特殊过程确认表(模板)
特殊过程确认表
焊接工艺规范 CZ(Xபைடு நூலகம்/XS-HG-2006)
实际生产参数
操作者: 目测、溶深试验 X1 合 X2 合 X3 合 X4 合 X5 合
生产过程检测记录
此过程能满足生产能力的要求
技术质量部: 副总经理:
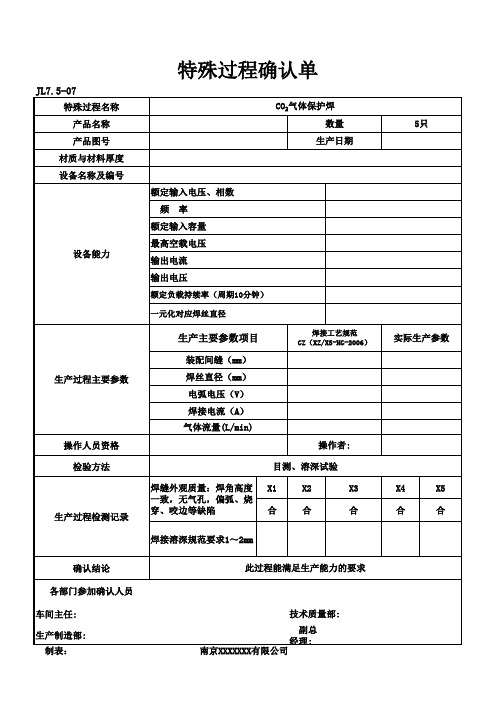
特殊过程确认单
JL7.5-07
特殊过程名称 产品名称 产品图号 材质与材料厚度 设备名称及编号 额定输入电压、相数 频 率 CO2 气体保护焊 数量 生产日期 5只
额定输入容量 最高空载电压 设备能力 输出电流 输出电压
额定负载持续率(周期10分钟) 一元化对应焊丝直径
生产主要参数项目
装配间缝(mm) 生产过程主要参数 焊丝直径(mm) 电弧电压(V) 焊接电流(A) 气体流量(L/min) 操作人员资格 检验方法 焊缝外观质量:焊角高度 一致,无气孔,偏弧、烧 穿、咬边等缺陷 焊接溶深规范要求1~2mm 确认结论 各部门参加确认人员 车间主任: 生产制造部: 制表: 南京XXXXXXX有限公司
国军标特殊过程确认
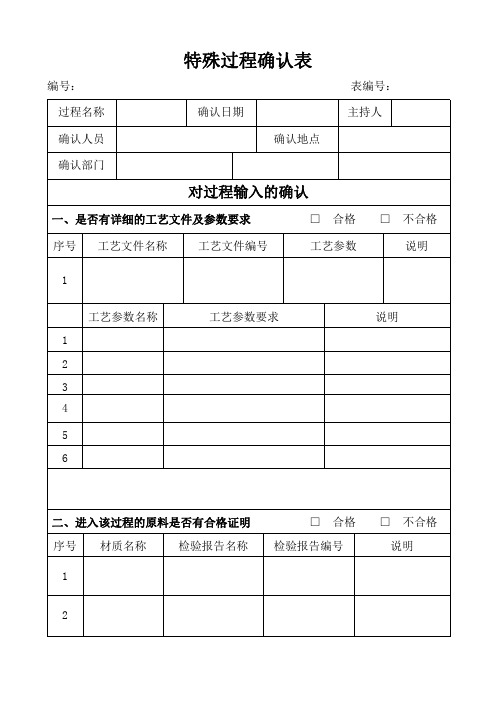
特殊过程确认表
编号:表编号:
过程名称确认日期主持人
确认人员确认地点
确认部门
对过程输入的确认
一、是否有详细的工艺文件及参数要求□合格□不合格序号工艺文件名称工艺文件编号工艺参数说明1
工艺参数名称工艺参数要求说明1
2
3
4
5
6
二、进入该过程的原料是否有合格证明□合格□不合格序号材质名称检验报告名称检验报告编号说明1
2
对过程实施和资源的确认
三、人员是否经过培训、考核和持证上岗□合格□不合格
姓名证件编号有效期限说明
四、主要设备及检测器具是否经过验证且完好□合格□不合格序号名称编号证明资料说明
五、是否按规定对过程进行监控并记录□合格□不合格
记录表名称编号记录日期说明序号参数名称参数要求监控结果说明1
对过程输出的确认
六、过程产品质量的符合情况□合格□不合格
序号项目名称质量要求实际结果说明说明
□特殊过程确认合格,能够投入运作。
确认结论
□其他
确认部门工艺部质量部采购部
确认人签名
日期。
特殊过程确认记录表_2
对过程结果的确认
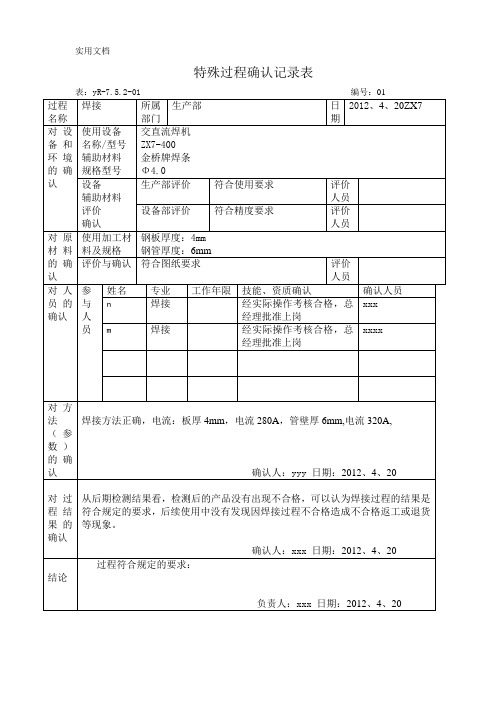
从后期检测结果看,检测后的产品没有出现不合格,可以认为焊接过程的结果是符合规定的要求,后续使用中没有发现因焊接过程不合格造成不合格返工或退货等现象。
确认人:xxx 日期:2012、4、20
结论
过程符合规定的要求:
负责人:xxx 日期:2012、4、20
钢板厚度:4mm
钢管厚度:6mm
评价与确认
符合图纸要求
评价
人员
对人员的确认
参与人员
姓名
专业
工作年限
技能、资质确认
确பைடு நூலகம்人员
n
焊接
经实际操作考核合格,总经理批准上岗
xxx
m
焊接
经实际操作考核合格,总经理批准上岗
xxxx
对方法(参数)的确认
焊接方法正确,电流:板厚4mm,电流280A,管壁厚6mm,电流320A,
特殊过程确认记录表
表:yR-7.5.2-01 编号:01
过程
名称
焊接
所属
部门
生产部
日
期
2012、4、20ZX7
对设备和环境的确认
使用设备
名称/型号
辅助材料
规格型号
交直流焊机
ZX7-400
金桥牌焊条
Φ4.0
设备
辅助材料
评价
确认
生产部评价
符合使用要求
评价
人员
设备部评价
符合精度要求
评价
