散货船焊接工艺
57000-管子装配焊接工艺

总则1 本工艺是管系施工工艺文件,是在考虑了本厂目前施工中的具体情况而编制的。
2 本工艺属于指导性文件,如设计图纸或专用工艺文件另有特殊规定或技术要求,则应按图纸或专用工艺文件执行。
3 本工艺不适用于主蒸汽、氧气和氮气等特殊管路及软管系统。
4 本工艺适用于内燃机动力船舶的常用管系。
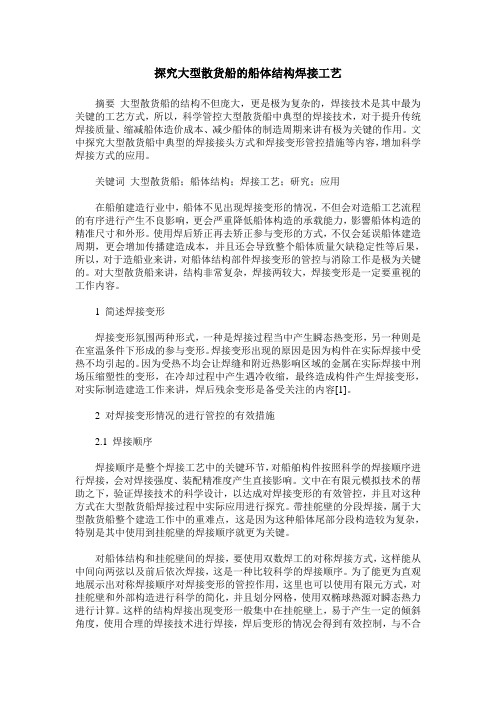
当支管直径≥50mm 时为≥δ δ1C 1 δc 1δ1 δδ1 c 1δδ1C 1c 、角尺三通d 、Y型三通图4-1 钢管焊接支管型式4.2 支管应设在直管法兰近端便于清除焊渣和毛刺。
支管应考虑管内液流方向,单向流的支管尽量采用斜三通,支管高度在确保法兰连接螺丝安装方便下,尽量缩短。
4.3 支管开孔一般应按支管内径开,总管与支管结合端应手工休整磨成马鞍型,使之与总管的外圆吻合;但在支管直径比总管直径小得多的情况,总管则可按支管外径开孔,支管插入深度不可影响总管有效通道面积,支管插入端应做适当的调整使之与总管内壁圆弧基本符合,插入端与总管内壁伸出或缩进应小于1mm。
4.4当支管壁厚小于6mm时,不用开坡口。
当壁厚等于或大于6mm,并当主管直径大于或等于2.5倍支管直径时,在整个支管端部开坡口;当主管直径小于2.5倍支管直径时,可在支管端面沿主管轴线方向左右部位,局部开坡口,如图4-2所示,在θ部位开坡口。
图4-2 支管局部坡口图9、焊接材料9.1 应根据母材的化学成份和管子工作性质来选用合适的焊接材料,焊接材料的强度应不低于母材强度的下限,工作压力高于2.94MPa的空气系统及过热蒸气系统管子与法兰的焊接,必须采用低氢焊条。
9.2 焊接材料的验收,存放和使用应符合CB/Z39-87的规定。
9.3 氩气、二氧化碳气瓶的灌气,应严格执行冲装技术规程,防止将空气、水分等杂质带入瓶内,焊接用二氧化碳气体纯度不低于99.5%、氩气的纯度不低于99.8%。
9.4 所有使用的焊接材料须取得相关船级社的认可。
10、焊前准备10.1 焊缝两侧(内外壁)约20mm范围的表面要清除水、锈、氧化皮、油污或者其他影响焊接质量的附着物。
探究大型散货船的船体结构焊接工艺
探究大型散货船的船体结构焊接工艺摘要大型散货船的结构不但庞大,更是极为复杂的,焊接技术是其中最为关键的工艺方式,所以,科学管控大型散货船中典型的焊接技术,对于提升传统焊接质量、缩减船体造价成本、减少船体的制造周期来讲有极为关键的作用。
文中探究大型散货船中典型的焊接接头方式和焊接变形管控措施等内容,增加科学焊接方式的应用。
关键词大型散货船;船体结构;焊接工艺;研究;应用在船舶建造行业中,船体不见出现焊接变形的情况,不但会对造船工艺流程的有序进行产生不良影响,更会严重降低船体构造的承载能力,影響船体构造的精准尺寸和外形。
使用焊后矫正再去矫正参与变形的方式,不仅会延误船体建造周期,更会增加传播建造成本,并且还会导致整个船体质量欠缺稳定性等后果,所以,对于造船业来讲,对船体结构部件焊接变形的管控与消除工作是极为关键的。
对大型散货船来讲,结构非常复杂,焊接两较大,焊接变形是一定要重视的工作内容。
1 简述焊接变形焊接变形氛围两种形式,一种是焊接过程当中产生瞬态热变形,另一种则是在室温条件下形成的参与变形。
焊接变形出现的原因是因为构件在实际焊接中受热不均引起的。
