柱梁焊接工装夹具设计
焊接工装夹具设计指导书

材料成型及控制课程设计(焊接部分——焊接工装夹具设计)指导书重庆大学材料学院材料成型及控制系第一章焊接工装夹具及其在生产中的作用焊接工装夹具就是将焊件进行准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊接结构精度方面要求的工艺装置。
在现代焊接结构生产中,积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻焊接工人的劳动强度,加速焊接生产实现机械化、自动化进程等诸方面起着非常重要的作用。
焊接工装夹具的主要作用有以下几方面:1)准确、可靠地定位和夹紧,可以减轻甚至取消下料和装配时的划线工作。
减小制品的尺寸偏差,提高了零件的精度和互换性。
2)有效地防止和减小焊接变形。
3)使工件处于最佳的施焊位置,焊缝的成形性优良,工艺缺陷明显降低,焊接速度得以提高。
4)以机械装置取代手工装配零部件时的定位、夹紧及工件翻转等繁重工作,改善了工人的劳动条件。
5)可以扩大先进工艺方法和设备的使用范围,促进焊接结构生产机械化和自动化的综合发展。
—个完整的焊接工装夹具,一般由定位器、夹紧机构和夹具体三部分组成。
夹具体(底板)起工作平台的作用,在其台面上开有安装槽、孔,用来安放和固定各种定位器和夹紧器件,有时还用于焊件的支承。
其中,定位是夹具结构设计的关健问题,定位方案一旦确定,则其它组成部分的总体配置也基本随之而定。
第二章工件的定位及常用定位器自由物体在空间直角坐标系中有六个自由度,即沿Ox、Oy、Oz 三个轴向的相对移动和三个绕轴的相对转动。
要使工件在夹具中具有准确和确定不变的位置,则必须限制这六个自由度。
工件的六个自由度均被限制的定位称为完全定位;工件被限制的自由度少于六个,但仍能保证加工要求的定位称为不完全定位。
在焊接生产中,为了调整和控制不可避免产生的焊接应力与变形,有些自由度是不宜限制的,故可采用不完全定位的方法。
在焊接夹具设计中,按加工要求应限制的自由度而没有被限制的欠定位是不允许的;而选用两个或更多的支承点限制一个自由度的方法称为过定位,过定位容易使位置变动,夹紧时造成工件或定位元件的变形,影响工件的定位精度,过定位也属于不合理设计。
【专业知识】焊接工装夹具的设计方法与技巧,都在这了
【专业知识】焊接工装夹具的设计方法与技巧,都在这了在焊接过程中,各种工装夹具必不可少,特别是各种产品不同需要的工装夹具也不同,因此,焊接工程师要懂得应用和设计工装,才能使焊接工艺达到最佳水平。
先来看几个简单实用的焊接夹具要想焊接夹具实用、方便,还得自己动手动脑设计。
今天小编在这里为大家整理了一套资料,供大家选用。
1.夹具设计的基本要求(1)工装夹具应具备足够的强度和刚度(2)夹紧的可靠性(3)焊接操作的灵活性(4)便于焊件的装卸(5)良好的工艺性2.工装夹具设计的基本方法与步骤(1)设计前的准备夹具设计的原始资料包括以下内容:1)夹具设计任务单;2)工件图样及技术条件;3)工件的装配工艺规程;4)夹具设计的技术条件;5)夹具的标准化和规格化资料,包括国家标准、工厂标准和规格化结构图册等。
(2)设计的步骤1)确定夹具结构方案2)绘制夹具工作总图阶段3)绘制装配焊接夹具零件图阶段4)编写装配焊接夹具设计说明书5)必要时,还需要编写装配焊接夹具使用说明书,包括机具的性能、使用注意事项等内容。
3.工装夹具制造的精度要求夹具的制造公差,根据夹具元件的功用及装配要求不同可将夹具元件分为四类:1)第一类是直接与工件接触,并严格确定工件的位置和形状的,主要包括接头定位件、V形块、定位销等定位元件。
2)第二类是各种导向件,此类元件虽不与定位工件直接接触,但它确定第一类元件的位置。
3)第三类属于夹具内部结构零件相互配合的夹具元件,如夹紧装置各组成零件之间的配合尺寸公差。
4)第四类是不影响工件位置,也不与其它元件相配合,如夹具的主体骨架等。
4.夹具结构工艺性(1)对夹具良好工艺性的基本要求1)整体夹具结构的组成,应尽量采用各种标准件和通用件,制造专用件的比例应尽量少,减少制造劳动量和降低费用。
2)各种专用零件和部件结构形状应容易制造和测量,装配和调试方便。
3)便于夹具的维护和修理。
(2)合理选择装配基准1)装配基准应该是夹具上一个独立的基准表面或线,其它元件的位置只对此表面或线进行调整和修配。
工装夹具设计的方法

