焊接过程特殊过程确认记录表
焊接特殊过程确认表
确认人员:
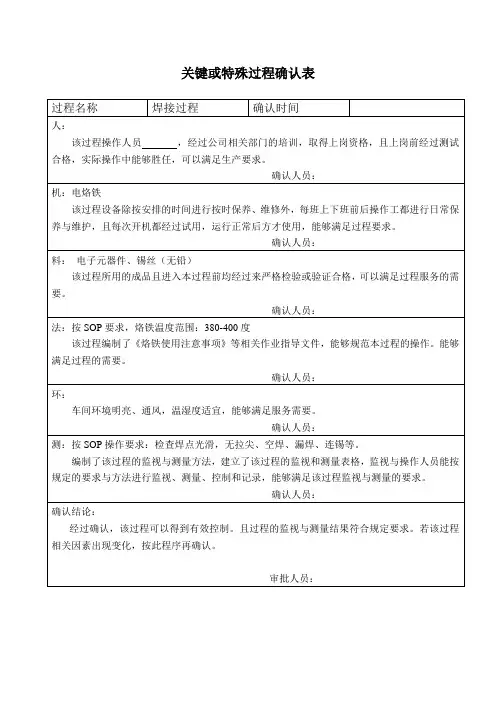
测:按SOP操作要求:检查焊点光滑,无拉尖、空焊、漏焊、连锡等。
编制了该过程的监视与测量方法,建立了该过程的监视和测量表格,监视与操作人员能按规定的要求与方法进行监视、测量、控制和记录,能够满足该过程监视与测量的要求。
确认人员:
确认结论:
经过确认,该过程可以得到有效控制。且过程的监视与测量结果符合规定要求。若该过程相关因素出现变化,按此程序再确认。
确认人员:
料:电子元器件、锡丝(无铅)
该过程所用的成品且进入本过程前均经过来严格检验或验证合格,可以满足过程服务的需要。
确认人员:
法:按SOP要求,烙铁温度范围:380-400度
该过程编制了《烙铁使用注意事项》等相关作业指导文件,能够规范本过程的操作。能够满足过程的需要。
确认人员:
环:
车间环境明亮、通风,温湿度适宜,能够满足服务需要。
关键或特殊过程确认表
过程名称
焊接过程
确认时间
人:
该过程操作人员,经过公司相关部门的培训,取得上岗资格,且上岗前经过测试合格,实际操作中能够胜任,可以满足生产要求。
确认人员:
机:电烙铁
该过程设备除按安排的时间进行按时保养、维修外,每班上下班前后操作工都进行日常保养与维护,且每次开机都经过试用,运行正常后方才使用,能够满பைடு நூலகம்过程要求。
特殊过程确认记录
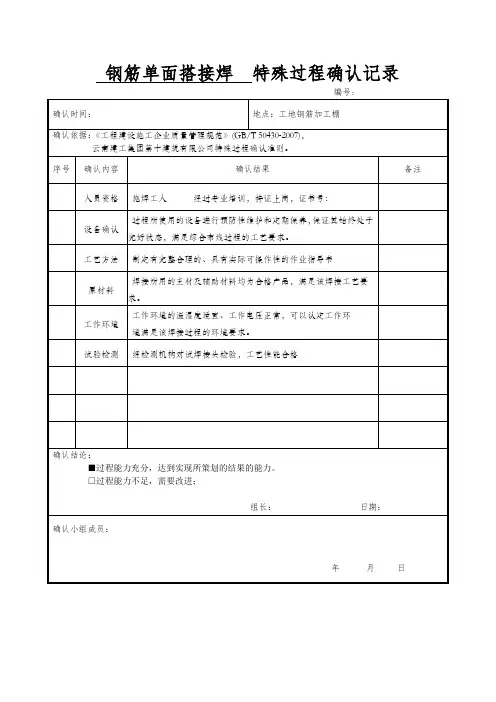
钢筋单面搭接焊特殊过程确认记录编号:钢筋闪光对焊特殊过程确认记录编号:钢筋电渣压力焊特殊过程确认记录编号:钢筋机械连接特殊过程确认记录编号:填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
焊接特殊过程确认表
焊接特殊过程确认表
1. 认证资料
认证机构认证日期有效期
ISO9001 2020-01-01 未知
2. 概述
本认证表适用于焊接特殊过程的确认,以保证其符合ISO 3834-2的相关要求。
确认表的内容包括:焊接特殊过程描述、检查方法、质量记录、标识措施等。
3. 焊接特殊过程描述
焊接特殊过程的描述应包括以下内容:
•焊接方法
•焊接材料
•焊接设备
•焊接工艺参数
4. 检查方法
焊接特殊过程应采用适当的检查方法,以确保其符合标准要求。
以下方法可供
参考:
•视觉检查
•尺寸量测
•超声波检测
•磁粉检测
•涡流检测
5. 质量记录
焊接特殊过程的质量记录应包括以下内容:
•焊接记录(焊接设备、焊接材料、焊接工艺参数)
•检测记录(检测方法、检测结果)
•报告记录(检测结果分析、报告)
6. 标识措施
焊接特殊过程应采取适当的标识措施,以确保其可被追溯和辨识。
以下措施可
供参考:
•焊接特殊过程代码标识
•焊接设备代码标识
•焊接材料代码标识
•检测记录代码标识
7.