因为受热不均会让焊缝和附近热影响区域的金属在实际焊接中刑场压缩塑性的变形,在冷却过程中产生遇冷收缩,最终造成构件产生焊接变形,对实际制造建造工作来讲,焊后残余变形是备受关注的内容[1]。
2 对焊接变形情况的进行管控的有效措施2.1 焊接顺序焊接顺序是整个焊接工艺中的关键环节,对船舶构件按照科学的焊接顺序进行焊接,会对焊接强度、装配精准度产生直接影响。
文中在有限元模拟技术的帮助之下,验证焊接技术的科学设计,以达成对焊接变形的有效管控,并且对这种方式在大型散货船焊接过程中实际应用进行探究。
带挂舵壁的分段焊接,属于大型散货船整个建造工作中的重难点,这是因为这种船体尾部分段构造较为复杂,特别是其中使用到挂舵壁的焊接顺序就更为关键。
对船体结构和挂舵壁间的焊接,要使用双数焊工的对称焊接方式,这样能从中间向两弦以及前后依次焊接,这是一种比较科学的焊接顺序。
[经典专业文档]5700总吨散货船409a243船底分段焊接设计及焊接工时
![[经典专业文档]5700总吨散货船409a243船底分段焊接设计及焊接工时](https://img.taocdn.com/s3/m/fb639117f705cc175427099f.png)
目录一、引言‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2二、57000DWT散货船409A-243船底分段的制作‥‥‥‥‥‥‥32.1、243船底分段的胎架制作‥‥‥‥‥‥‥‥‥‥‥‥‥‥32.2、409A-243船底分段的制作工艺‥‥‥‥‥‥‥‥‥‥‥4三、一帆厂调研的的发现以及焊角参数过大的危害‥‥‥‥‥‥53.1焊脚焊接参数过大的危害‥‥‥‥‥‥‥‥‥‥‥‥‥‥53.2、焊脚焊接参数过大的危害‥‥‥‥‥‥‥‥‥‥‥‥‥6四、焊接缺陷产生的原因与防治措施‥‥‥‥‥‥‥‥‥‥‥‥64.1、焊接应力的概念‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥64.2、焊接应力的种类和产生的‥‥‥‥‥‥‥‥‥‥‥‥‥64.3 、减少船舶焊接应力应力和变形的措施‥‥‥‥‥‥‥‥‥7五、对409B-234分段焊道焊接长度的统计‥‥‥‥‥‥‥‥‥105.1 234分段焊道焊接长度的统计‥‥‥‥‥‥‥‥‥‥‥115.2统计表格分析‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 12六、对243分段焊接的改进设计及方案设计‥‥‥‥‥‥‥‥‥136.1、设计原理及优缺点‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥146.2方案一改进装焊顺序‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥146.3 方案二使分段侧立‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥156.4方案三使用自动角焊机‥‥‥‥‥‥‥‥‥‥‥‥‥‥166.5方案四一三方案混合‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥176.6方案五二三方案混合‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥17七、结论‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥18八、主要参考文献‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥19附录57000DWT散货船409A-243船底分段焊接设计及焊接工时计算摘要:在其他主要造船发达国家造船国家的焊接技术突飞猛进的时候,我们却还在用手工CO2气体保护焊来作为主要焊接方法!然而在现场焊接过程中,所焊焊角要比理论焊角大得多。