工装夹具设计的方法1、夹具设计的基本要求由于产品结构的技术条件、施焊工艺以及工厂具体情况等的不同,对所选用及设计的夹具均有不同的特点及要求。
目前,就装配焊接结构生产中所使用的多数夹具而言,其共性的要求有以下几方面:(1)工装夹具应具备足够的强度和刚度夹具在生产中投入使用时要承受着多种力的作用,如焊件的自重、夹紧反力、焊接变形引起的作用力、翻转时可能出现的偏心力等,所以夹具必须有一定的强度与刚度。
(2)夹紧的可靠性夹紧时不能破坏工件的定位位置,必须保证产品形状、尺寸符合图样要求。
既不能允许工件松动滑移,又不能使焊件的拘束度过大而产生较大的拘束应力。
因此,手动夹具操作时的作用力不可过大,机动压紧装置作用力应采用集中控制的方法。
(3)焊接操作的灵活性使用夹具生产应保证足够的装配焊接空间,使操作人员有良好的视野和操作环境,使焊接生产的全过程处于稳定的工作状态。
(4)便于焊件的装卸操作时应考虑制品在装配定位焊或焊接后能顺利地从夹具中取出,还要注意制品在翻转或吊运时不受损坏。
(5)良好的工艺性所设计的夹具应便于制造、安装和操作,便于检验、维修和更换易损零件。
设计时,还要考虑车间现有的夹紧动力源、吊装能力以及安装场地等因素,降低夹具制作成本。
2、工装夹具设计基本方法为保证用设计出的夹具生产出符合设计要求的工件,就要了解工件在生产中及本身构造上的特点及要求,这是设计夹具的依据,是设计人员应细致研究并掌握的原始资料。
夹具设计的原始资料包括以下内容:(1)夹具设计任务单任务单中说明工件图号、夹具的功用、生产批量、对该夹具的要求以及夹具在工件制造中所占地位和作用。
任务单是夹具设计者接受任务的依据。
(2)工件图样及技术条件研究图样是为了掌握工件尺寸链的结构、尺寸公差及制造精度等级。
此外,还需了解与本工件有配合关系的零件在构造上它们之间的联系。
研究技术条件是为了明确在图样上未完全表达的问题和要求,对工件生产技术要求获得一个完整的概念。
中立柱内加强板分总成焊接工装夹具设计
[请在此处插入参考文献1]
01
03 02
THANKS FOR WATCHING
感谢您的观看
确保工件在夹具中的位置准确, 防止工件在焊接过程中发生移动
或变形。
定位方式
采用限位块、定位销等装置,根 据工件的具体形状和尺寸进行定
位。
定位精度
定位装置的设计应确保工件的定 位精度在±0.2mm以内,以满足
焊接质量要求。
夹紧装置设计
夹紧装置的作用
在焊接过程中固定工件的位置,防止工件因热变 形或外力影响而产生移动。
技术发展趋势
焊接工装夹具是提高焊接 质量和效率的重要手段, 也是当前技术发展的趋势。
设计目的
提高焊接质量和效率
通过设计合理的工装夹具,确保焊接 过程中的稳定性和准确性,从而提高 焊接质量和效率。
降低生产成本
提升企业竞争力
改进焊接工艺可以提升企业的产品品 质和生产能力,增强企业的市场竞争 力。
优化夹具设计可以减少生产过程中的 损耗和不良品率,从而降低生产成本。
02
保持夹具的清洁,避免 杂物和锈蚀对夹具的影 响。
03
在使用过程中,应按照 规定的气源和电源要求 进行操作,避免超负荷 使用。
04
建议定期对夹具进行保 养,延长其使用寿命。
05
设计与实施效果分析
设计效果分析
结构稳定性
01
工装夹具结构设计合理,能够保证在焊接过程中中立柱内加强
板分总成的稳定性和精度。
夹具设计的意义
保证产品质量
合理的夹具设计能够确 保焊接过程中的稳定性 和准确性,从而提高产
品质量。
提高生产效率
有效的夹具设计可以缩 短焊接时间和减少操作 步骤,从而提高生产效
焊接夹具的设计思路及案例

(11) 避免细杆受弯曲应力 (12)导轨的驱动力作用点,应作用在 两导轨摩擦力的压力中心上, 使两条导轨摩擦力产生的 力矩互相平衡 (13) 避免导轨受侧推力 (14) 避免螺杆受弯曲应力
10
(15)避免用螺纹件定位 (16)两定位销之间距离应尽可能远 (17)定位销要垂直于接合面
5
(10).满足夹具使用国家或地区的安全 法令法规; (11).形成公司内部产品的系列化和标准化。
6
二:强度和刚度的结构设计原则
(1) 避免受力点与支持点距离太远 (2) 避免悬臂结构或减小悬臂长度
(3) 勿忽略工作载荷可以产生的有利作用 (4) 避免机构中的不平衡力
7
(5) 受冲击载荷零件避免刚度过大
(4) 易损零件必须是可以快速更换的结构, 条件充分时最好不需要使用其它 工具进行;
