焊接工艺评定报告(Q345)
焊接工艺评定Q235Q345

❖ 《焊接质量要求 金属材料的熔化焊—第3部分:基本质量 要求》(GB/T12467.4-1998)
❖ 《焊接质量保证 钢熔化焊接头的要求和缺陷分级》 (GB/T12469-1990)
❖ 《钢熔化焊焊工资格考核方法》(GB/T15169-1994) ❖ 《钢制件熔化焊工艺评定》(JB/T6963-1993)
2020/10/9
15
焊接工艺指导书(WPS)
⑧焊接材料的类型、规格和熔敷金属的化学成分。
⑨焊接位置,立焊的焊接方向。
⑩焊接预热温度、最高层间温度和焊后热处理规范等。
⑪每层焊缝的焊接方法、焊接材料的牌号和规格、焊接 电流种类、极性和焊接电流范围、电弧电压范围、焊接速 度 范围、导电嘴至工件的距离、喷嘴尺寸及喷嘴与工件 的角度、保护气体种类、气体垫和尾部气体保护的成分和 流量、施焊技术(焊条有无摆动、摆动方法、清根方法和 有无锤击等)。
1987)
❖ 《钢焊缝手工超声波探伤方法和探伤结果分级》 (GB/T11345-1989)
❖ 《金属焊接及钎焊方法在图样上的表示代号》(GB/T5185-
1985)
❖ 《钢焊缝外形尺寸》(JB/T7949-1995)
❖ 《建筑钢结构焊接技术规程》(JGJ81-2002)
2020/10/9
8
质量标准
提出评定项目 焊接工艺指导书 焊接试样 焊接参数记录
无损检测
力学性能试验
合格
焊接工艺评定报告
2020/10/9
12
焊接工艺评定程序
2020/10/9
13
焊接工艺评定
❖焊接工艺评定注意事项
Q345R焊接工艺评定报告N+SR
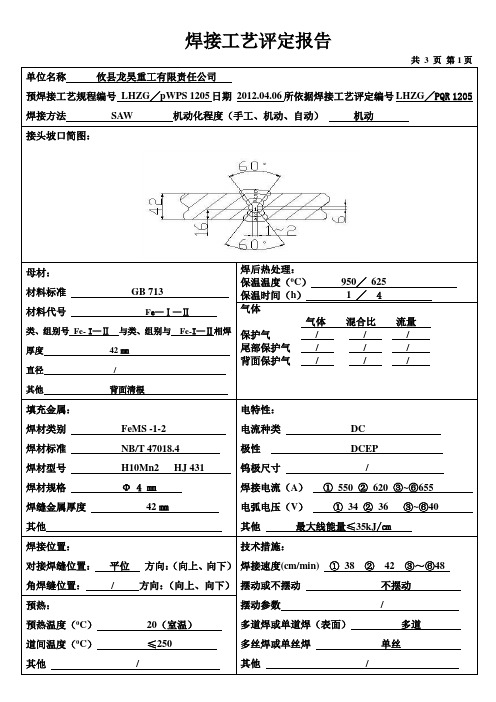
钨极尺寸/
焊接电流(A)①550②620③~⑥655
电弧电压(V)①34②36③~⑥40
其他最大线能量≤35kJ/㎝
焊接位置:
对接焊缝位置:平位方向:(向上、向下)
角焊缝位置:/方向:(向上、向下)
技术措施:
焊接速度(cm/min)①38②42③~⑥48
摆动或不摆动不摆动
摆动参数/
多道焊或单道焊(表面)多道
多丝焊或单丝焊单丝
其他/
预热:
预热温度(0C)20(室温)
道间温度(0C)≤250
其他/
共3页第2页
拉伸实验试验报告编号:
试样编号
试样宽度
㎜
试样厚度
mm
横截面积
mm2
最大载荷
KN
抗拉强度
MPa
断裂部位和特征
弯曲试验试验报告编号:
试样编号
试样类型
试样厚度
mm
弯心直径
mm
弯曲角度
(o)
试验结果
冲击试验试验报告编号:
试样编号
试样尺寸
夏比V型
缺口位置
试验温度
oC
冲击吸收功
J
侧向膨胀量
mm
备注
共3页第3页
金相实验(角焊缝):
焊部(焊透、未焊透),焊缝(熔合、未熔合)
焊缝、热影响区(有裂纹、无裂纹)。
检验截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
无损检验:
RT无裂纹UT
MTPT
其他
耐蚀堆焊金属化学成份(%)
C
Si
Mn
P
S
Cr
Ni
Mo
厚度42㎜ቤተ መጻሕፍቲ ባይዱ
焊接工艺评定报告(Q345B与G20Mn对接 60及80立焊)参考Word
建筑钢结构焊接工艺评定报告(CO2气体保护焊)编号:ZJHZ-WPS-2012-04编制:焊接责任技术人员:批准:单位:中建三局建设工程股份有限公司日期:2012 年07 月14 日焊接工艺评定报告目录工程(产品)名称 华置广场评定报告编号ZJHZ-WPS-2012-04 委托单位 中建三局建设工程股份有限公司工艺指导书编号ZJHZ-WPS-2012-04-01项目负责人 王怀兵依据标准《建筑钢结构焊接技术规程》(JGJ81-2002) 试样焊接单位 中建三局建设工程股份有限公司施焊日期 2012年07月14日焊工 张国松资格代号 H 级 别I 级母材钢号G20Mn5QT Q345B-Z25规格δ=80mm δ=60mm供货状态热机轧制 生产厂江苏永益铸钢厂安阳钢铁化 学 成 分 和 力 学 性 能C %Mn %Si %S % P % Ni % σs(MPa)σb(MPa )δ5%ψ%A kv (J )标准 ≤0.20≤1.70≤0.55≤0.035≤0.035≤0.05≥335470~630≥20≥34合格证 