散货船船体焊接变形的措施及预防
散货船船体焊接变形的措施及预防摘要:分析了散货船船体船体常用焊接工艺方法的改进措施,对散货船船体焊接变形的措施及预防进行了阐述,船体焊接过程中的新工艺,包括船体总组搭载大接头的焊接自动化工艺和船体焊接变形控制与校正技术等焊接工艺,为焊接过程中遇到的问题和对策提供了新思路。
关键词:焊接过程;瞬态热变形;焊接变形;温度场在船厂的制造工序中,对散货船船体结构的焊接是一种重要的工作内容,船体焊接具有典型的焊接工艺。
据统计,在船厂的造船过程中,船体焊接的工作量可以占据超过整个船体建造工作的40%工作量。
焊接的质量和生产效率直接影响到船体的建造周期、成本和使用性能。
对船体钢板比较薄的船舶来说,焊接引起的变形更为严重,如不能很好地控制焊接变形,将会给船体装配、主辅机系统的安装带来极大困难,甚至达不到质量检验要求,施工中焊接变形的控制与矫正显得尤为重要。
1 散货船的船体的瞬态热变形和残余变形焊接变形(welding deformation)焊接过程中被焊工件受到不均匀温度场的作用而产生的形状、尺寸变化称为焊接变形。
随温度变化而变化的称为焊接瞬时变形,被焊工件完全冷却到初始温度时的改变,称为焊接残余变形。
焊接变形可以分为瞬态热变形和残余变形,瞬态热变形在在焊接过程中,瞬间发生的热变形,在焊接工作中极为常见;残余变形一般发生在瞬态热变形后,在室温条件下产生的变形。
引起以上两种焊接变形的主要机理是在工作现场焊接构件收到了不均匀的温度场所致,由于材料本身对温度的反应程度,温度的不同造成了不同的热影响区。
2 船体结构焊接变形产生的原因下图船舶结构是由船壳、船体骨架、甲板、船舱和上层建筑所组成。
以大中型散装货船中的纵横混合骨架式结构为例,这种结构的主船体中一部分结构采用纵骨架式,船体的另一部分结构采用横骨架式,如图1所示。
船体结构是通过骨架结构和板架结构等连接方式,采用不同的焊接方法制造而成的,所以焊接变形直接决定了船体结构的整体性。
船体结构焊接工艺
1.3.1焊接方法:采用双面埋弧自动焊,坡口型式参照《焊接基本规程》(ZJC426-6H201002HB)。
1.3.2焊接材料: 焊丝H08MnA或H10Mn2(φ4.8),焊剂SJ101
1.3.3焊接顺序: 板材的拼接工作在拼板平台上进行,用埋弧自动焊焊接,在对接接头两端须加装引弧和熄弧板。一面焊完后,翻身用碳刨清根再焊另一面。若板列上既有端接缝,又有边接缝,应先焊端接缝,后焊边接缝的顺序进行。为保证焊缝质量,应严格控制对接接头的间隙,选用合适的焊接规范。
1.部件的拼装
1.1T型材的拼装
1.1.1焊接方法:如无特殊情况,尽量采用CO2焊,焊脚高度参照船体焊接规格》(SDA-BC118KC3-110-(006-010))
1.1.2焊接材料:GL认可的CO2气体保护焊专用焊丝,保护气体:CO2气体的纯度不低于99.5%。
1.1.3焊接顺序: 先焊面板和腹板的对接焊缝,然后将其横倒于平台上,再焊接角焊缝。纵向两端留出长约300mm的接缝暂缓焊接,待合拢装配时面板和腹板对接接头焊好后再施焊。