焊接特殊过程确认表的运行应遵循ISO 3834-2的相关要求。
通过该表的确认,可以确保焊接特殊过程的质量达到规定要求。
焊接特殊过程能力确认记录
焊接特殊过程能力确认记录
特殊过程确认表
工序名称:焊接
序号 1
人员鉴定内容:是否熟练作业指导书、是否有一年以上工作经验、是否持有焊工证
鉴定时间:2016.7.18
操作人员:XXX
鉴定结论:合格
鉴定人:XXX
序号 2
设备鉴定内容:设备是否完好状态、气压表是否检定合格、是否编制了操作规程
鉴定时间:2016.6.18
测试鉴定时间:-
鉴定结论:合格
鉴定人:XXX
序号 3
焊丝检查:焊丝夹头是否破损、焊丝规格是否φ1.6-2.0
过程参数内容:电压220-380V、焊接电流设置180-200A
鉴定时间:2016.7.18
鉴定结论:合格
鉴定人:XXX
产品检验:
产品质量符合要求,产品合格。
结论:
设备能够正常生产,产品质量合格,能够达到生产和质量要求。
人员能够了解工艺及产品质量要求,能够正确操作设备,使用的工艺参数适宜。
注:首先要对特殊过程进行识别,然后对一个特殊过程分别进行能力评定。
能力评定一般从人员能力、设备及其过程参数等三方面进行。
人员能力:首先是审查其上岗资格,从事本过程的丰富经验和业绩。
设备能力:审查是否满足工艺方案和质量保证措施的要求。
(焊接过程)特殊过程确认记录表
特殊过程确认记录表
附件一
培训记录
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
特殊过程确认记录
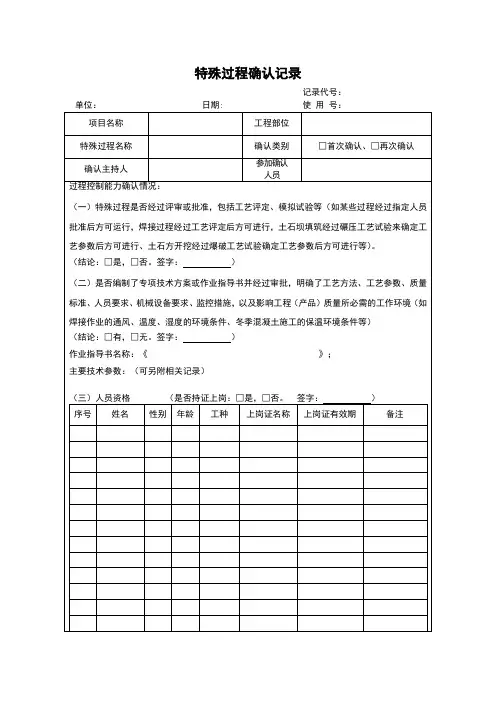
(二)是否编制了专项技术方案或作业指导书并经过审批,明确了工艺方法、工艺参数、质量标准、人员要求、机械设备要求、监控措施,以及影响工程(产品)质量所必需的工作环境(如焊接作业的通风、温度、湿度的环境条件、冬季混凝土施工的保温环境条件等)
(结论:□有,□无。签字:)
作业指导书名称:《 》;
序号
材料名称
规格、型号
厂家合格证编号
现场检验合格证编号
备注
(六)工作环境(结论:□合格,□不合格。签字:)
气温要求℃~℃,湿度要求%~%,降雨量要求mm/日或时,夜间施工照明充分,有害气体得到有效监控或治理。
其他应具备的工作环境条件:
(七)检测手段是否明确□有 □无
检测设备是否检定□有 □无
检测人员是否持证□有 □无(签字:)
主要技术字:)
序号
姓名
性别
年龄
工种
上岗证名称
上岗证有效期
备注
续上表
(四)设备、工装、仪器(包括检、测设备仪器,是否满足要求,性能完好:
□是,□否。签字:)
序号
设备名称
规格、型号
数量
技术状态
备注
(五)材料(是否合格:□合格,□不合格。签字:)
特殊过程确认结论:
□ 特殊过程确认合格,能够投入生产
□ 特殊过程确认不合格,不能够投入生产
项目总工程师:(签字)年月日
说明:表中的方框是为判断选择所用,将所选项打“√”即可。
特殊过程确认记录
记录代号:
单位: 日期:使 用 号:
项目名称
工程部位
特殊过程名称
确认类别
□首次确认、□再次确认
确认主持人