人员
对原材料的确认
使用加工材料及规格
特殊过程确认表
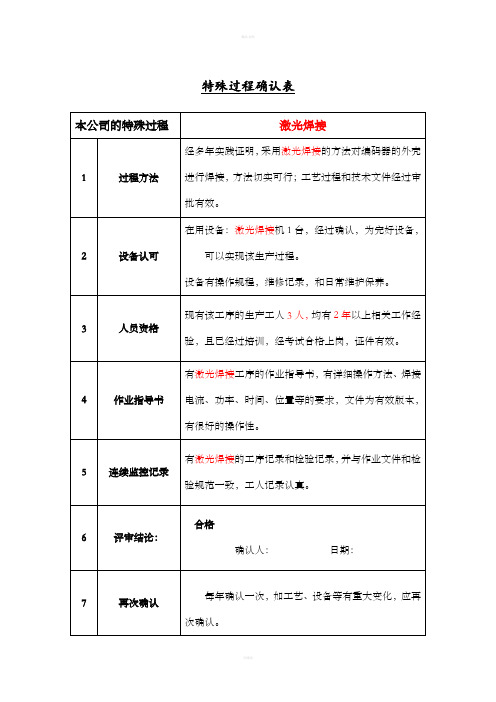
1
过程方法
经多年实践证明,采用激光焊接的方法对编码器的外壳进行焊接,方法切实可行;工艺过程和技术文件经过审批有效。
2
设备认可
在用设备:激光焊接机1台,经过确认,为完好设备,可以实现该生产过程。
设备有操作规程,维修记录,和日常维护保养。
3
人员资格
现有该工序的生产工人3人,均有2年以上相关工作经验,且已经过培训,经考试合格上岗,证件有效。
再次确认人: 日期:
4
作业指导书
有激光焊接工序的作业指导书,有详细操作方法、焊接电流、功率、时间、位置等的要求,文件为有效版本,有很好的操作性。
5
连续监控记录
有激光焊接的工序记录和检验记录,并与作业文件和检验规范一致,工人记录认真。
6
评审结论:
合格
确认人: 日期:
7
再次确认
每年确认一次,如工艺、设备等有重大变化,应再次确认。
特殊过程确认记录表(三防漆)

说明:本表每年填写确认一次。五方面符合时方通过确认。不通过确认时应迅速作出整改,并再次确认。
确认人:
5.操作环境是否符合要求(安全、通风)
确认人:
确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:如确认不合,经过整改后再次确认的结论:确认人:确认日期:
再次确认记录
2024年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
特殊过程确认记录表
特殊过程名称:三防漆涂覆
所在部门:生产部
确认项目
确认结果
1.操作人员是否经过培训;有没有安全防护措施。
确认人:
2.需使用设备的名称,该设备是否符合生产要求。
确认人:
3.材料配方是否符合要求。
确认人:
4.作业指导书名称,该作业指导书是否符合要求。该过程需要的记录是否合理
(如有记录,写明记录名称)
特殊过程确认记录表

确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录
2010年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确பைடு நூலகம்人:日期:
2011年确认结论:
该过程需要的记录是否合理如有记录写明记录名称首末件检验记录过程产品检验记录合理
特殊过程确认记录表
特殊过程名称:硫化
所在部门:
确认项目
确认结果
1.从业人员是否经过培训合格
合格
2.如需使用设备的名称,该设备是否符合要求
见设备确认记录
3.作业指导书名称,该作业指导书是否符合要求
符合
4.该过程需要的记录是否合理
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
特殊过程确认表

过程名称工序部位确认主持人确认时间确认地点评审部门评审人评审部门评审人编 号结 果确认结论确认日期:批准人:批准日期:再确认原因: 人员变更 设备变更 材料变更 工艺参数控制变更 其他 备注:
评审确认的内容:
1、有无作业指导书 有 无
2、设备工装工具仪器是否通过验心、检定 通过 没通过
3、是否规定并实施对设备工装工具仪器的保养和检查 有 无
4、操作员工是否持证上岗 有 无
5、现场观察、样品实验结果是否合格 合格 不合格
6、是否对过程参数进行监视并保持记录 有 无
特殊过程确认合格,能够投入生产
特殊过程确认不合格,不能够投入生产
附:技术参数记录 测试/检验报告