0.18 1.43 0.38 0.0018 0.015 0.01 380 520 32 238 合格证 0.20 1.43 0.51 0.014 0.015 0.034 395 555 24 83 复验碳当量公式焊接材料 生产厂 牌号 类型 直径(mm) 烘干制度(℃×h ) 备注焊丝 四川大西洋 CHT711药芯焊丝 φ1.2mm 焊剂或气体 成都侨源实业有限公司 CO2焊接方法 CO2气体保护焊焊接位置立焊接 头 形 式清根工艺焊接工艺参数 见焊接工艺评定指导书焊接设备型号 松下CL500 电源及极性直流正接预热温度(℃) 100层间温度(℃) 140 后热温度(℃)190 时间(min)340焊后热处理后热“沿焊缝中心两侧各>150mm 范围均匀加热至180℃”,立即采用>4.0mm 厚石棉布严密围裹缓冷至室温评定结论:本评定按《建筑钢结构焊接技术规程》(JGJ81-2002)的规定,根据工程情况编制工艺评定指导书、制取焊接试件并检验、测定其性能。
焊接工艺评定报告PQR:Q345B ER50-6 焊丝 角焊缝(中对照)

焊接工艺评定报告Welding procedure qualification report(PQR)编号NO: PQR021焊缝类型Joint type: 角焊缝Fillet weld试板钢号Test plate materials: Q345B试板厚度Test plate thickness: 40mm焊接方法Welding method: GMAW焊接材料Welding materials: ER50-6母材厚度范围Applicable parent materials thickness range:5-200 mm焊缝厚度范围Applicable filler metal thickness range:5-200 mm评定执行标准Assessment of implementation standards:NB/T 47014-2011焊接工艺评定报告Welding procedure qualification report单位名称Company name:焊接工艺评定编号PQR NO. PQR 021 预焊接工艺规程编号PWPS NO. PWPS 021 焊接方法Welding method GMAW 机械化程度(手工、机动、自动)The degree of mechanization (manual, mobile, automatic) 手动manual接头简图Drawing : (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)t:40mm母材Parent materials:材料标准Material Standard GB/T 1591材料代号Material code Q345B 类别号 Fe-1 组别号Fe-1-2 与类别号 Fe-1 组别号Fe-1-2相焊接Category No. Fe-1 Group No. Fe-1-2 and Category No. Fe-1 Group No. Fe-1-2 are welded厚度Thickness 40mm直径Diameter /其他Others /焊后热处理Post weld heat treatment :保温温度Thermal insulation temperature (℃): / 保温时间范围Thermal insulation time (h ) /保护气体protective gas : 气体种类 混合比 流量Gas type Mixing ratio Flow rate 保 护 气 Shielding gas 20%CO2+80%Ar 1:4 15-25L/min 尾部保护气 Tail shielding gas / / /背面保护气Back shielding gas / / /填充金属Welding materials : 焊材类别Welding materials category No. FeS-1-2 焊材标准Welding materials Standard GB/T 8110-200 焊材型号Welding materialstype ER50-6电特性Electrical characteristics : 电流种类Type of current 直流(DC ) 极性Polarity 反接(EP ) 钨极尺寸Tungsten electrode diameter / 焊接电流Welding current : 200-300A焊接工艺评定施焊记录表Welding procedure evaluation welding record table焊接工艺评定施焊记录表Welding procedure evaluation weldingrecord table 焊接工艺评定编号PQR NO.