关键特殊过程确认记录表格
关键特殊过程能力确认表
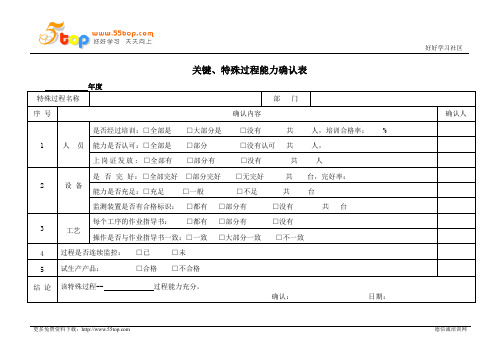
部门
序号
确认内容
确认人
1
人员
是否经过培训:□全部是□大部分是□没有共人,培训合格率:%
能力是否认可:□全部是□部分□没有认可共人,
上岗证发放:□全部有□部分有□没有共人
2
设备
是否完好:□全部完好□部分完好□无完好共台,完好率:
能力是否充足:□充足□一般□不足共台
监测装置是否有合格标识:□都有□部分有□没有共台
3
工艺
每个工序的作业指导书:□都有□部分有□没有
操作是否与作业指导书一致:□一致□大部分一致□不一致
4
过程是否连续监控:□已□未
5
试生产产品:□合格□不合格
结论
该特殊过程--过程能力充分。
确认:日期:
备注
审核/日期:批准/日期:
特殊过程确认记录表
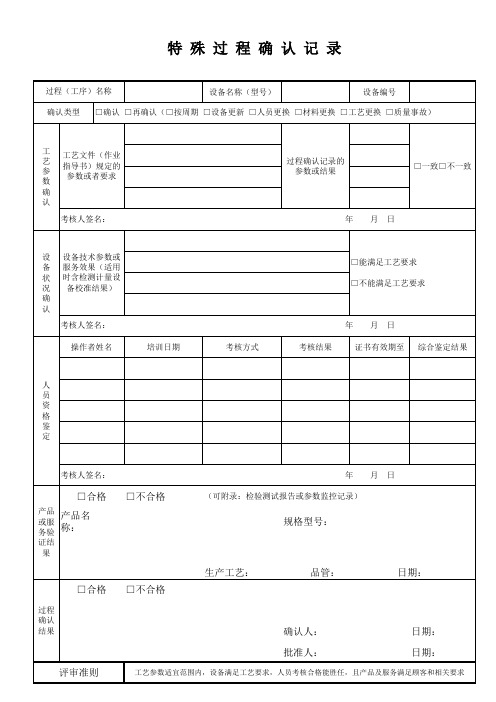
过程(工序)名称 确认类型 设备名称(型号) 设备编号
□确认 □再确认(□按周期 □设备更新 □人员更换 □材料更换 □工艺更换 □质量事故)
工 艺 参 数 确 认
工艺文件(作业 指导书)规定的 参数或者要求
过程确认记录的 参数或结果
□一致□不一致
考核人签名:
年
月Hale Waihona Puke 日设 备 状 况 确 认
产品名称:
规格型号:
生产工艺: □合格
过程 确认 结果
品管:
日期:
□不合格
确认人: 批准人: 评审准则
日期: 日期:
工艺参数适宜范围内,设备满足工艺要求,人员考核合格能胜任,且产品及服务满足顾客和相关要求
设备技术参数或 服务效果(适用 时含检测计量设 备校准结果)
□能满足工艺要求 □不能满足工艺要求
考核人签名: 操作者姓名 培训日期 考核方式 考核结果
年
月
日 综合鉴定结果
证书有效期至
人 员 资 格 鉴 定
考核人签名:
年
月
日
□合格
产品 或服 务验 证结 果
□不合格
(可附录:检验测试报告或参数监控记录)
9001关键特殊过程确认记录表格

编号:JL-7.5.2-01
过程名称
排气及密封(真空封口)过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
《特殊过程的评审和批准准则》GF/SDGT-03-2010
《关键控制点操作控制程序》JS/SDGT-02-2010
2、工艺方法适用性确认:
制定的《关键控制点操作控制程序》详细,适合于本公司产品生产,具有可操作性、指导性,工艺方法适宜。
记录要求:
记录:杀菌及冷却操作记录JL-7.5.2-02
验证结论:
经对杀菌过程的质量抽样检验,产品质量均合格。
再确认要求:
确认人:史明君
ห้องสมุดไป่ตู้确认时间:
2010年01月10日
批准人:宋长波
制定的《关键控制点操作控制程序》详细,适合于本公司产品生产,具有可操作性、指导性,工艺方法适宜。
设备认可:
配有杀菌冷却机一台,定期维护保养,设备完好,运行正常,能满足生产能力要求。
人员资格确认:
本岗位操作工3人,均有健康证,并经过岗位培训,考核合格,工作经验5年以上,熟练掌握生产工艺及操作方法,能力胜任。
设备认可:
配有真空封口机一台,定期维护保养,设备完好,运行正常,能满足生产能力要求。
人员资格确认:
本岗位操作工2人,均有健康证,并经过岗位培训,考核合格,工作经验5年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:排气及密封(岗位)操作记录JL-7.5.2-02
验证结论:
经对排气及密封(真空封口)过程的质量抽样检验,产品质量均合格。
再确认要求:
确认人:史明君
确认时间:
特殊过程确认记录表-研发

生产部鉴定签字:
过程控制
ቤተ መጻሕፍቲ ባይዱ服务中规定要控制的要求:
已按相关标准要求进行研发
确认人/日期:
过程确认结果:
经过各方面的检查符合要求。
确认人/日期:
人员资格鉴定
■在岗位任职要求中已明确对该服务过程工作人员的要求
■本次确认全过程中的岗位工作人员经过相关培训和考核,具备上岗资格
■所有岗位工作人员已在本岗位试工作过且获得认可
综合办鉴定签字:
注:[是”打□;“否”打■
过程方法鉴定
■生产部已将过程方法形成工艺文件并已发放到相关岗位
■岗位工作人员已将服务、技术文件摆放到易于观察的部位
特殊过程确认记录表
JL-113
要确认的特殊过程为
工业智能计产装置的研发
确认时间
确认地点
研发现场
本过程
概述
作业人员
经过培训,能达到用户要求水平
工具材料
设备设施能够满足要求
服务方法
技术开发管理文件
本次确认的时机
■初次确认
口服务质量出现严重不符合
口出现重大顾客投诉时
确认通知签字
管理者代表、生产部、质检部、综合办、供销部
特殊过程确认记录表

工程项目名称
施工时间
序号
特殊过程名称
人员认
记录确认
备注
1
焊接
项目焊接施工作业人员为:赵#代##经过确认,这些员工经过培训,持证,具备从事焊接施工工作经验
经确认钢材、焊条等有合格证,焊条按规定要求处理
经确认针对焊接过程制定了《施工作业指导书》,《过程控制程序》,过程严格依据文件组织生产
经确认接作业所使用的设备(电焊机)均经过项目部按照设备管理制度的规定进行进场验收,验收合格,并在使用过程中进行维护保养,符合焊接作业使用要求
经过确认,焊接作业人员严格依据依作业指导书文件组织施工,对施工情况做记录,形成###施工质量验收记录
确认结果
该特殊过程具备达到质量合格要求的能力,确认工程质量合格
确认人员签字
建筑施工企业常见的特殊过程:防水、大体积混凝土、焊接施工等
路基关键工序(特殊过程)质量验收记录表
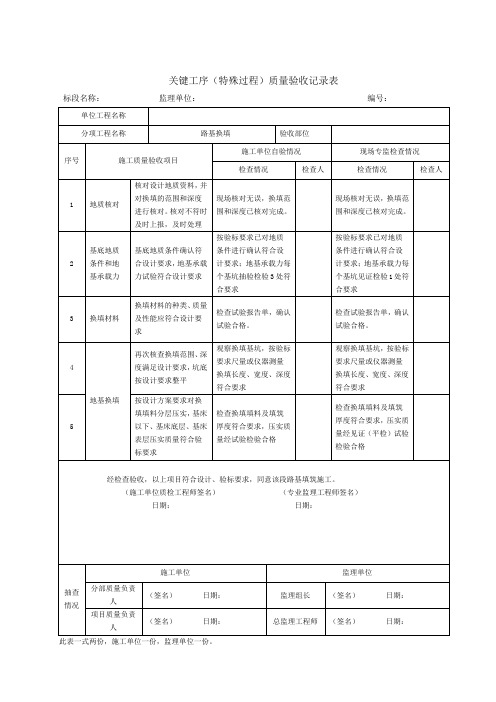
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
特殊过程确认记录表格
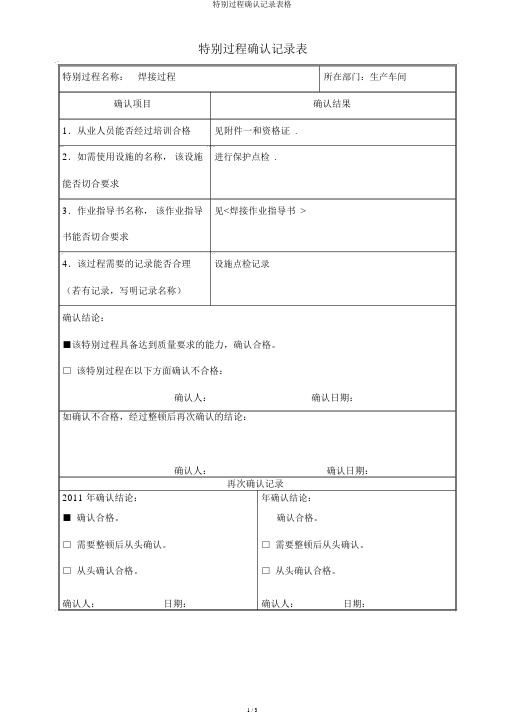
特别过程确认记录表特别过程名称:焊接过程所在部门:生产车间确认项目确认结果1.从业人员能否经过培训合格见附件一和资格证.2.如需使用设施的名称,该设施进行保护点检.能否切合要求3.作业指导书名称,该作业指导见<焊接作业指导书>书能否切合要求4.该过程需要的记录能否合理设施点检记录(若有记录,写明记录名称)确认结论:■该特别过程具备达到质量要求的能力,确认合格。
□ 该特别过程在以下方面确认不合格:确认人:确认日期:如确认不合格,经过整顿后再次确认的结论:确认人:确认日期:再次确认记录2011 年确认结论:年确认结论:■ 确认合格。
确认合格。
□ 需要整顿后从头确认。
□ 需要整顿后从头确认。
□ 从头确认合格。
