涂装特殊过程确认表
特殊过程确认记录(喷涂)

签字:
工艺方法确认
作业指导书编号:
《涂漆工艺及验收标准》TTSJ-JS-GC-JY-05,已得到公司技术总负责人批准,具有可操作性,可以满足电梯制造的喷涂过程的质量要求。
确认部门:技术部
签字:
确认结论
经确认均能满足:
《涂漆工艺及验收标准》TTSJ-JS-GC-JY-05《电梯技术条件》GB/T10058-1997要求。
特殊过程确认记录
需确认的过程
喷涂过程
确认日期
2016年3月15日
确认类型
■首次确认□再确认□其它
参加人员
管理者代表:朱征飚行政部:李天琪生产部:李明华
技术部:蒯乃鹏质管部:曾卫
操作人员
能力确认
本公司喷涂工共计3人,全部为熟练工,经实际操作,可胜任此岗位工作。
确认部门:行Leabharlann 部签字:确认事项确认内容
确认部门/签字
确认部门:生产部
签字:
批准
该过程能达到《电梯制造与安装安全规范》GB7588-2003要求,过程能力充分,能实现所策划的结果的能力。
确认部门:管理者代表
签字:
设备能力确认
设备名称:自动喷涂流水线
规格型号:QXG-206
使用情况:所用喷涂设备已在进入现场前得到验收合格,经试喷符合工艺要求,设备现处于完好状态,完全可以满足喷涂过程要求。
确认部门:生产部
签字:
材料确认
喷涂材料供方名称:江都市烨春化工材料厂
规格型号/合格证:喷涂材料在合格供方购买有合格证
对喷涂材料建立严格的监控过程和监控记录,如在合格供方处采购,并验证材料的合格证、质检报告及质量,在喷涂过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
特殊过程工序确认表

1.脱脂剂ph:11-13;45-55℃
2.表调剂ph:17.5-19;
3.磷化液:FA=O.37温度30~45°C
4.塑粉固化温度和时间:180~190°C、20~25min
过程确认意见
通过对上述环境及控制要素的确认,能保证产品喷涂质量。
特殊过程确认小组成员签字:(日期)
特殊过程工序确认表
编号:20230501-2
特殊过程名
称
静电喷涂
工艺文件名
称
静电喷涂工艺守则
工艺文件编
号
OXXX.916.004
操作岗位名
称
喷涂工
资质等级
上岗证
设备名称
静电喷涂生产线
设备等级
/
工艺编制者
XX
相应工序号
/
工装代号
/
器具精度等
级
/
环境要求
1.环境温度5~35℃
2.环境湿度:30-85%R.H.
组长:
成员:备注:由工艺员填写,过程确认小组确认后,质量管理部门保存。
特殊过程确认记录表
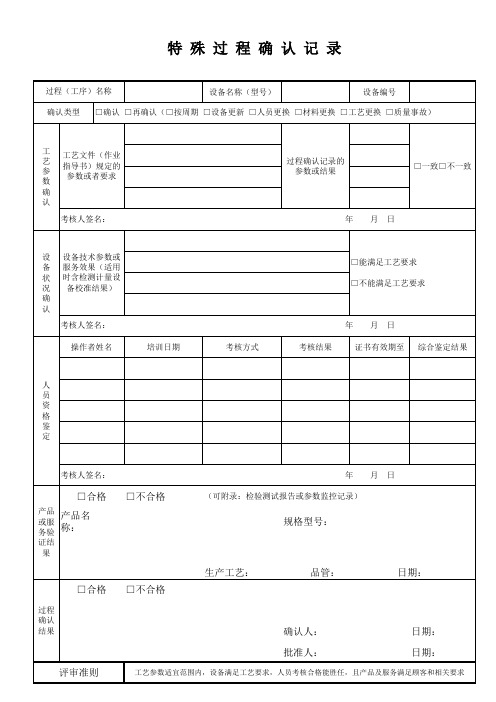
过程(工序)名称 确认类型 设备名称(型号) 设备编号
□确认 □再确认(□按周期 □设备更新 □人员更换 □材料更换 □工艺更换 □质量事故)
工 艺 参 数 确 认
工艺文件(作业 指导书)规定的 参数或者要求
过程确认记录的 参数或结果
□一致□不一致
考核人签名:
年
月Hale Waihona Puke 日设 备 状 况 确 认
产品名称:
规格型号:
生产工艺: □合格
过程 确认 结果
品管:
日期:
□不合格
确认人: 批准人: 评审准则
日期: 日期:
工艺参数适宜范围内,设备满足工艺要求,人员考核合格能胜任,且产品及服务满足顾客和相关要求
设备技术参数或 服务效果(适用 时含检测计量设 备校准结果)
□能满足工艺要求 □不能满足工艺要求
考核人签名: 操作者姓名 培训日期 考核方式 考核结果
年
月
日 综合鉴定结果
证书有效期至
人 员 资 格 鉴 定
考核人签名:
年
月
日
□合格
产品 或服 务验 证结 果
□不合格
(可附录:检验测试报告或参数监控记录)
特殊过程确认记录(涂装)
特殊过程确认记录(涂装)
项目描述
本文档旨在记录特殊过程确认事项,涉及涂装领域。
以下是确
认记录:
1. 承诺和责任
- 公司承诺按照相关法规和标准要求执行涂装特殊过程。
- 涂装特殊过程执行的责任由经验丰富的涂装技术人员负责。
2. 资质和培训
- 涂装技术人员必须持有相应的涂装相关资质,并定期进行技
术培训。