10.焊接区域的铁锈、氧化皮、油污、水分和其他污物,必须在焊前清除干净。
11.当构件贯穿水密或油密舱壁时,舱壁上的贯穿孔应按有关标准设置密性补板,并应按下图所示,在密性焊缝二侧的贯穿构件上切割一小半圆孔,从半圆孔到舱壁处应为包角双面连续焊,以确保舱壁的密性, 小半圆孔应在焊后堵死。
二、船体结构的焊接工艺:
1.2 肋骨框架拼装
1.2.1焊接方法: 尽量采用CO2气体保护焊。
1.2.2焊接材料:ZQ.YJ501-1或KFX-712C(φ1.2)等,CO2气体(纯度不低于99.5%)
1.2.3焊接顺序: 施焊前,框架应平正地放置在平台上,并作加强拘束,以防止其变形,焊接时,应按先焊中间部分、再焊两端的顺序进行。
10000吨散货轮焊接工艺
1 船体概述1.1船型及主要尺寸该船是一艘一万吨的散货轮,船体主要尺度如下:船长:160.8m型宽:20.8m吃水:8.4m1.2船体材料船体的主要材料以钢材为主,包括结构钢,铸钢,锻钢和铸铁等.2. 船体结构焊接的原则工艺2.1焊接顺序的基本原则在船体建造中,为了减小船体结构的变形和应力,正确选择和严格遵守焊接顺序,是保证船体焊接质量的重要措施。
由于船体结构复杂,各种类型的船体结构也不一样,因此焊接顺序也有所不相同。
船体结构焊接顺序的基本原则是:(1)船体外板、甲板的拼缝,一般应先焊横向焊缝(短焊缝),后焊纵向焊缝(长焊缝)。
(2)构件中如同时存在对接焊缝和角接焊缝时,则应先焊对接缝,后焊角焊缝。
如同时存在立焊缝和平焊缝,则应先焊立焊缝,后焊平焊缝。
(3)凡靠近总段和分段合拢处的对接缝和角焊缝应留出200~300毫米暂不焊,以利船台装配对接,待分段、总段合拢后再进行焊接。
否则,合拢时的装配质量就不能保证,焊接质量就会下降。
(4)手工焊时长度≤1000毫米可采用连续直通焊,≥1000毫米时采用分中逐步退焊法或分段逐步退焊法等方法。
(5)具有对称中心线的构件由双数焊工对称地焊接。
(6)在结构中同时存在厚板与薄板构件时,先焊收缩量大的厚板多层焊,后焊薄板单层焊缝。
多层焊时,各层的焊接方向最好要相反,各层焊缝的接头应互相错开。
因为该处由于焊接残余拉应力而非常容易产生裂纹,在此处若有焊缝接头会促使裂纹的产生。
(7)刚性较大的接缝,如立体分段的对接焊缝(俗称大接头),焊接过程不应间断,应力求迅速连续完成。
(8)船台大合拢时,先焊接总段中未焊接的外板、内底板、舷侧外板和甲板等的纵向焊缝。
同时焊接靠近大接头处的纵横构架的对接焊缝。
再焊接大接头环形对接焊缝,最后焊接构件与船体外板和甲板的连接角焊缝。
(9)整体建造船舶或平面分段和立体分段建造时,应从结构的中央向左右和前后逐格对称地进行焊接。
2.2焊接材料的使用要求造船规范中明确规定下列结构和构件必须使用低氢型焊条:(1)船体大合拢时的环形对接缝和纵桁材对接焊缝(2)具有冰区加强级的船舶,船体外板端接缝和边接缝。
某散货船底边舱装焊工艺分析
某散货船底边舱装焊工艺分析摘要:散货船的底部左右两舷斜内底板区域的结构为底边舱,底边舱的结构由斜内底板、外板、横框架肋板和纵骨等组成,本文重点讨论底边舱分段装焊过程中装焊工艺及控制分段变形的措施。
关键词:散货船底边舱装配焊接1 底边舱的装焊工艺1.1 胎架的选择与制造由于散货船底边舱的斜内底板为一平板,所以采用反造法进行装配与制造。
所以可以选择通用胎架或制造正切胎架来方便分段的装配与制造。
正切基准面胎架(采用框架式专用胎架)制造顺序如下。
