机械加工检验记录表
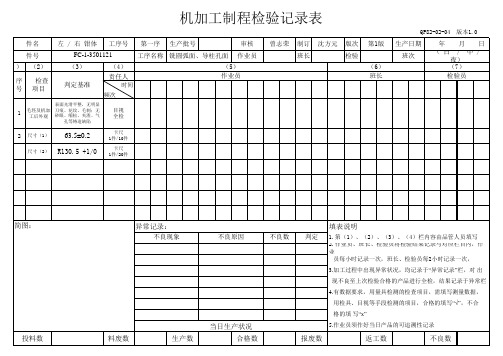
机加工制程检验记录表
件名
左 / 右 钳体 工序号 第一序 生产批号
审核
(1 件号 ) (2)
序 检查 号 项目
FC-1-3501121
工序名称 铣圆弧面、导柱孔面 作业员
(3) 判定基准
(4) 责任人
时间
(5) 作业员
频次
表面光滑平整,无明显
1
毛坯及机加 刀痕、花纹、毛刺;无 工后外观 砂眼、缩松、夹渣、气
生产数
不良原因
当日生产状况 合格数
不良数
判定
填表说明
1.第(1)、(2)、(3)、(4)栏内容由品管人员填写 2.作业员、班长、检验员将检验结果记录与对应栏目内,作 业
员每小时记录一次,班长、检验员每2小时记录一次,
3.加工过程中出现异常状况,均记录于“异常记录”栏,对 出
现不良至上次检验合格的产品进行全检,结果记录于异常栏
孔等铸造缺陷
目视 全检
2 尺寸(1) 63.5±0.2 尺寸(2) R130.5 +1/0
卡尺 1件/10件
卡尺 1件/20件
曾志荣 制长
QP82-02-04 版本1.0
生产日期 班次
年月日 (白 / 中/
夜) (7)
检验员
简图: 投料数
异常记录: 不良现象
料废数
4.有数据要求,用量具检测的检查项目,需填写测量数据, 用检具、目视等手段检测的项目,合格的填写“√”,不合 格的填 写“х”
5.作业员须作好当日产品的可追溯性记录
报废数
返工数
不良数
主要零部件检验记录表
阿尔泰机械电子科技有限公司
主要零部件抽检记录表
(立体车库)
编制:审核:批准:日期:
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录。
机械结构件检验规范(含表格)

机械结构件检验规范(IATF16949/ISO9001-2015)1.0目的本文件目的是确保公司产品质量,有效的提高供应商的合格率,及减少不合格品流入生产、终检的作业过程。
2.0适用范围本文件适用于机械原材料、钣金件、机械加工件、标准件的进货检验工作。
3.0定义无4.0职责质量管理部负责本文件的执行。
5.0作业内容5.1检验准备工作。
5.1.1根据送检通知单,备好所须图纸。
5.1.2熟悉并掌握待检产品的纸图型号、尺寸要求、技术要求、工艺要求。
5.1.3备好检验工具如:卷尺、游标卡尺、高度尺、直角尺、万能角度尺、平台等。
5.2检验过程5.2.1须严格按照设计图纸、工艺、国标进行检验。
5.2.1.1检查钣金件、机械加工件的物料编号与送检单上的物料编号是否统一。
5.2.1.2外观检验如下表:板材敷铝锌钣喷漆结构件电镀件铜排检验要求对于表面不作任何处理的敷铝锌板:表面须无刮伤、料裂、严重变形、残留毛刺等现象,且表面保护膜进厂前须去除。
对于表面喷漆的结构件,须喷漆色泽均匀,无起泡、刮伤、料裂、变形等现象。
对电镀零部件,表面电镀须不能有明显针眼、暇疵、凹坑或电镀不全、镀层脱落现象。