4
(5).满足夹具在调整或更换过程中重复 定位的可靠性;
(6).尽可能的避免结构复杂、成本昂贵; (7).尽可能选用市场上质量可靠的标准品 作组成零件;
(8).焊接操作的灵活性即焊缝的开创性
(9).便于焊件的装卸,有良好的工艺性
(6) 避免影响强度的局部结构相距太近 (7) 不可以传力的中间零件应尽量避免受力 (8) 尽量避免安装时轴线不中产生的附加力
(9) 对于零件的易磨损表面增加一定的 磨损裕量(最大实体原则)
8
(10)
尽量不采用不符合阿贝原则 的结构方案
注:(阿贝原则是仪器设计中一个非
常重要的设计原则。古典的阿贝原则 是阿贝于1890年提出的一项测量仪设 计的指导性原则。他说:要是测量已 给出精确的测量结果,必须将被测件 布置在基准元件沿运动方向的延长线 上。因此可以称为共线原则。)
柱梁焊接工装夹具设计
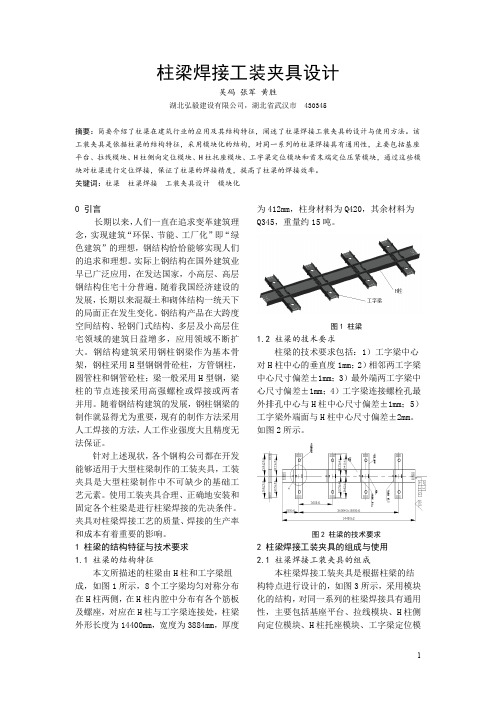
1.2 柱梁的技术要求 柱梁的技术要求包括:1)工字梁中心
对 H 柱中心的垂直度 1mm;2)相邻两工字梁 中心尺寸偏差±1mm;3)最外端两工字梁中 心尺寸偏差±1mm;4)工字梁连接螺栓孔最 外排孔中心与 H 柱中心尺寸偏差±1mm;5) 工字梁外端面与 H 柱中心尺寸偏差±2mm。 如图 2 所示。
针对上述现状,各个钢构公司都在开发 能够适用于大型柱梁制作的工装夹具,工装 夹具是大型柱梁制作中不可缺少的基础工 艺元素。使用工装夹具合理、正确地安装和 固定各个柱梁是进行柱梁焊接的先决条件。 夹具对柱梁焊接工艺的质量、焊接的生产率 和成本有着重要的影响。 1 柱梁的结构特征与技术要求 1.1 柱梁的结构特征
计出如图 11 所示的工字梁定位模块,它具 有底面定位和长度方向定位的作用,模块两 侧均布设置 6 个调节螺钉,模块可进行整体 水平调节,根据工字梁腹高 800mm~816mm 的 变化范围,在工字梁翼缘放置处设计有两个 凸台,凸台高 50mm,宽 100mm,长 1400mm, 凸台表面的粗糙度为 12.5µm,平面度为 1mm, 根据图纸中对工字梁腹板孔位尺寸的要求, 结合工字梁腹板孔系在工字梁腹板对应孔 位下设计了工字梁定位孔系座,孔系座上均 布 15 个Φ33mm 的孔,精度等级为 H7,孔间 距公差±0.5mm,孔的轴线对凸台表面的垂 直度为 0.2mm,在孔系座的下面对应各个孔 点焊有 M30 的螺母,工字梁在安装时通过一 个圆柱销、两个菱形销对其进行精确定位, 圆柱销、菱形销的直径为Φ33mm,精度等级 为 h6,其排布位置如图中所示,模块两侧靠 近焊接位置处设计有工字梁下压装置,减小 焊接变形对工字梁位置的影响。
图 4 柱梁焊接工装夹具的使用
3 柱梁焊接工装夹具主要部件设计 3.1 基座平台的设计
焊接工装夹具设计及应用txt
焊接工装夹具设计及应用txt焊接工装夹具设计是指将焊接过程中所需要的零件或工件固定在一个能够满足焊接要求的位置或角度,从而帮助焊接工人进行焊接操作的工具。
它在焊接过程中起到了固定和定位的作用,能够提高工作效率和焊接质量。
以下将对焊接工装夹具设计的意义、设计考虑因素和应用进行详细阐述。
首先,焊接工装夹具的设计对于提高焊接质量具有重要意义。
在焊接过程中,焊接工人需要将工件固定在理想位置和角度上进行焊接。
如果没有合适的工装夹具,焊接过程中可能会发生工件移动、倾斜或者不稳定等情况,这将对焊接质量产生不利影响。
而合适的设计和应用焊接工装夹具,可以稳定地将工件固定在正确的位置上,从而确保焊接过程中焊缝的质量和稳定性。
其次,焊接工装夹具的设计需要考虑以下几个因素:工件的形状和尺寸、焊接工艺要求、焊接工人的工作习惯和操作便利性。
在设计过程中,需要充分了解工件的形状和尺寸,以便设计出适合固定该工件的夹具。
同时,焊接工艺要求也需要被考虑进去,例如焊缝的位置和角度、焊接过程中的热影响等。
此外,考虑到焊接工人的工作习惯和操作便利性,夹具的设计应该符合工人的使用习惯,并能够提高工作效率。
焊接工装夹具的应用广泛,涵盖了各个焊接领域。
在焊接车间中,焊接工装夹具可以用于固定和定位工件,帮助焊接工人完成各种焊接任务。
在大型结构的焊接中,例如船舶、汽车和桥梁等的焊接,需要设计和应用适合的工装夹具来完成固定和定位,从而确保焊接质量和精度。
此外,在焊接自动化过程中,工装夹具也扮演着重要角色,用于固定和定位焊接机器人,提高焊接自动化的效率和质量。