预焊接工艺规程编号PWPS NO.PQR021 PWPS021施焊焊工Welder name检验员Checker 钢印号Welder NO./ 记录人员Recorder施焊日期Welding date 2018.4.2焊接责任人Welding Engineer母材Parent material名称Name钢号NO.尺寸Size(mm)炉批号Furnace batchNO.材质证明书Materialcertificate其他Others 试件SampleQ345B 300*500 / / /焊材welding material牌号Type尺寸Size(mm)炉批号Furnacebatch NO.烘干Drying(℃,h)材质证明书Materialcertificate其他Others ER50-6 φ1.2 / / / /设备Equipment 设备型号NO. 产地Place of Origin / / / /焊接位置Welding position 1F 接头形式简图Drawing t 40mm (同报告接头简图)施焊技术Welding technology/预热温度Preheating temperature100℃层间温度Interpass temperature< 250C°焊后热处理Post weld heat treatment/ 后热处理Post-welddehydrogenation treatment/清根方法Method of back gouging/保护气体Protective gas 80%Ar+80%CO2层Layer焊接方法process焊材牌号Weldingmaterial焊材规格Type电流种类及极性Type ofcurrent/polarity电流Current(A)电压Voltage(V)焊接速度Weldingspeed(cm/min)喷嘴直径Nozzlediameter1 GMAW ER50-6 φ1.2 DCEP 200-210 22-23 30 202 GMAW ER50-6 φ1.2 DCEP 200-220 22-24 35 20 3-4 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 35 20 5-6 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 40 20 7-9 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 45 20 9-n GMAW ER50-6 φ1.2 DCEP 280-300 30-32 45 20焊接工艺评定外观检验记录表。
焊接工艺评定报告Q345E---T95

Welding Procedure Qualification Report
评定项目/Qualification Items:
Q345E + Q345E
气体保护焊/Gas-shielded Metal-arc Welding
评定报告编号/Qualification Report NO.:
焊后热处理/Post- Welding Heat Treatment:
温度/Temp610℃±10℃
保温时间/Holding Time2 h / twohours
其它/Other自由加热到300℃,加热速度VS100℃/h,冷却速度VB100℃/h,在300℃以下自由冷却
First heat to300℃freely, the heating speed is100℃/h, cooling speed is100℃/h, under300℃then cooling freely.