铜排表面须色泽光亮、无划痕及刮伤现象。
5.2.1.3材料检验:依据图纸、材质报告检验各零部件的材料是否正确,如下表:材质铜排敷铝锌钣喷漆件、电镀件检验要求对于比较关键的铜排,须外协产家提供材质报告,检验人员须审查材质报告内容:铜排的材质、精度等级、导电率、纯度、表面硬度、抗拉强度等关键技术参数。
敷铝锌钣外观相当美观,在检验时若发现颜色很黑,说明此材质是放得时间非常久的边角料,若此零部件是安装在柜体外面如:侧板、顶底封板、门板等,检验员可判材质不合格,退回供应商。
对于喷漆件、电镀件须外协产家提供检验报告;检验人员须审查此报告的完整性。
1、特别是喷件漆,漆的型号;电镀件镀层材质;这两个参数在相应报告中须完整体现。
2、漆层、镀层厚度、及其附着力等关键参数报告中也须完整体现。
钢筋机械连接质量验收记录表(2010版适用)

钢 筋 直 径
mm
<16
100N•m
18〜20
200N•m
22〜25
260N•m
28~32
320 N•m
36~40
360 N•m
4
直螺纹接头
钢筋与连接套的规格一致,外 露有效丝扣牙数在2牙之内
验收单位
质量验收结论
签名
班组
年 月日
施工队
年 月日
项目部
年 月日
监理
年 月日
注:对用于动力基础的钢筋机械连接接头,应按现行有关标准规定进行抗疲劳试验。
4
操作工技能
从事钢筋机械连接施工的操 作工必须经培训并考试合格, 才能上岗操作
5
工艺检验
钢筋连接工程开始前及施工 中,应对每批进场钢筋进行接 头工艺检验,其抗拉强度应符 合现行规程、规范的要求
6
低温部位接头
应进行专门试验,符合JGJ
107的有关规定
般 项 目
1
直 螺 纹 加工
钢筋端部
钢筋端部应采用专用工具与 钢筋轴线垂直切平或镦平后加 工螺纹
丝长牙形
牙形饱满,无断牙、秃牙缺 陷,且与牙形规的牙形吻合, 牙形表面光洁
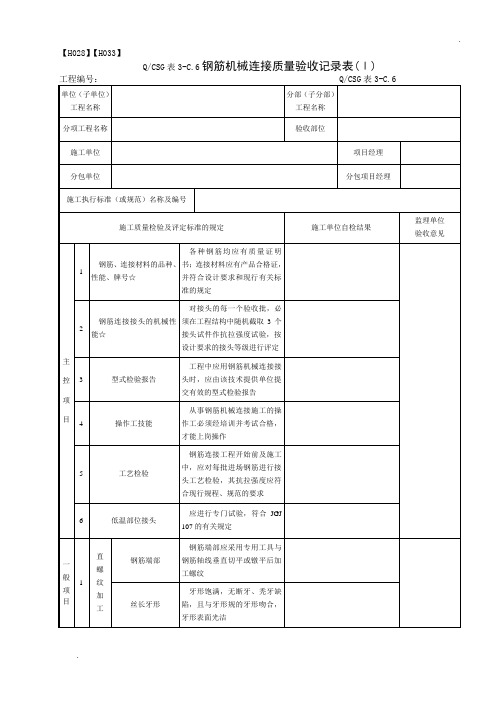
Q/CSG表3-C.6(续)钢筋机械连接质量验收记录表(II )
工程编号:Q/CSG表3-C.6(续)
施工质量检验及评定标准的规定
施工单位自检结果
监理单位
验收意见
般 项 目
1
直 螺 纹 加 工
丝头裂纹
镦粗头不得有与钢筋轴线相垂 直的横向裂纹
各种钢筋均应有质量证明 书;连接材料应有产品合格证, 并符合设计要求和现行有关标 准的规定
钢筋机械连接质量验收记录表(2010版适用)
≤16
100N·m
18~20
200N·m
22~25
260N·m
28~32
320N·m
36~40
360N·m
4
直螺纹接头
钢筋与连接套的规格一致,外露有效丝扣牙数在2牙之内
验 收 单 位
质量验收结论
签名
班 组
年月日
施 工 队
年月日
项目部
年月日
监理
年月日
注:对用于动力基础的钢筋机械连接接头,应按现行有关标准规定进行抗疲劳试验。
主
控
项
目
1
钢筋、连接材料的品种、性能、牌号☆