1.1.1 画胎架格线依据胎架制造图在胎架上画出胎架中心线、肋骨检验线。
以肋骨检验线为基准画出所有模板位置线,并标出每档胎架模板的肋位号。
一般外板厚度大于6mm且采用横骨架势结构时,每档肋距设置一道模板;外板厚≤6mm时应每档设一模板。
分段两端肋位须设模板以保证端部线型精度。
画出分段的上、下边接缝和艏艉端接缝在平台上的投影线,并用色漆做好标记。
1.1.2 在平台上竖立模板1.1.3 安装纵向角钢及边缘角钢分段边缘应设边缘角钢,以保证分段边缘线型,纵向角钢每隔1500mm设置,在每块模板上画出安装角钢的位置线,然后割一切口,将角钢嵌入,用电焊固定,并检验以保证胎架制造误差在精度允许范围内。
1.2 分段装配1.2.1 铺设斜内底板在制造好的胎架上吊装斜内底板,斜内底板一般由两块板组成,所以要在胎架上进行接缝焊接。
1.2.2 画纵横构架线按图纸型值在内地板上画出内底纵骨安装线和边缘轮廓线。
再切割掉内底板边缘的余量,其中要注意破口的的斜度数值和留根要求。
1.2.3 吊装内底纵骨按照斜内底板上的画线,将纵骨一一安装,纵骨要垂直于纵骨安装线,务必安装水平,再用支撑撑住,用电焊固定。
等所有纵骨都安装好以后,采用自动焊进行对纵骨施焊,以便提高生产效率。
施焊时要用比较小的电流电压以防止纵骨变形。
施焊完后对变形较大的纵骨进行矫正。
1.2.4 吊装横框架肋板吊装横框架肋板时,横向肋板按照肋板线定位。
散货船焊接工艺

散货船焊接工艺散货船的制造需要经过多道工序,并且每个工序都有自己的特殊要求。
其中,焊接工艺是制造过程中非常重要的一个环节。
在焊接过程中,需要按照严格的工艺标准进行焊接,以确保焊接点的强度和密封性。
下面我们将介绍散货船的焊接工艺以及注意事项。
焊接方法在散货船的制造中,常用的焊接方法有电弧焊、气体保护焊和埋弧焊。
这些方法都有各自的优点和局限性。
在选择焊接方法时,需要根据焊接的具体情况来进行选择。
电弧焊电弧焊是一种基本的焊接方法,适用于大多数钢铁焊接。
在散货船制造中,常用手工电弧焊、埋弧焊和自动化电弧焊。
手工电弧焊是一种常见的方法,适用于较小的焊接部位。
埋弧焊适用于较大的焊接部位,因为它可以焊接更长时间,从而确保高质量的焊缝。
自动化电弧焊则适用于大规模生产,它可以缩短生产周期和提高效率。
气体保护焊气体保护焊适用于不锈钢、铝合金等材料的焊接。
这种方法使用惰性气体进行保护,从而保持焊接部位的纯净度,避免氧化和腐蚀。
它可以焊接很薄的材料,因此在散货船的制造中也有一定的应用。
埋弧焊埋弧焊是一种高效的焊接方法,可以焊接较大的部件,并且可以保持较高的焊接速度。
在埋弧焊过程中,电极和工件之间的距离较远,电弧被隐藏在焊条和工件之间的涂层中。
这使得埋弧焊的电弧相对比较稳定,产生高质量的焊接。
焊接注意事项在散货船的焊接过程中,需要注意以下几点:焊接前的准备工作在进行焊接之前,需要将焊接部位的表面光洁平整,并清除杂物和氧化物。
如果焊接的是薄板,还应该进行预弯曲处理,以避免出现焊接变形或翘曲。
焊接过程中的控制在焊接过程中,需要对焊接电流、电压、焊接速度、焊接位置等参数进行严格控制,以获得高质量的焊缝。
焊接部位应该保持清洁,以避免氧化和污染。
另外,焊接前应该预热,以减少焊接变形和碳化。
焊接后的处理焊接结束后,需要对焊缝进行清理和平整,并进行必要的热处理。
焊接后应该进行钝化处理,以避免产生电解腐蚀和晶间腐蚀等问题。