总结起来,焊接工装夹具设计与应用对于提高焊接质量、工作效率以及焊接自动化都具有重要意义。
在设计过程中,需要充分考虑工件的形状和尺寸、焊接工艺要求和焊接工人的实际需求。
通过科学合理地设计和应用焊接工装夹具,能够确保焊接过程中工件的固定和定位,提高焊接质量和效率,实现焊接自动化的快速发展。
14-3 焊接结构工装夹具设计与检验
行试装测量长度、宽度、高度、拱度等几何尺寸及各部件的相对位置公差是否
符合 技术要求,螺栓联接的节点栓孔加工精度和螺栓过孔率,还有表面涂装质 量等。
焊接结构工装夹具设计与检验
焊接结构工装夹具设计与检验
采用的工艺装备并不意味着要选用机构复杂、价格高昂的
设备,许多情况下 是采用一些简单的定位装置、压紧装置、翻
转装置等,或将现有的设备稍加改 造,往往也能收到明显的技 术和经济效益。
焊接结构生产中,工装夹具的作用可归纳为以下几点:
焊接结构工装夹具设计与检验 1)减轻下料及装配时的划线工作,在零、部件安装时,有时还可以免去定 位焊 。
定位基准时通常可选择这些地方作为定位基准,以便保证它们的定位公差。
4)焊接件通常由几个零件组成,有些雩件可以利用已经装配好的某些零件 来定位。 5)焊接工艺婆备中的焊接件,在焊接加热过程中会伸长、缩短和弯曲,因 而在定位某些零部件时,不宜将它们强制固定,应考虑允许它们能够沿某些方
向 自由变形。
焊接结构工装夹具设计与检验
焊接结构工装夹具设计与检验
抽样检验就是按照一定的百分比检查对袭进行检验,如在TB 10212— 2009标准中规定:主要杆件受拉横向対接焊缝按焊接接 头数量的10%(不少于一个接头) 进行射线检测。再如,GB
50205—2001《钢结构工程施工质量验收规范》中规定: 焊接圆柱
头焊钉锤击30。弯曲的抽检数量为:每批同类构件抽查10% ,且不考 于10 件;被抽查构件中,每件检查剪力钉数量的1%,但不少于1
6)减小了焊接变形,可以减小甚至免除焊后修整的工作量。
焊接结构工装夹具设计与检验
二、工装夹具的设计要点
1.工装夹具与生产工艺的关系
产品生产过程中所采用的工装夹具的形式对备料、装配及焊接质量有很大
焊接工装夹具设计说明
序言 .................................................................. (2)一、夹具设计任务 (3)1、焊接产品(复合件)“撑杆焊接组合”的产品图 (3)2、焊接产品“撑杆焊接组合”的重点技术要求分析 (3)二、“撑杆焊接组合”装焊夹具设计方案的确定 (3)1、基准面的选择(夹具体方式的确定) (3)2、定位方式及元器件选择 (4)3、夹紧方式及元器件选择 (4)4、装焊方案 (4)5、装焊夹具结构 (5)三、主要零件设计的说明 (5)1、夹具体 (5)2、压板 (5)3、插销机构主体 (5)4、快撤式螺旋夹紧器件 (5)四、夹具的装配要求 (5)五、装焊夹具使用说明 (6)1、夹具的操作步骤 (6)2、夹具使用注意事项、保养及维护 (6)六、本次课程设计小结、体会及建议 (6)七、参考资料 (7)焊接工装夹具及其在生产中的运用焊接工装夹具就是将焊件准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺装备。
在现代焊接生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。
在焊接生产过程中,焊接所需要的工时较少,而约占全部加工工时的2/3以上的时间是用于备料、装配及其他辅助的工作,极大的影响着焊接的生产速度。
为此,必须大力推广使用机械化和自动化程度较高的装配焊接工艺装备。
焊接工装夹具的主要作用有以下几个方面:(1)准确、可靠的定位和夹紧,可以减轻甚至取消下料和划线工作。
减小制品的尺寸偏差,提高了零件的精度和可换性。
(2)有效的防止和减轻了焊接变形。
(3)使工件处于最佳的施焊部位,焊缝的成型性良好,工艺缺陷明显降低,焊接速度得以提高。
(4)以机械装置代替了手工装配零件部位时的定位、夹紧及工件翻转等繁重的工作,改善了工人的劳动条件。
【精品本科论文】中立柱内加强板分总成焊接工装夹具设计
中立柱内加强板分总成焊接工装夹具设计学生姓名班级:指导老师:熊震宇摘要:针对江铃皮卡汽车中立柱内加强板焊接工件,根据汽车行业焊装夹具设计的一般方法和原则,设计了一套现代化合理实用的焊接夹具。