各种钢筋均应有质量证明书;连接材料应有产品合格证,并符合设计要求和现行有关标准的规定
2
钢筋连接接头的机械性能☆
对接头的每一个验收批,必须在工程结构中随机截取3个接头试件作抗拉强度试验,按设计要求的接头等级进行评定
3
型式检验报告
工程中应用钢筋机械连接接头时,应由该技术提供单位提交有效的型式检验报告
4
操作工技能
从事钢筋机械连接施工的操作工必须经培训并考试合格,才能上岗操作
5
工艺检验
钢筋连接工程开始前及施工中,应对每批进场钢筋进行接头工艺检验,其抗拉强度应符合现行规程、规范的要求
6
低温部位接头
应进行专门试验,符合JGJ 107的有关规定
一
般
项
目
1
直
螺
纹
加
工
钢筋端部
钢筋端部应采用专用工具与钢筋轴线垂直切平或镦平后加工螺纹
丝长牙形
牙形饱满,无断牙、秃牙缺陷,且与牙形规的牙形吻合,牙形表面光洁
Q/CSG表3-C.6(续)钢筋机械连接质量验收记录表(Ⅱ)
钢筋机械连接施工检查记录表

1.适用范围及要求:
1)该表适用于钢筋机械连接。
2.检查数量:
1)主控项目:
(1)钢筋机械连接工艺检验:应按现行有关规定确定;
(2)其他主控项目:应全数检查。
2)一般项目:
(1)直螺纹加工、接头外观质量:应全数检查。
3.按同一施工条件下同钢筋生产商、同强度等级、同型式、同规格的500个钢筋接头作为一个检查批次,不足500个也作为一个批次。
丝头螺纹长度
不应小于1/2套筒长度
6
直螺纹接头
接头拧紧力矩
钢筋直径mm
≤16
100
N·m
18~20
200
22~25
260
28~32
320
36~40
360
7
直螺纹接头
钢筋与连接套的规格一致,外露有效丝扣牙数在2牙之内
备注
验收结论
施工单位
班组长:
分包项目部质检员:
项目部质检员:年月日
监理单位
监理员:
专业监理工程师:年月日
钢筋机械连接施工检查记录表
编号:
工程名称
分部工程名称
分项工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工依据
验收依据
类别
序号
检查项目
质量标准
单
位
检查记录
检查结果
主控项目
1
钢筋、连接应有产品合格证;钢筋、连接材料质量应符合设计和现行有关标准的规定
2
钢筋连接接头的力学性能检验☆
应符合JGJ107的规定
3
型式检验报告
工程中应用钢筋机械连接接头时,应由该技术提供单位提交有效的型式检验报告
金属切削机床铣削加工安全检查表范本(2篇)
金属切削机床铣削加工安全检查表范本1. 检查机床外观及电源线:- 检查机床外部是否有明显损坏或松动的部件;- 检查电源线是否完好,并确认接地是否良好。
2. 检查操作面板:- 检查操作面板上的按钮、开关是否正常;- 确认操作面板上的指示灯能正常显示。
3. 检查刀具和刀具夹持装置:- 检查刀具是否完整、锋利;- 检查刀具夹持装置是否紧固可靠;- 若使用自动刀具夹持装置,确认其正常运行。
