焊接特殊过程确认表
焊接工序特殊过程确认记录
3、材料确认:(料)
材料供方名称:
规格型号/合格证:有合格证
对材料建立严格的监控过程和监控记录,如在合格供方处采购,并验证材料的合格证、质检报告及质量,在焊接过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
确认人员/日期:
4、作业程序和方法文件的操作可行性、合理性、有效性评价:(法)
□过程能力不足,需要改进。
改进措施:
确认人员/日期:
2、设施设备的能力确认:(包括完好性、性能的可靠性、安全性等)(机)
焊接过程所使用的设施设备性能完好,各项技术参数安全可靠性。对易损件建立了必要的库存。对焊接设备进行计划地预防性维护和定期保养,保证焊接设施设备始终处于完好状态。可以确认为焊接过程所使用的设施设备完全能满足焊接工艺要求。
制定有完整合理的焊接作业程序和方法的作业指导书, 通过执行和实践证明可以确认为焊接作业指导书是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,完全能保证目前产品的质量要求.
确认人员/日期:2020年05月06日
5、工作场所环境,生产环境,也可以理解为5S(环)
指各种产品、原材料的摆放,工具、设备的布置和个人5S。
焊接
需确认的过程
氩弧焊焊接过程
确认部门
品质部
确认类型:□首次确认□再确认□其它
1、人员资格/技能确认:(人)
本项目部目前从事焊接过程的操作人员都按要求经过培训及资格考核合格,并经本公司资格确认合格后才让其上岗;从这近一年来的实际工作情况来看,他们确实具备了相应的实际工作技能。本公司确认他们具有从事该过程的焊接施工作业的资格。
1.生产环境(5S)可以说工厂生产环境的可以影响到作业员的生产效率,你想想作业员工作台附近没有规定的区域,作业的工具都是随手乱放,这样会造成什么样后果?当然是生产效率下降,产品生产不良出现。。
焊接过程特殊过程确认记录表

焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
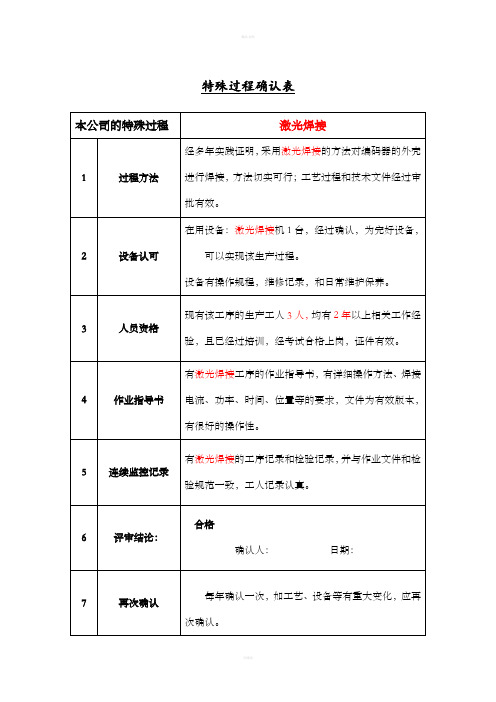
特殊过程确认表
1
过程方法
经多年实践证明,采用激光焊接的方法对编码器的外壳进行焊接,方法切实可行;工艺过程和技术文件经过审批有效。
2
设备认可
在用设备:激光焊接机1台,经过确认,为完好设备,可以实现该生产过程。
设备有操作规程,维修记录,和日常维护保养。
3
人员资格
现有该工序的生产工人3人,均有2年以上相关工作经验,且已经过培训,经考试合格上岗,证件有效。
再次确认人: 日期:
4
作业指导书
有激光焊接工序的作业指导书,有详细操作方法、焊接电流、功率、时间、位置等的要求,文件为有效版本,有很好的操作性。
5
连续监控记录
有激光焊接的工序记录和检验记录,并与作业文件和检验规范一致,工人记录认真。
6
评审结论:
合格
确认人: 日期:
7
再次确认
每年确认一次,如工艺、设备等有重大变化,应再次确认。
焊接特殊过程确认表

灭火器
符合要求
审核部门
生产部
审核人
确认时间
氩弧焊过程确认表
编号:
焊
接
设
备
设备名称
型号
数量
技术状况
审核意见
氩弧焊机
WS-160
1
良好
合格
审核单位
审核人