采用了自动化程度较高的气动夹具,详细分析了气缸直径与行程的选定,并对夹具受力复杂部件进行理论应力强度分析,优化焊接夹具零部件的设计。
本文采用计算机辅助设计方法,利用UG(Unigraphics)软件的三维建模以及装配功能对夹具零部件进行快速设计与装配,缩短了焊装夹具设计周期、提高了效率、形象直观,提升了设计质量并降低了成本,避免了传统的二维设计方法设计周期长、更改不便、复杂局部难以直观表达的缺点。
设计的整套夹具体零部件较多,部分位置不便观察,采用UG装配序列功能制作装配序列动画可以使工人了解夹具各个零件间的装配关系及整个夹具的装配顺序,提高装配效率。
UG运动仿真对夹具打开、夹紧及焊接工件的放入、取出进行运动分析及干涉检查,保证夹具设计方案的优化和设计质量,为焊接夹具的设计和验证优化提供了技术基础,提高了设计效率,获得了符合设计要求的中立柱内加强板焊接夹具。
该设计满足企业实际生产要求,具有一定的实用价值。
关键词:气动夹具UG建模与装配运动仿真指导老师签名:Inner reinforcing plate of center pillar Subassembly welding fixture designStudent name:Class:Supervisor: Xiong ZhenyuAbstract: According to “inner reinforcing plate of center pillar” workpieces, whether based on the general methods and princlples of welding fixture design in auto industry. A modernization and reasonable pneumatic welding fixture designed with a high degree of automation when detailly analyzed the selection of diameter and stroke on cylinder . Theoretical stress intensity analysis on fixture which beared complex force that can optimize the design of welding fixture.This paper adopting the method of computer-aided design, based on the Unigraphics software of three dimensional modeling and assembly function of fixture parts for rapid design and assembly shortening the welding fixture design cycle, improve efficiency, visual image, improve the design quality and reduce the cost, avoiding the traditional two dimensional design which the design cycle is long, chang the inconvenience, the shortcomings of complex partical hand to visual, and holder of a complete set of more specific parts which the part position inconvenient observation. UG assembly sequence features to make assembly sequence animation which allows workers to understand each fixture assembly relations between parts and the whole fixture assembly sequence , that can improve the assembly efficiency.UG motion simulation for