4. 检查切削液系统:- 确认切削液系统的管路是否完好;- 检查切削液箱内切削液的余量,并添加足够的切削液;- 若使用切削液回收系统,检查其工作是否正常。
5. 检查切削区域安全防护:- 确认切削区域周围是否有足够的防护栏杆;- 检查防护门、防护罩是否完好,并确认其能正常开启和关闭;- 检查加工过程中的切屑排放装置是否畅通。
6. 检查机床运行状态:- 启动机床,观察其运行是否平稳,无异常噪音和振动;- 检查机床各轴的运动是否灵活、准确。
7. 检查冷却系统:- 检查冷却水管路是否完好;- 检查冷却液箱内冷却液的余量,并添加足够的冷却液;- 检查冷却系统的温度和压力是否在正常范围内。
8. 检查机床润滑系统:- 确认润滑油箱内润滑油的余量,并添加足够的润滑油;- 检查润滑系统管路是否完好;- 检查润滑系统的工作是否正常,无异常的润滑点。
9. 检查电气系统:- 检查电气线路是否完好,无短路或接触不良;- 检查电气设备的接地是否良好;- 若使用变频器进行控制,检查其工作是否正常。
10. 检查运输锁定装置:- 检查运输锁定装置是否已全部解除。
11. 检查紧固件:- 检查机床上的紧固件是否全部紧固可靠。
12. 检查安全标识:- 检查机床上的安全标识是否清晰可见;- 确认操作人员是否了解并遵守相应的安全规范。
以上为金属切削机床铣削加工安全检查表范本,详细检查内容,请根据具体机床的型号和使用情况进行相应的调整和补充。
请在使用任何机床之前,先进行安全检查,确保操作人员的安全。
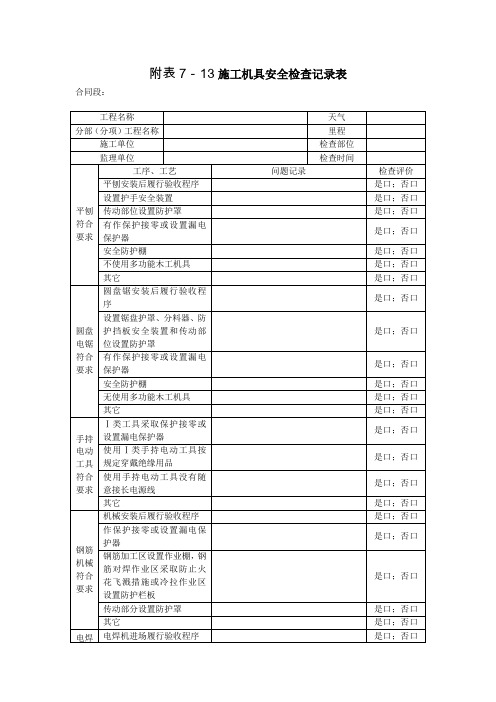
施工机具安全检查记录表
其它
是口;否口
圆盘电锯符合要求
圆盘锯安装后履行验收程序
是口;否口
设置锯盘护罩、分料器、防护挡板安全装置和传动部位设置防护罩
是口;否口
有作保护接零或设置漏电保护器
是口;否口
安全防护棚
是口;否口
无使用多功能木工机具
是口;否口
其它
是口;否口
手持
电动工具符合要求
Ⅰ类工具采取保护接零或设置漏电保护器
是口;否口
其它
是口;否口
搅拌
机符合要求
搅拌机安装后履行验收程序
是口;否口
作保护接零或设置漏电保护器
是口;否口
离合器、制动器、钢丝绳达到规定要求
是口;否口
上料斗设置安全挂钩或止挡装置
是口;否口
传动部位设置防护罩
是口;否口
设置安全作业棚
是口;否口
作业平台平稳
是口;否口
其它
是口;否口
气瓶符合要求
气瓶安装减压器
制动、转向装置灵敏
是口;否口
照明足够
是口;否口
无超速行驶
是口;否口
无行车载人
是口;否口
其它
是口;否口
潜水
泵符合要求
作保护接零或设置漏电保护器
是口;否口
负荷线使用专用防水橡皮电缆
是口;否口
负荷线没有接头
是口;否口
其它
是口;否口
振捣器符合要求
作保护接零或设置漏电保护器
是口;否口
使用移动式配电箱
是口;否口
是口;否口
钢绞线切割无使用电焊操作,使用砂轮机切割
是口;否口
其它
是口;否口
其他施工机具、设备符合要求