确认时间
人
员
资
料
姓名
工种
证号
黄诗贵
电焊工
有效2010-4-9
作
业
文
件
文件名称
审核意见
审核部门
审核人
审核时间
焊工安全生产责任制
落实到人
技质部
焊工安全操作规程
符合
技质部
焊接技术要求
符合
技质部
工ቤተ መጻሕፍቲ ባይዱ
作
环
境
实施类别
施工现场
审核意见
气
仓库,货架
库房干燥
照明设施
灯光
光线充足
通风实施
室外操作棚
符合要求
劳动保护设施
护目镜
符合要求
消防设施
灭火器
符合要求
审核部门
生产部
审核人
确认时间
人
员
资
料
姓名
工种
证号
黄诗贵
电焊工
有效2010-4-9
作
业
文
件
文件名称
审核意见
审核部门
审核人
审核时间
焊工安全生产责任制
落实到人
技质部
焊工安全操作规程
符合
技质部
焊接技术要求
符合
关键特殊过程确认表
6
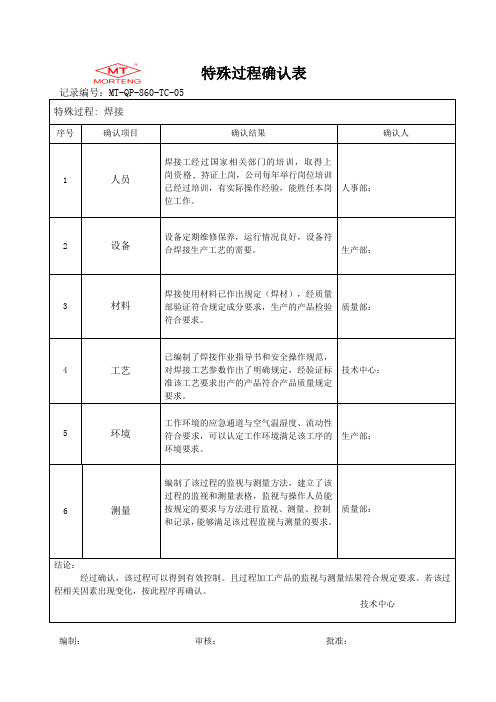
测量
编制了该过程的监视与测量方法,建立了该过程的监视和测量表格,监视与操作人员能按规定的要求与方法进行监视、测量、控制
和记录,能够满足该过程监视与测量的要求。
质量部:
结论:
经过确认,该过程可以得到有效控制。且过程加工产品的监视与测量结表
记录编号:MT-QP-860-TC-05
特殊过程:焊接
序号
确认项目
确认结果
确认人
1
人员
焊接工经过国家相关部门的培训,取得上岗资格,持证上岗,公司每年举行岗位培训已经过培训,有实际操作经验,能胜任本岗位工作。
人事部:
2
设备
设备定期维修保养,运行情况良好,设备符合焊接生产工艺的需要。
生产部:
3
材料
焊接使用材料已作出规定(焊材),经质量部验证符合规定成分要求,生产的产品检验符合要求。
质量部:
4
工艺
已编制了焊接作业指导书和安全操作规范,对焊接工艺参数作出了明确规定,经验证标准该工艺要求出产的产品符合产品质量规定要求。
技术中心:
5
环境
工作环境的应急通道与空气温湿度、流动性符合要求,可以认定工作环境满足该工序的环境要求。
技术中心
编制:审核:批准:
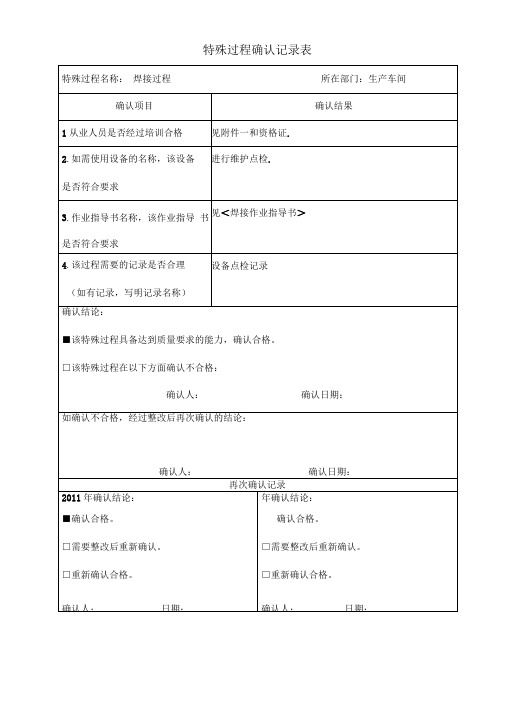
特殊过程确认记录表
特殊过程确认记录表
附件一
培训记录
培训时间:培训地点:本公司培训教师:
参加培训人员:车间全员(包括维修员、调机员)
培训内容:
1、焊接的安全作业
2、焊接品的接收标准
3、异常处理
培训效果评价:
通过与部分学员面谈交流、讨论、大家已对本公司的焊接安全作业,焊接工艺条件已掌握,对生产产品品质要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的期限已基本掌握和清楚。
并且知道自己在岗位上的职责完成的优劣。
经过口述+提问和实际操作的考核全部合格。
对任课老师的讲授感到满意,深入浅出,结合本公司的生产实际,易于理解和掌
握。
达到了预期的效果。
评价人:
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
特殊过程确认记录表

工程项目名称
施工时间
序号
特殊过程名称
人员认
记录确认
备注
1
焊接
项目焊接施工作业人员为:赵#代##经过确认,这些员工经过培训,持证,具备从事焊接施工工作经验
经确认钢材、焊条等有合格证,焊条按规定要求处理