焊接过程特殊过程确认记录表
焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
焊接过程确认记录表
最终确认数据
设备能力
确认结论(对产品检验) 合格 合格 合格 合格
姓名及时间
确认结论(对产品检验) 产品特性满足规范要求
确 认 小 组 (签字)
类别
人 员 能
部门 品质部 生产部 工程部
姓名
职务
姓名及时间最终确认数据 Nhomakorabea理论成绩
操作成绩
90
95
确认结论(小组) 焊接满足产品要求
记录编号: 确认工序/产品名称
焊接过程确认记录表
焊接
设备型号/编号
电焊机/型号
操作者
类别
确认内容
最终确认数据
焊件厚度
1-2
2-3
3-4
过
程
焊条直径
2
2.5
3.2
参 数
直流电(A) 40-60
60-80
90-120
交流点(A) 50-70
70-90
100-130
检
部门
职务
查
品质部
小
组
(签字)
类别
确认内容
焊接工序特殊过程确认记录
对于生产上的辅助设备包括配件等。在我国有些企业经常会因为机器缺少配件给停工。
确认人员/日期:
5监控及记录情况确认:(测)
建立有焊接过程的验收记录并配置合格的监测设备进行控制。验收记录涉及监控内容如:焊接电流、时间、焊材等参数要求;确保焊接过程的质量符合要求。
确认人员/日期:
确认结论:
□过程能力充分,达到实现所策划的结果的能力。
确认人员/日期:
3、材料确认:(料)
材料供方名称:
规格型号/合格证:有合格证
对材料建立严格的监控过程和监控记录,如在合格供方处采购,Байду номын сангаас验证材料的合格证、质检报告及质量,在焊接过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
确认人员/日期:
4、作业程序和方法文件的操作可行性、合理性、有效性评价:(法)
□过程能力不足,需要改进。
改进措施:
1.生产环境(5S)可以说工厂生产环境的可以影响到作业员的生产效率,你想想作业员工作台附近没有规定的区域,作业的工具都是随手乱放,这样会造成什么样后果?当然是生产效率下降,产品生产不良出现。。
2. 辅助工具也重要(间接单位)
而对于企业来说,产品生产辅助工具可以分为:辅助设备和辅助材料。
辅助材料:属于原材料还是间接费用,看辅助材料的用途,如果是用于生产,可以归集到某项产品的成本上就可以作为原材料,如果是其他部门领用,损耗等等,不可以归集到某项产品,那么就作为间接费用。打个比喻来说,你去办房产证,要有许多的辅助材料,缺少一个你的房产证就办不下来。其实道理很明白也就是说在产品生产过程中这些一个都不能少。
焊接
需确认的过程
氩弧焊焊接过程
焊接特殊过程确认表
审核单位
生产车间 姓名
审核人 工种 焊接工程师
李世银
确认时间 证件编号
6月26日
人 员 资 料
夏琳
061515000402344
文件名称 焊工安全生产责任制 作 业 文 件 焊工安全作业规程 焊接技术要求 焊接作业指导书
审核意见 焊条存放条件达标 照明已满足加工要求 通风满足 已配备了劳保用品 消防设施完好