□ 从头确认合格。
确认人:日期:确认人:日期:附件一培训记录培训时间:培训地址:本企业培训教师:参加培训人员:车间全员(包含维修员、调机员)培训内容:1、焊接的安全作业2、焊接品的接收标准3、异样办理培训成效评论:经过与部分学员面谈沟通、议论、大家已对本企业的焊接安全作业,焊接工艺条件已掌握,对生产产品质量要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保留的记录,记录保留的限期已基本掌握和清楚。
而且知道自己在岗位上的职责达成的好坏。
经过口述 +发问和实质操作的查核所有合格。
对任课老师的讲解感觉满意,深入浅出,联合本企业的生产实质,易于理解和掌握。
达到了预期的成效。
评论人:焊接工上岗查核试卷姓名:得分:问答题:第 5 和 9 题每题各 15 分, 其余每题 10 分.一、焊接机在开机以前要检查哪些事项二、怎样对机器进行清理三、操作过程中要注意哪些安全事项四、怎样对不一样的产品进行表记别五、怎么判断产品是切合客户要求的你在操作的过程中多怎样去做了六、发生品责问题是怎样办理的七、机器的平时养护都要做哪些工作八、封闭机器后要确认哪些事项九、解说什么是5S,以及作好5S 的利处。
关键或特殊需过程确认表
料:
该过程所用的原辅料均来自《合格供方名录》中的厂家,且进入本过程前均经过来严格检验或验证合格,可以满足过程产品的需要。
确认人员:
法:
该过程编制了《》作业指导文件,能够规范本过程的操作。能够满足过程的需要。
确认人员:
环:
生产环境明亮、通风,温湿度适宜,能够满足生产需要。
确认人员:
测:
编制了该过程的监视与测量方法,建立了该过程的监视和测量表格,监视与操作人员能按规定的要求与方法进行监视、测量、控制和记录,能够满足该过程监视与测量的要求。
确认人员:
确认结论:
经过确认,该过程可以得到有效控制。且过程加工产品的监视与测量结果符合规定要求。若该过程相关因素出现变化,按此程序再确认。
审批人员:
关键或特殊过程确认表
过程名称
确认时间
人:
该过程操作人员,经过国家相关部门的培训,取得上岗资格,且上岗前经过测试合格,实际操作中能够胜任,可以满足生产要备检修保养计划》安排的时间进行按时保养、维修外,每班上下班前后操作工都进行日常保养与维护,且每次开机都经过试用,运行正常后方才使用,能够满足过程要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:JL-7.5.2-01
过程名称
基坑开槽过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
根据甲方签字的图纸
2、工艺方法适用性确认:
根据施工现场的施工方案及技术交底,具有可操作性、指导性,工艺方法适宜。
设备认可:
挖掘机一台,定期维护保养,设备完好,运行正常,能录
编号:JL-7.5.2-01
过程名称
支模防护过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
根据甲方签字的图纸
2、工艺方法适用性确认:
根据施工现场的施工方案及技术交底,具有可操作性、指导性,工艺方法适宜。
设备认可:
台式电锯机一台,定期维护保养,设备完好,运行正常,能满足生产能力要求。
人员资格确认:
本岗位操作工6人,均有健康证,并经过岗位培训,考核合格,工作经验3年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:钢筋及混凝土型号,钢筋位置,混凝土的振捣。
验证结论:
材料型号符合图纸要求,钢筋绑扎位置正确,混凝土振捣合格。
再确认要求:
确认人:荆雪飞
确认时间:
2016年月日
人员资格确认:
本岗位操作工4人,均有健康证,并经过岗位培训,考核合格,工作经验3年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:模板尺寸及位置,模板的加固。
验证结论:
尺寸位置正确,模板牢固可靠,可以浇筑混凝土。
再确认要求:
确认人:荆雪飞
确认时间:
2016年月日
批准人:张雷雷
过程确认记录
编号:JL-7.5.2-01
过程名称
轻钢结构扩建过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
根据甲方签字的图纸
2、工艺方法适用性确认:
根据施工现场的施工方案及技术交底,具有可操作性、指导性,工艺方法适宜。
设备认可:
电钻,角磨机一台,定期维护保养,设备完好,运行正常,能满足生产能力要求。
人员资格确认:
本岗位操作工6人,均有健康证,并经过岗位培训,考核合格,工作经验3年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:根据图纸,确认拆除位置,保证原有建筑承重部分不受破坏。
验证结论:
拆除部位符合结构、建筑的使用要求。
再确认要求:
确认人:荆雪飞
确认时间:
2016年月日
批准人:张雷雷
编号:JL-7.5.2-01
过程名称
钢筋绑扎及混凝土浇筑过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
根据甲方签字的图纸
2、工艺方法适用性确认:
根据施工现场的施工方案及技术交底,具有可操作性、指导性,工艺方法适宜。
设备认可:
振捣棒一台,定期维护保养,设备完好,运行正常,能满足生产能力要求。
人员资格确认:
本岗位操作工4人,均有健康证,并经过岗位培训,考核合格,工作经验3年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:钢结构墙体尺寸,连接的可靠性。
验证结论:
尺寸位置正确,连接牢固可靠。
再确认要求:
确认人:荆雪飞
确认时间:
2016年05月30日
批准人:张雷雷
人员资格确认:
本岗位操作工4人,均有健康证,并经过岗位培训,考核合格,工作经验3年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:开槽尺寸位置,基坑的防措施。
验证结论:
尺寸位置正确,合理对基坑进行放坡,放坡系数合格。
再确认要求:
确认人:荆雪飞
确认时间:
2016年月日
批准人:张雷雷
过程确认记录
过程确认记录
编号:JL-7.5.2-01
过程名称
主体拆除过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
甲方提供的签字拆除图纸。
2、工艺方法适用性确认:
根据施工现场的施工方案及技术交底,具有可操作性、指导性,工艺方法适宜。
设备认可:
电锤、气泵锤各,定期维护保养,设备完好,运行正常,能满足生产能力要求。