open fixtures , clamping and welding workpieces placed , removed for motion analysis and interference checking. Which guaranteed fixture design optimization and design quality. This method provided technical basis, Improve the efficiency of design, by which the suitable welding fixture was acquired. Consequently: the design is suitable for the actual production requirement which with centain engineering background and practical value.Keyword: pneumatic welding fixture UG Modeling and Assembly Motion SimulationSignature of Supervisor:目录1 前言 (1)1.1 选题依据及课题意义 (1)1.2 国内外研究概况及发展趋势 (1)1.2.1车身焊装简介 (1)1.2.2车身定位特点 (3)1.2.3国内外汽车焊装夹具设计研究现状及发展趋势 (4)1.3 研究内容及实验方案 (7)1.3.1研究内容 (7)1.3.2实验方案 (8)2 定位及基准 (9)2.1 工件及定位 (9)2.2 基准 (9)3夹具设计 (10)3.1 基板的设计 (11)3.1.1上面板的设计 (11)3.1.2槽钢的选择布置 (12)3.2 底座的设计 (12)3.3 连接板的设计 (12)3.4 夹紧臂的设计 (13)3.5 销、销支架及定位块的设计 (14)3.6 气缸的选型 (15)3.6.1气缸直径的选定 (15)3.6.2气缸行程的选定 (16)3.7 基于UG软件零件的三维建模与装配 (17)3.7.1UG软件简介 (17)3.7.2零件的三维建模 (18)3.7.3夹具零件及焊接工件的装配 (19)4 验证及优化 (21)4.1夹紧臂理论校核 (21)4.2运动分析 (22)4.3装配序列 (26)5 输出工程图 (28)6 结论 (29)参考文献 (30)致谢 (32)南昌航空大学学士学位论文1前言1.1选题依据及课题意义汽车制造业是全球性重要的支柱产业,中国汽车工业也进入了一个快速制造,群雄逐鹿的时代,随着人民生活水平的日益提高,在未来五至十年将是SUV(多功能运动型)车型的市场。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 引言 长期以来,人们一直在追求变革建筑理
念,实现建筑“环保、节能、工厂化”即“绿 色建筑”的理想,钢结构恰恰能够实现人们 的追求和理想。实际上钢结构在国外建筑业 早已广泛应用,在发达国家,小高层、高层 钢结构住宅十分普遍。随着我国经济建设的 发展,长期以来混凝土和砌体结构一统天下 的局面正在发生变化。钢结构产品在大跨度 空间结构、轻钢门式结构、多层及小高层住 宅领域的建筑日益增多,应用领域不断扩 大。钢结构建筑采用钢柱钢梁作为基本骨 架,钢柱采用 H 型钢钢骨砼柱,方管钢柱, 圆管柱和钢管砼柱;梁一般采用 H 型钢,梁 柱的节点连接采用高强螺栓或焊接或两者 并用。随着钢结构建筑的发展,钢柱钢梁的 制作就显得尤为重要,现有的制作方法采用 人工焊接的方法,人工作业强度大且精度无 法保证。
图 7 H 柱中心拉线模块
3.2.2 工字梁中心拉线模块的设计 工字梁中心拉线模块如图 8 所示,通过
工字梁两侧的工字梁中心拉线模块,Φ2mm 的钢丝线,提供工字梁定位模块和工字梁摆 放的基准。该模块主要包括基座和可调门架 圆盘。
图 9 H 柱侧向定位模块
3.4 H 柱托座模块的设计 H 柱托座模块如图 10 所示,它的主要作
由上述的分析设计出如图 7 所示的 H 柱 中心拉线模块,通过 H 柱首末两端的 H 柱中 心拉线模块,Φ2mm 的钢丝线,提供 H 柱摆 放的基准。该模块主要包括基座、可调门架 圆盘和拉线基准板,拉线基准板挡线侧对 H 柱下定位面的垂直度为 0.5mm。