审核部门
生产部
审核人
李世银
确认时间
6月27日
CO2气体保护焊特殊过程确认表
设备名称 焊 接 设 备 CO2气体保护焊机 CO2气体保护焊机 型号 NBM-350 KRⅡ500 数量 1pcs 1pcs 设备状况 良好 良好 审核意见 符合加工要求 符合加工要求
审核单位
生产车间 姓名
审核人 工种 焊接工程师
李世银
确认时间 证件编号
6月26日
人 员 资 料
实施类别 焊条存放设施 照明设施 工 作 环 境 通风设施 劳动保护设施 消防设施
施工现场 仓库,货架 日光灯 开放式 护镜,手套 灭火器,消防栓
审核意见 焊条存放条件达标 照明已满足加工要求 通风满足 已配备了劳保用品 消防设施完好
审核部门
生产部
审核人
李世银
确认时间
6月27日
氩弧焊焊接特殊过程确认表
夏琳
061515000402344
文件名称 焊工安全生产责任制 作 业 文 件 焊工安全作业规程 焊接技术要求 焊接作业指导书
审核意见 安全已责任到人 有安全作业规程 已明确了焊接技术要求 已有焊接作业指导书
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
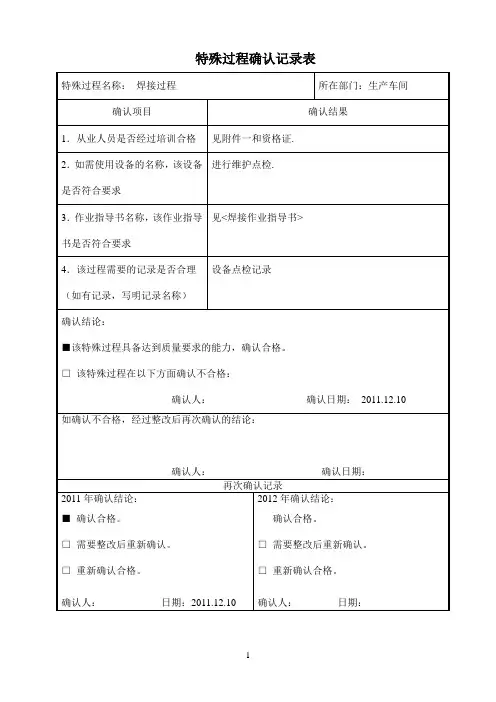
特殊过程名称:焊接过程
所在部门:生产车间
确认项目
确认结果
1.从业人员是否经过培训合格
见附件一和资格证.
2.如需使用设备的名称,该设备是否符合要求
进行维护点检.
3.作业指导书名称,该作业指导书是否符合要求
见<焊接作业指导书>
4.该过程需要的记录是否合理
(如有记录,写明记录名称)
设备点检记录
确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录
2011年确认结论:
■确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
2012年确认结论:
确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
附件一
培训记录
培训时间:
培训地点:本公司
培训教师:
参加培训人员:车间全员(包括维修员、调机员)
培训内容:
1、焊接的安全作业
2、焊接品的接收标准
3、异常处理
培训效果评价:
通过与部分学员面谈交流、讨论、大家已对本公司的焊接安全作业,焊接工艺条件已掌握,对生产产品品质要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的期限已基本掌握和清楚。并且知道自己在岗位上的职责完成的优劣。经过口述+提问和实际操作的考核全部合格。
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?
对任课老师的讲授感到满意,ห้องสมุดไป่ตู้入浅出,结合本公司的生产实际,易于理解和掌握。
达到了预期的效果。
评价人:
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?