散货船的制造是一个复杂的过程,其中焊接工艺是非常重要的一个环节。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一•焊接材料与焊接方法选择要求二•高效焊接应用范围三•焊工资质要求四•材料材质跟踪要求五•车间底漆要求六•焊接节点应用要求七•焊接顺序基本要求八.火工校正要求九•结构钢焊前预热要求十.铸钢件焊接、预热及热处理要求十一.潮湿环境下的焊接要求十二.大合拢焊接要求十三.焊接注意事项十四.焊接质量要求.焊接材料与方法选择要求1•焊接材料使用规格表(表一在造船®焊接材料使用要求Ll s帑§HW fl<00旺Ks® nffl B ® s w 旺矣s凶葺(6)i m s (S W B S 8 o i i l B iw ^s i (9) m s i 818 1 ©o n a w i B U ^(寸)s l i i d s in ^ ® <S W S S S H H t ®^^.0®9C 山CXI e山00Q ^O Q 9e <z e <>w OL .6E O AdJ y oL S W i f o sm ^ f r t - s f®i ®i s o o ^n ^ .8f i s o o o -n .n .1.o£寸「旺WH寸1^09co 9gggg■取工<D LL 90马無os g山工旺s蔓9CO山墨山9C0Q 9co <^8z co <注-語#>.9-x y o -S S &®曇倉^s -LT S O co w J z a LL E马碍寸「Go n ^ -X z B g寸Z L_l =B y •寸WW.l s ^w x o o «M S S B ^O ^W n 10n -^o «^ l .s m x o coO S H I .S f f K s i l s。
co< < <fe feA 32 A 36 D 32/D 36E32/E 3叭融刊目屮<co $ <G L 3Y M Q d>*~*s ""3JW H 08A (J W -2)M 'J L T 431| i tI 1<若A co ,A2>舉olaAco 吕WBgwcoZWM匡 寸,A CO二.高效焊接应用范围1.气电焊a.舷侧旁板形合拢口(S2〜S)的平直部分b.平直型壁合口(S1〜S12和横舱壁合拢口2.串联弧多丝埋弧自动焊(FCBa.平台甲板,艏、艉楼甲板及壁板b.纵舱壁板、横舱壁板拼板c.上建围壁板、甲板拼接3.单丝埋弧焊a.内底、平直外底板拼接b.平行舯体舷侧旁板拼板c.舱口盖顶板拼接d.其他平直板材拼板4.C02单面焊a.底部部位:有线型外板对接;内、外底板船台大合拢环向合拢口与纵向合拢口。
b.舷侧部位:旁板横接缝(中组阶段;主甲板、二甲板、平台板船台横向合拢口、纵向合拢口(大合拢阶段。
c.上建部位:上建合拢缝;d.合拢口纵向骨材对接5.C02自角旱a.纵骨与内底板;纵骨与无线型的外底板;扶强材与纵桁b.舷侧肋骨与纵壁、旁板;纵骨、横梁与主甲板、二甲板及平台板c.上建中扶强材与围壁板;横梁与甲板d.各类平ftT型材6.C02半自动焊/手工铁旱旱a有线型焊长度和置不适合自动焊的对接焊缝角焊缝范围各类舷侧纵骨底部肋板纵桁材、扶强材、肘板b起重柱柱体三.旱工资格要求本船入GL船级社从事该船接工的焊I必须具备GL认可证书或CCS相应!级、相应3置认可资格证书,并且施工范围不能超出证书规定的工作范围(旱接位置旱接方法),施工时要求持证;质量管理员与焊接工艺员应做好现场焊接生工艺纪律的监督,及时向技术焊接组反映现场生中存在勺旱接问题。