图 8 工字梁中心拉线模块
3.2.3 工字梁定位模块拉线模块的设计 工字梁定位模块拉线模块如图 8 所示,
图 11 工字梁定位模块
3.6 首末端定位、压紧模块的设计 3.6.1 首端定位模块的设计
H 柱首端定位模块采用两个分布于 H 中 心线两侧的 M64 调节螺钉,如图 12 所示。 由于 H 柱的端面还未进行铣端面,实际端面 与理论端面之间可能存在较大的角度,采用 整块挡板进行定位效果较差,而采用两个调 节螺钉的端面定位则能适应不同斜面的要 求,定位更加可靠。
2
图 5 基座平台
图 6 横梁
3.2 拉线模块的设计 拉线模块主要是提供工装模块安装及
工件摆放的基准,根据柱梁的结构特点及技 术要求本工装夹具设计了 H 柱中心拉线模 块、工字梁中心拉线模块和工字梁定位模块 拉线模块。通过这些拉线模块保证了工装夹 具的尺寸和精度,从而保证柱梁焊接的尺寸 和精度。 3.2.1 H 柱中心拉线模块的设计
柱梁焊接工装夹具设计
吴码 张军 黄胜 湖北弘毅建设有限公司,湖北省武汉市 430345
摘要:简要介绍了柱梁在建筑行业的应用及其结构特征,阐述了柱梁焊接工装夹具的设计与使用方法。该 工装夹具是依据柱梁的结构特征,采用模块化的结构,对同一系列的柱梁焊接具有通用性,主要包括基座 平台、拉线模块、H 柱侧向定位模块、H 柱托座模块、工字梁定位模块和首末端定位压紧模块,通过这些模 块对柱梁进行定位焊接,保证了柱梁的焊接精度,提高了柱梁的焊接效率。 关键词:柱梁 柱梁焊接 工装夹具设计 模块计 3.1 基座平台的设计
针对目前及今后各种规格的柱梁制作, 特设计了如图 5 所示的通用基座平台,它包 括桁架底座和横梁,桁架底座上开有纵向槽 系,槽之间间隔 500mm,横梁可在纵向槽系 中纵向移动,可固定在任意位置,横梁上开 有 T 型槽,上层部件可在横向 T 型槽中移动, 可固定在任意位置,其结构如图 6 所示。
通过工字梁定位模块两侧的工字梁定位模 块拉线模块,Φ2mm 的钢丝线,提供工字梁 定位模块摆放的基准。该模块主要包括基座 和可调门架圆盘。 3.3 H 柱侧向定位模块的设计
根据 H 柱的结构特点及尺寸规格设计出 如图 9 所示的 H 柱侧向定位模块,它具有底 面定位和两侧可调节定位的作用,模块两侧 均布设置 6 个调节螺钉,模块可进行整体水 平调节,根据 H 柱翼宽 400mm~412mm 的变化 范围,设计侧向定位调节螺钉中心距底面定 位面 203mm,根据 H 柱腹高 982mm~1048mm 的变化范围,设计两侧向支座间距 1148mm, 定位调节螺钉可调长度 100mm。
图 3 柱梁焊接工装夹具 表 1 柱梁焊接工装夹具的组成
名称 属性
基座平台
H 柱中 心拉线 模块 拉 线 工字梁 模 中心拉 块 线模块 工字梁 定位模 块拉线 模块
H 柱侧向定 位模块
H 柱托座模 块
工字梁定位 模块
技术参数
长 18000mm,宽 6000mm,高 383mm 拉线钢丝左右可调 范围 50mm,上下可 调范围 280mm,拉线 基准板挡线侧对 H 柱下定位面的垂直
参考文献 1. 王光斗:机床夹具设计手册[M],上海科学技术 出版社,1990 2. 刘金合:焊接工装夹具设计及应用[M],化学工 业出版社,2011 3. 余建军,任治军,王辉:先进焊接工装夹具及 其在机械装备制造业中的应用[J],机床与液压, 2011,39(12):115-121 4. 曾志新,吕明:机械制造技术基础[M],武汉理 工大学出版社,2001 5. 成大先:机械设计手册[M],化学工业出版社, 2010
图 12 首端定位模块 4
图 1 柱梁
1.2 柱梁的技术要求 柱梁的技术要求包括:1)工字梁中心
对 H 柱中心的垂直度 1mm;2)相邻两工字梁 中心尺寸偏差±1mm;3)最外端两工字梁中 心尺寸偏差±1mm;4)工字梁连接螺栓孔最 外排孔中心与 H 柱中心尺寸偏差±1mm;5) 工字梁外端面与 H 柱中心尺寸偏差±2mm。 如图 2 所示。
图 2 柱梁的技术要求
2 柱梁焊接工装夹具的组成与使用 2.1 柱梁焊接工装夹具的组成
本柱梁焊接工装夹具是根据柱梁的结 构特点进行设计的,如图 3 所示,采用模块 化的结构,对同一系列的柱梁焊接具有通用 性,主要包括基座平台、拉线模块、H 柱侧 向定位模块、H 柱托座模块、工字梁定位模
1
块和首末端定位压紧模块,通过这些模块对 柱梁进行精确定位。柱梁焊接工装夹具的组 成见表 1。