- 涂装技术人员必须了解并遵守相关的安全和环境措施。
3. 工艺流程
- 涂装特殊过程必须按照规定的工艺流程进行,包括准备工作、涂装操作和涂装后处理。
- 工艺流程必须严格遵守生产指导书和相关的质量管理标准。
4. 设备和工具
- 涂装特殊过程需要使用合适的设备和工具,确保涂装质量和工作安全。
- 设备和工具必须定期检查和维护,确保其正常运行和符合相关标准要求。
5. 检验和记录
- 涂装特殊过程执行完成后,必须进行检验和记录,确保涂装结果符合要求。
- 检验和记录应包括涂装前的准备工作、涂装过程中的关键参数和检查结果。
6. 纠正措施
- 如果发现涂装特殊过程存在问题或不符合要求,必须立即采取纠正措施。
- 纠正措施应包括制定修正计划、重新执行涂装特殊过程,并进行相应的记录。
7. 审核和改进
- 涂装特殊过程需定期进行内部审核,发现问题并持续改进。
- 审核结果和改进计划应记录并报告给相关部门和管理人员。
以上是特殊过程确认记录(涂装)的内容,确认记录的目的在于确保涂装特殊过程的质量和合规性。
特殊过程确认记录表(三防漆)

说明:本表每年填写确认一次。五方面符合时方通过确认。不通过确认时应迅速作出整改,并再次确认。
确认人:
5.操作环境是否符合要求(安全、通风)
确认人:
确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:如确认不合,经过整改后再次确认的结论:确认人:确认日期:
再次确认记录
2024年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
特殊过程确认记录表
特殊过程名称:三防漆涂覆
所在部门:生产部
确认项目
确认结果
1.操作人员是否经过培训;有没有安全防护措施。
确认人:
2.需使用设备的名称,该设备是否符合生产要求。
确认人:
3.材料配方是否符合要求。
确认人:
4.作业指导书名称,该作业指导书是否符合要求。该过程需要的记录是否合理
(如有记录,写明记录名称)
喷漆特殊过程

确认结果:
生产过程中的喷漆过程经过培训可达到满足生产质量要求。
评价人:黄立宁日期:2016年2月22日
特殊过程确认表(再确认)QR7.5.2-8
产品名称
环卫设备(垃圾压缩机)
过程
喷漆过程
确认范围:环卫设备喷漆过程,参数控制有喷嘴直径,压力,喷漆速度等
评价小组成员
组长:黄立宁
组员:何兆海刘仲财
人员资格
该工序组长等人经过严格的特殊过程培训,都从事本专业工作3年,经考核具备独立工作能力。
设备情况
特殊过程中使用的设备达到规定标准,能够正常使用;
公司规程
1、我公司的特殊过程有喷漆过程,是靠控制喷嘴直径,气体压力,喷嘴移动速度等作参数来保证产品质量,均不能通过后续的检验经济的验证,因此确认上述过程为特殊过程。
2、喷漆均用专用设备来确保生产能来自,上岗操作人员应经过操作规程培训,通过考核合格后方可上岗。
3、严格按照工艺规定操作。
4、生产过程中应填写过程参数监控记录,确保过程受控。
特殊特性过程确认表、特殊特性过程评价表
名称:
4、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
过程使用方法情况:
□ 是工艺成熟,试验合格,符合过程要求
□ 否需要改进,重新验证后方可进行确认
5、进入该过程的原料的控制如何
原辅料有合格供方,符合过程要求:□ 有 □ 无
原料来料检验报告:□ 有 □ 无
工序间的转接流畅,提高流水线生产效率、降低人员的疲劳感。
是
2
考虑对每一操作中所有材料、工装和设备标识区域。
利于识别、不混淆
是
3
对流水是否已分配足够的空间。
适宜于操作
是
4
为防止误装不合格产品,是否合理布置检测区。
明确标识待检区、待处理区
是
5
为减少在操作中误用或混淆类似产品,是否制定了控制措施。
颜色标识系统、编号规则
是
6
是否有足够的控制以防止不合格的进货材料进入储存和使用点。
检验状态标识
是
二
生产操作过程
1
生产任务的安排
满足顾客要求
是
2
工装领用
与任务定单一致
是
3
领料
依据控制计划领取相应材料
是
4
装夹具
遵守工装拆装规范
是
5