经确认针对焊接过程制定了《施工作业指导书》,《过程控制程序》,过程严格依据文件组织生产
经确认接作业所使用的设备(电焊机)均经过项目部按照设备管理制度的规定进行进场验收,验收合格,并在使用过程中进行维护保养,符合焊接作业使用要求
经过确认,焊接作业人员严格依据依作业指导书文件组织施工,对施工情况做记录,形成###施工质量验收记录
确认结果
该特殊过程具备达到质量合格要求的能力,确认工程质量合格
确认人员签字
建筑施工企业常见的特殊过程:防水、大体积混凝土、焊接施工等
焊接特殊过程确认表 - 副本

按《关键和特殊过程控制程序》、《挤出控制流程》进行操作。
符合
生产部门
5
记录的要求
记录于《挤出过程原始记录表》,记录均保持在生产部门。或评分表均保持在行政部门。
符合
生产部门
6
再确认
无
7
综合评价
评审结果,证实了公司挤出过程具备了要求的能力。
符合
管代
批准:日期:
符合
行政部门
4
使用特定的方法和程序
按关键和特殊过程控制程要求、《焊接的祖业指导书》进行操作。
符合
技术部门
5
记录的要求
记录于《过程记录表》,记录均保持在生产部门。
符合
生产部门
6
再确认
无
7
综合评价
评审结果,证实了公司焊接过程具备了要求的能力。
符合
管代
批准:日期:
挤出过程确认表
过程名称:挤出过程
序号
确认项目
确认描述
符合性
确认部门
确规定的准则
编制了《产品与服务实现程序》、《关键和特殊过程控制程序》、《挤出的控制流程》,为挤出过程的评审和批准规定了准则。
符合
管代
2
设备的认可
挤出机等按计划进行了维护
符合
生产部门
3
人员资格的认可
挤出工均经过培训、考试合格后上岗。
符合
行政部门
4
焊接过程确认表
过程名称:焊接过程
序号
确认项目
确认描述
符合性
确认部门
确认人
确认时间
1
为过程的评审和批准所规定的准则
编制了《产品与服务实现程序》、关键和特殊过程控制程要求、《焊接的祖业指导书》,为焊接过程的评审和批准规定了准则。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接特殊过程确认表
1. 认证资料
认证机构认证日期有效期
ISO9001 2020-01-01 未知
2. 概述
本认证表适用于焊接特殊过程的确认,以保证其符合ISO 3834-2的相关要求。
确认表的内容包括:焊接特殊过程描述、检查方法、质量记录、标识措施等。
3. 焊接特殊过程描述
焊接特殊过程的描述应包括以下内容:
•焊接方法
•焊接材料
•焊接设备
•焊接工艺参数
4. 检查方法
焊接特殊过程应采用适当的检查方法,以确保其符合标准要求。
以下方法可供
参考:
•视觉检查
•尺寸量测
•超声波检测
•磁粉检测
•涡流检测
5. 质量记录
焊接特殊过程的质量记录应包括以下内容:
•焊接记录(焊接设备、焊接材料、焊接工艺参数)
•检测记录(检测方法、检测结果)
•报告记录(检测结果分析、报告)
6. 标识措施
焊接特殊过程应采取适当的标识措施,以确保其可被追溯和辨识。
以下措施可
供参考:
•焊接特殊过程代码标识
•焊接设备代码标识
•焊接材料代码标识
•检测记录代码标识
7.
焊接特殊过程确认表的运行应遵循ISO 3834-2的相关要求。
通过该表的确认,可以确保焊接特殊过程的质量达到规定要求。