3.6.2 末端压紧模块的设计 H 柱末端压紧模块包括螺旋千斤顶安放
基座和螺旋千斤顶,螺旋千斤顶安放基座便 于螺旋千斤顶的放置及力的传递,如图 13 所示。
图 13 末端压紧模块
4 结论 在现有胎架以及操作水平条件下,对
这一系列形状复杂的大型焊接柱梁,如果以 靠尺划线、拼装,不但效率低而且质量难以 保证。本工装夹具具有较高的定位精度和一 定的控制热变形的特点,其结构简单便于操 作和施工,为新产品的试制和大批量生产创 造了条件。其合理的设计构思,适用于类似 结构的其他大型柱梁焊接,在保证图纸的精 度要求前提下,可以节约时间和制作成本, 提高劳动生产率。
度为 0.5mm
拉线钢丝左右可调 范围 50mm,上下可
调范围 240mm
拉线钢丝左右可调 范围 50mm,上下可
调范围 240mm
可夹持工件宽度范 围 960mm~1100mm,H 柱定位面表面粗糙 度 12.5µm,表面平
面度 1mm 可支撑工件最大宽 度 1200mm,H 柱定
位面表面粗糙度 12.5µm,表面平面
度 1mm 可支撑工件宽度范 围 760mm~880mm, 15-Φ33 定位孔均
性能 上层模块的 基础平台
H 柱中心位 置的基准
工字梁及工 字梁定位模 块中心位置
的基准 工字梁定位 模块侧向位 置的基准
支撑 H 柱及 侧向调节 H
柱位置
支撑 H 柱与 工字梁连接
部位
正确定位工 字梁的位置
首端定位模 块
用是支撑 H 柱与工字梁连接部位,防止柱梁 的重要部位扰度过大,模块两侧均布设置 6 个调节螺钉,模块可进行整体水平调节,根 据 H 柱腹高 982mm~1048mm 的变化范围,设 计托座面宽度 1200mm。
图 10 H 柱托座模块 3
3.5 工字梁定位模块的设计 根据工字梁的结构特点及尺寸规格设
本文所描述的柱梁由 H 柱和工字梁组 成,如图 1 所示,8 个工字梁均匀对称分布 在 H 柱两侧,在 H 柱内腔中分布有各个筋板 及螺座,对应在 H 柱与工字梁连接处,柱梁 外形长度为 14400mm,宽度为 3884mm,厚度
为 412mm,柱身材料为 Q420,其余材料为 Q345,重量约 15 吨。
针对上述现状,各个钢构公司都在开发 能够适用于大型柱梁制作的工装夹具,工装 夹具是大型柱梁制作中不可缺少的基础工 艺元素。使用工装夹具合理、正确地安装和 固定各个柱梁是进行柱梁焊接的先决条件。 夹具对柱梁焊接工艺的质量、焊接的生产率 和成本有着重要的影响。 1 柱梁的结构特征与技术要求 1.1 柱梁的结构特征
末端压紧模 块
布,工字梁定位面 表面粗糙度
12.5µm,表面平面 度 1mm
可定位工件最小宽 度 960mm,沿 H 柱长 度方向可调节范围
100mm 可放置 5~20t 的螺
旋千斤顶
正确定位 H 柱首端的位
置
压紧 H 柱
2.2 柱梁焊接工装夹具的使用 由图 4 可知,先将工装夹具按照图 3
进行正确的安装,将工装夹具的各个模块安 装在相应的位置,通过调节各个模块上的调 节螺钉调整 H 柱侧向定位模块、H 柱托座模 块、工字梁定位模块的定位面在同一水平 面,按对应位置放置 H 柱和工字梁,通过 H 柱侧向定位模块、H 柱中心拉线模块和首端 定位模块找正 H 柱的位置;通过工字梁定位 模块配合圆柱销、菱形销定位找正工字梁的 位置,位置找正后通过各自的夹紧装置进行 夹紧。
计出如图 11 所示的工字梁定位模块,它具 有底面定位和长度方向定位的作用,模块两 侧均布设置 6 个调节螺钉,模块可进行整体 水平调节,根据工字梁腹高 800mm~816mm 的 变化范围,在工字梁翼缘放置处设计有两个 凸台,凸台高 50mm,宽 100mm,长 1400mm, 凸台表面的粗糙度为 12.5µm,平面度为 1mm, 根据图纸中对工字梁腹板孔位尺寸的要求, 结合工字梁腹板孔系在工字梁腹板对应孔 位下设计了工字梁定位孔系座,孔系座上均 布 15 个Φ33mm 的孔,精度等级为 H7,孔间 距公差±0.5mm,孔的轴线对凸台表面的垂 直度为 0.2mm,在孔系座的下面对应各个孔 点焊有 M30 的螺母,工字梁在安装时通过一 个圆柱销、两个菱形销对其进行精确定位, 圆柱销、菱形销的直径为Φ33mm,精度等级 为 h6,其排布位置如图中所示,模块两侧靠 近焊接位置处设计有工字梁下压装置,减小 焊接变形对工字梁位置的影响。