作业准备首检
首件制品经检验员检验合格后方可批量生产
是
过程名称:装配NO:2/3
6
标识制作
与任务定单相一致
遵守过程流程图
是
2
与控制计划中的过程检查相一致
符合生产控制计划
是
3
产品首件检验
遵守产品检验指导书
特殊过程明细表
涂装-特殊-1009
涂焊缝密封胶
B 涂焊缝密封胶工艺参数
工艺小车
涂装-特殊-1010 喷涂PVC防石击涂料
B 喷涂PVC防石击涂料工艺参数
工艺小车、PVC吊具
9 涂装-特殊-1011
打磨
B 打磨用材料要求
工艺小车
10 涂装-特殊-1012
吹净
C 压缩空气要求
工艺小车
11 涂装-特殊-1013
擦净
C 擦净材料要求
中兴汽车制造有限公司 涂装 车间
特殊过程明细表
产品型号 产品名称
所有车型 皮卡、SUV
共1页
特殊过程特性表
序号 特殊过程编号
特殊过程名称
重要度
特殊内容
文件编号
专用工艺装备
1 涂装-特殊-1001
脱脂
A 脱脂液参数
C型吊具
2 涂装-特殊-1002
表面调整
B 表调液参数
C型吊具
3 涂装-特殊-1003
磷化
A 磷化液参数
C型吊具
4 涂装-特殊-1004
电泳
A 电泳涂漆工艺参数
C型吊具
5 涂装-特殊-1005
水洗
B 水洗各参数
C型吊具
6 涂装-特殊-1006
UF水洗
B UF水洗各参数
C型吊具
7 涂装-特殊-1007
烘干
A 烘干控制参数
C型吊具、工艺小车
8 涂装-特殊-1008
刮灰
B 刮灰工艺参数
工艺小车
工艺小车
14 涂装-特殊-1014
空气喷涂
A 空气喷涂控制参数
工艺小车
15 涂装-特殊-1015
喷涂特殊过程确认表
喷涂特殊过程确认表
1. 前言
本确认表旨在确认特殊喷涂过程及其相关要求,以确保符合相关安全和质量标准。
请在执行特殊喷涂过程前,填写本确认表,并由负责人签字确认。
2. 特殊喷涂过程
描述特殊喷涂过程的相关信息,包括但不限于喷涂物料、喷涂设备和操作流程等。
3. 安全要求
列出特殊喷涂过程的安全要求,包括但不限于个人防护装备、通风要求和防火安全等。
4. 质量要求
列出特殊喷涂过程的质量要求,包括但不限于涂层厚度、涂装外观和粘附力等。
5. 执行计划与负责人
说明特殊喷涂过程的执行计划,包括但不限于开始时间、结束
时间和负责人等。
6. 确认与审批
本确认表应由特殊喷涂过程的负责人进行填写,并在执行前进
行确认和签字。
---
请按照上述提供的模板填写喷涂特殊过程确认表,并确保所有
信息准确无误。
填写完成后,负责人应在确认表上签字并进行审核。
任何修改和更改应在确认表上留下记录。
*注意:本文档仅为指导性文件,具体情况可能需要根据实际
需求进行调整。
*。
特殊过程特性表
产品型号 产品名称
烘干
零部件编号
所有车型 皮卡、SUV 共 1 页
零部件名称
序号 特殊特性项目
要
求
控制手段
检查频次
特殊特性 分类
执行部门 简图:
CED烘干:165±5℃/25min
炉温仪
1次/月
【A】 工艺技术科
第1页
找补腻子烘干:时间:10分钟,温度不低于 工艺烘干条件 50℃
温度计,秒表
1次/班
温控柜
2次/班
【A】 涂装车间
面漆烘干:由东至西: 1、95-140℃(设定值为100±5℃) 2、145-155℃(设定值为150±5℃) 3、150-160℃(设定值为155±5℃) 4、150-160℃(设定值为155±5℃)
温控柜
2次/班
【A】 涂装车间
套色烘干:145-155℃(设定值为150±5℃)
中兴汽车制造有限公司 涂装 车间
工序名称
(特殊)过 程 特
磷化
序号 特殊特性项目
要
求
1
槽液温度 45-50℃
2
总酸度 24-28点
3
游离酸度 0.8-1.2
4 促进剂浓度 1.0-1.6点
5
循环压力 2.0±0.2 Kgf/c㎡(0.2-0.02MPa)
6 槽内喷嘴角度 见右简图A
7
工作液位 至副槽溢流口
8
清槽周期 NO.2水洗(浸)、NO.4水洗(浸)、纯水洗 (浸):每处理2000~2500台车(或一个月)
清槽记录
1次/月
【C】 涂装车间
RO1水洗(喷)、RO2水洗(喷):1次/年
清槽记录
1次/年
【C】 涂装车间