四•材料材质跟踪要求格要用黄色油漆笔显眼处标明如图1所示)与一般强度钢区分(一般强度钢所用车间底漆为褐绿色)以便焊工根据不同焊接部位W质采用指定焊接材进行焊接。
五•车间底漆要求所用车间底漆应具有船级社用性认可的可经焊接底漆并且使用前要经过专、门勺!动角焊缝工艺验证不会造成有害气孔不需要am强度补偿后准使用。
六•焊接节点应用要求i板厚差削过渡边的要求:当单边板厚差d>3mm寸,要进行板厚斜处理肖斜长度L>3d如图2所示p图2 过渡边差削要求过渡边焊后要磨平滑以保证应平滑过渡2■焊缝最小间距要求:a.船体主要幽中的平行焊缝应保t一定的距离对接焊缝之间的平行间距d药Mt(t为板厚)b.角接I缝或角接I缝与接焊缝之、间距d^X3t(t为板厚)c.同一平面内焊缝与人孔气孔等开之间间距d^0mmd.害换板宽度L》300mm£l0t(t为板厚)取其中较大者)e.管子纵焊缝至少错开50mmi(长))3■过焊孔:为保证面焊焊缝连续反面骨材应开过圆形过焊孔R=30mr或2t板过焊孔根据板厚现场定(原则上以R=8m)垂直气电焊过焊孔应开成倒角10的矩形过焊孔[30宽)X60长],主甲板上不开垂直气电焊过焊孔:垂直气电焊过焊孔焊后要加封板加强)4.典型节点要求生詹涉£00乙尉胚0 俩SMfO加叶鲫0勿刚躲,目附御iOO^OWWOTftOBimOWiW固劃劃眇9°W七阳Hot册滋09「侧切滔>鼎0电側&21909「)L啲mHOg^MQO他叽血熾^[W 11»劃°°俪渊沁UB稱UM ,MBWWHWWtWMm丄00Z L” E^-60-Z 沙SM99红«m»Q0袖QO、amj» WWM2f 斛卿辭帖肝帚说議 七.焊接顺序基本要求1船#板、甲板接焊缝当板缝错开、间距d 药0mm 寸,先黙縫再焊纵缝 板殊错开错开量 d<50mm 寸,应先焊纵缝再焊横8。
2. 构件中同时存在对接焊缝与角焊缝时,应先焊对接焊缝,后焊角焊缝。
3. 整体结构所有焊缝焊接顺序原则是从中央向左右、前后同寸对称施焊。
4分段和总段的外板向接缝纵向件与外的角接缝靠近合口两端腳 200~300m 暂不旱, 以便于船台装配对接后再完成角焊。
5. 肋骨、舱壁等构件靠近总段大合拢口一边的角旱缝、双层底分段内底边板与外板的上部角接缝,应在大 合拢旱接完成后进行施旱,以便于船台装配寸对接。
6. 具有对称轴的构件,应由双数旱工对称施旱。
7. 构件存在单层旱与多层旱寸,应先旱多层旱再旱单层旱。
8. 旱接过程中,先旱自由构件,后旱拘束构件。
先旱主要构件或部件,后旱次要构件或部件。
9. 对有特殊施工工艺构件应严格按照工艺进行。
注:在具体施旱过程中,如对横缝的旱接,对挂舵臂、艏艉柱、舵叶等铸钢件旱接应重视旱道熔敷顺序的 安排。
八.火工校正要求a 火工校正温度应不超过900度,且不可在一点停留过长不可对同一点高温重复!热多次。
-NIb.高强钢E、A32 D32 A36 D36 E36避免使用水冷却进火工调正。
C.对所使用的新牌号新等B种经过验给出J加热温度制要求后#使用火工》E九.结构钢旱前预热要求符合下列条件之一者,施旱前必须采取预热措施,预热温度根据板厚确定,一般为为100~150C:a 气温低于5°C 时。
b工件材料为A32 D32 A36 D36 E32 E36且板厚30mm寸。
c.材料为A32 D32 A36 D36 E32 E36的工件返修焊缝长度小于50mm深度大于0.5t (t为板厚)。
d 当工件刚性过大寸。