首次确认 再确认名称
名称编号说明
主要设备/
仪器/工具人员
资格编号姓名
证件编号有效期限说明
23
测试/检验报告:作业指导书
特殊过程确认报告
确认准则确认类别确认评审意见确认评审意见1。
特殊过程确认表-模版

设备
1.设备进行日常点检,确认设备处于正常状态;
2.焊机显示电流、电压表进行每年校验。
工艺
装备
识别产品工装,通过工装防纠错。
计量
器具
对检验用量具进行计量,包括:水平尺、卷尺、卡尺、检验平台
作业
环境
1.碳钢、不锈钢焊接环境温度不低于5℃;
2.铝合金焊接环境温度不低于10℃,环境湿度不高于60%;
3.目视检验环境照度不低于350LX,探伤观察条件不大于20LXO5817-C;
2.符合检验作业指导书要求
参加确认人员:
日期:
确认结论:
主持:日期:
特殊过程确认表
特殊过程名称
零(部)件图号
零(部)件名称
部门
生产班组
确
认
内
容
工艺
文件
1.按EN15085编制焊接工艺文件:焊接接头清单、wps、工作试件计划、焊接顺序计划等;
2.编制质量控制计划;
3.编制焊接检验记录、尺寸检验记录、探伤记录。
人员
资格
水平
1.操作人员具有EN287-1、ISO9606-2、EN1418资质;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
确认人员:
特殊过程能力确认表
产品型号
X56MO 600×200×12.7
产品名称
特殊过程名称
确认类型
□首次确认;□再次确认,再次确认原因:
确认主持人
确认时间
确认地点
特殊过程使用的主要设备、工装:
编号
名称
编号
名称
编号
名称
1
3
4
特殊过程使用的作业指导书:
文件号
文件名称
文件号
文件名称
确认的内容:
试验结果:
确认的过程参数
(1)温度:0℃
(6)焊接电流:
(2)时间:2010年12月20号
前丝:DC:440A;后丝:AC:560A
(3)压力:常压
后丝:AC:560A
(4)真空度:--/--
(7)电弧电压:
(5)产品特性:--/--
前丝:DC:40V;后丝:AC:41V
后丝:AC:42V
(8)焊接速度:151cm/min
(1)有无作业指导书?□有;□无
(2)设备、工装是否通过验收、检定?□通过;□没有通过
(3)是否规定并实施对设备、工装的保养和检查?□是;□否
(4)特殊过程的员工是否持证上岗?□是;□否
(5)是否对过程参数进行监视并保持纪录?□是;□否
确认结论:
□该特殊过程具备达到质量要求的能力,确认合格;
□该特殊过程在以下方面确认不合格:
特殊过程能力确认表
生产单位
xxxxxx石油钢管有限公司
产品名称
xxx海底管线
确认过程
工艺试验
确认日期
2010年12月20号
设备型号
GWH1460/12000
精度等级
设备精度检测结果:
人员资格要求
埋弧自动焊Ⅰ级
实际等级
埋弧自动焊Ⅰ级
过程确认要求:
过程参数选择
(1)温度:≥-10℃
(6)焊接电流:
(2)时间:2010年12月20号
确认人签名:
确认人
部门
职位
确认人
部门
职位
编制
编制日期
审核
审核日期
批准
批准日期
前丝:DC:750±45A;中丝:AC:450±45A
(3)压力:常压
后丝:AC:450±45A
(4)真空度:--/--
(7)电弧电压:
(5)产品特性:产品质量特性
前丝:DC:40±2V;中丝:AC:40±2V
(拉伸性能、弯曲性能、低温冲击韧性)
后丝:AC:40±2V
(8)焊接速度:150±15cm/min