轴起动时或切 削条件恶劣时 发生.
超过了空气开关容重。
有外部周边装置时请确认 电源容重。
第
启动电源时的异常
1・1・1电源不能合上
一号码
蠶
注 备
IX
Z对
O上 关 开 气 空 源 电 主
n
O作入 操接
n
曲虬3
合厶口 排T外】
更
5
1
3.
7
1
3.
\/和甬T波。H/FT湘源操壳灯 虽电{点示
n
n
nБайду номын сангаас
更
n
\7环!lr源。陌尺点 电源冲壳也 然电操点灯 虽无{灯示
L a器 电 继 换 更
更
5
1
3.
不原 电雄 鳖5V)
1.1.2
* EU以外
一号码
调整 步骥
H
1
空上护 主合勰 为关昶忠 仅开潢帧 当气时器
^i°
侧直 源线 电接 从J8
n
n
n
为发
S3主
XI 0 mK取o
0
n
n
变再
n
n
n
ST生
冷再 下头 拆接
n
n
n
2
止开电在 停打漏戯 急下砂辭 紧态源护 在状电保
中后
的出
融CNSF^
2z
和后 睪Y掉T拿 曲B20MX主T c O
II
II囂 检更
器1大±CHO放好廝 轴谕拿 主TBCN
LJ
n
n
LJ
n
n
H
or
VR3后
AV掉
n
n
n
3
壯电脱
3Ukt佢漏M
器M
大8C放OY-0轴蠶 主TBaJ
n
n
n
IF IE
丄丄4 7 1.3.3.3. z z z z
9
1
3.
的后 器掉
好拿
J4SK.主R.O
LJ
n
n
出掉 输拿 的W
f o硕VOK变u后
NCNC丄
Dn\—/DP AV出AV
□
n
n
Dn DP
AV出AV
n
n
2
供入
7
1
3.
良 不 板 基/0
10
5
1
3.
点点 灯旳 箒源 异电 源主4fP/(\
n
良 不 板 基/0
10更
5
1
3.
3
iF两
M.不10
更
5
1
3.
鼠 不10
/0更
5
1
3.
4
即使电源开关SW为ON,电源SW的灯闪烁f电源没有立即投入。
动作正箒。在电源开关投入15秒内时间内再次切断并打开电 源开关时,由于电流的不连续 性抑制回路动作.