e材料碳当量(虹)大于0.4泗十•铸钢件焊接、预热及热处理要求此S船艉柱挂舵臂舵叶艉管锚唇系缆桩结构中均含有铸钢构牛,铸钢与O及铸钢与其它材焊接全部要求焊前预热并且后钢之间的焊接接要进1局部应力热处®焊接材料采®氢型焊H预热与层间温度主要要求a.预热温度根据板厚确定一妫为100-150度b.预热范!至少为坡口两则100m(注:力热范围应保证不会使周围板产生较大变形)c.力热应使整个加[热区域达至预热温度,而不是局部b力热应在钢板上下两则进行d.铸钢件焊接时还要注意焊层间温度祎能超过250度,不低于预热温度。
e.焊后和热处理结束后立即用石保温材料覆盖缓^ 焊后处理主要要求a.局部去应力处理温度®为55(b600度在此温度范内保温时间为(1 -2分钟每1mm 板厚)但不超过3小寸。
b.力[热与冷却速度要求缓慢工件温度在300度以时尤其注意监控十一.潮湿条件下的焊接要求1.由于下雨冷空气淇它原使空气湿度大焊接接有潮湿必须用火将如两侧100mn范围内和接头间隙之间水分彻底烘干可焊接。
2.满足下列所有条牛下以在水不直接影!响接头的情况下施焊2.1坡口(接头)的另一侧有水但有封闭焊缝将水隔离2.2电作用点离水距离超过100mm!保证在焊接过程中会有流水影响;2.3一般强®钢在没有与水直接接触情况下焊接3雨嫡天环境下的焊接仙应止,卿包括焊接区或焊接设备焊接材料及焊工都有有效遮!且有防风措施时才i能施Io十二.大合拢焊接要求1焊接坡口及方向大合拢口形式以所使用的焊接方法为则。
0.5L 范围受重载荷除外板底外其他焊歸位根据 板厚和接位置确定 厚采用面手工旱,较薄及空间限制部位fflcQ 焊及CQ 单面舄具体坡口 形式和尺寸依据GGWS417-09-031700TE 船体结构焊接接坡口型式及符号表。
手工旱采用旱条”CHE58-1 (J506Fe )大合拢口方向根据分段上船台顺序施工全与方便、焊接量及船#板线型确定,垂直^板作 气电焊部位向外艏艉部外板口多向内。
具体部位大合坡口方向见GGWS-4仃-09-04-WI700TEU 船^板大拢如形式及码板方向'及图3横剖面图'船台合口如方向及焊 W c 焊接序焊接顺序如图3所示:球扁钢类骨材与壁板 CO2单面焊坡口形式图3船台大合拢坡口方向及焊接顺序十三.焊接注意事项1装配质量是保证旱接合质量的关键 装配、间应符合工规定和图要求焊缝应保证平直 2 坡应按规定进动工尺寸确表面光t 焊前应表及周围进1除锈除污除杂质必须青 除碳刨留的残渣;底漆必须通枣验证明对焊接质量无影向,经船检核准后才可不予清除否则,焊前 必须清除干。
3重要W 清理范为:拼缝面和接缝两侧各宽20mm 清理后要及时进行!接,受潮要用火叭 4点旱应选在旱件端面或背面或间断旱间隔区。
5焊接薄板的主要注意烧穿气孔焊后变形砒缝成型不良。
6预热寸,接头的加热范围为如两侧不小于板厚勺4倍且不少于100mn 范围内,加热均匀,预接缝 必须连续施旱,不可中断O 焊接过^中断后要重新预热。
7板厚在6~8mn 的普通埋弧焊板必用直53.2mn 旱丝施旱,以减少旱缝宽度,减少焊接形。
8搭接旱缝两板的搭接宽度应较薄板厚度勺3~4倍,不于50mm1. CO2单面焊(坡口向上)2. CO2单面焊(坡口向上)3. CO2单面焊(坡口向上)4. CO2单面焊(坡口向上)5. CO2单面焊(坡口向上)6. CO2单面焊(坡口向上)7. CO2单面焊(D1-D3、D10-D12坡口向内,D4-D9坡口向外)8. 垂直气电焊(坡口向肿)9. 垂直气电焊向外;艏艉 CO2单面焊,坡口 向± 球扁钢类骨材手工焊坡口形式 开在球头正面,外底板处开在球头背面。