其它/Other/
填空金属/Welding Deposit:
焊条标准号/Metal pencil Standard Number
AWS ET1T-1C/-9CJ
焊条牌号/ Metal pencil Grade/
焊丝钢号/Welding Stick NO.H08Mn2Si
直径/ Welding Stick Diameteφ1.2rmmV-4℃70KN3-2
WELD焊缝区
V
-40℃
71KN
3-3
WELD焊缝区
V
-40℃
70KN
结论/Result:
本评定按美国机械工程师学会(ASME)规范第Ⅸ卷的规定焊接试件、检验试样、测定性能、确认试验记录正确。
Q345性能分析综合报告

Q345性能分析综合报告一、实验原理焊接是一种非常重要的成形工艺方法,有许多产品和零部件都有焊接工艺环节。
对这类产品来讲,焊接质量就决定了产品的寿命,所以在焊接工序之后进行宏观及微观组织检验是非常重要的一个环节。
焊接是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程,此过程将引起焊接接头组织和性能的变化,从而影响焊接质量。
在焊接加热和冷却过程中,焊接接头各部分经受不同的热循环,主要是最高加热温度、加热速度和冷却速度不同,因而使得焊接接头各区域的组织各异。
组织的不同,将导致力学性能的变化。
所以对焊接接头进行金相分析,是对焊接接头力学性能鉴定不可缺少的环节。
本实验采用的焊接相关知识有:埋弧焊使用方法、金相样品的制备、金相显微镜的使用、维氏硬度实验方法。
利用四大块的知识对材料进行性能分析。
1,埋弧焊的工作原理埋弧焊是电弧在焊剂层下燃烧的一种电弧焊方法。
在焊剂层下,电弧在焊丝末端与焊件之间燃烧,是焊剂融化、蒸发,形成气体,在电弧周围形成一个封闭空腔,电弧在这个空腔中稳定燃烧,焊丝不断送入,以熔滴状进入熔池,与熔化的母材金属混合,并受到熔化焊剂的还原、净化及合金化的作用。
随着焊接过程的进行,电弧向前移动,熔池冷却凝固后形成焊缝,密度较轻的熔渣浮在熔池的表面,有效地保护熔池金属,冷却后形成渣壳。
焊接时焊丝连续不断地送进,其端部在电弧热作用下不断地熔化,焊丝送进速度和熔化速度相互平衡,以保持焊接过程的稳定进行。
埋弧焊有以下优点:1)生产率高埋弧焊的焊丝伸出长度(从导电嘴末端到电弧端部的焊丝长度)远较手工电弧焊的焊条短,一般在50mm左右,而且是光焊丝,不会因提高电流而造成焊条药皮发红问题,即可使用较大的电流(比手工焊5-10倍),因此,熔深大,生产率较高。
对于20mm以下的对接焊可以不开坡口,不留间隙,这就减少了填充金属的数量。
2)焊缝质量高对焊接熔池保护较完善,焊缝金属中杂质较少,只要焊接工艺选择恰当,较易获得稳定高质量的焊缝。
ASMEIXQ345B焊接工艺评定报告PQR-1907

ASME,IX,Q345B焊接工艺评定报告PQR-1907XXXXXXXXXX有限公司焊接工艺评定报告(PQR)公司名称:CompanyNameXXXXXXXXXX有限公司PQRNoPQR-1907日期Date2019.09.02WPSNO.WPS-1907焊接方法WeldingProcessSAW自动化程度TYPE(S)机械化焊Machine接头JOINTS(QW-402)衬垫Backing:无Without成型块Retainers:无Without母材BaseMetals(QW-403)材料标准号BaseMetalSpecification:GB/T3274;材料等级Grade:Q345B与to材料标准号BaseMetalSpecification:GB/T3274;材料等级Grade:Q345B相焊;试件厚度BaseMetalThickness:40mm;试件直径BaseMetalDiameter:/最大焊道厚度Maximumpassthickness:13mm焊接方法WeldingProcessSAW填充金属FillerMetals(QW-404)SFANo.SFA5.17F7P0-EH14F-No.6A-No.1焊丝/焊剂商标牌号Wire/Fluxdesignation/tradenameH10Mn2/HJ431焊丝/焊剂生产厂家Wire/FluxManufacturer常州市运河焊材有限公司/池州市秋浦焊剂厂焊丝/焊剂标准和型号Wire/FluxspecificationclassGB/T14957/GB/T5293F5P0-H10Mn2填充金属尺寸SizeofFillerMetals5.0mm评定的焊缝金属厚度WeldMetalThickness:40mm焊剂类型Fluxtype中性Neutral可熔化嵌条ConsumableInsert--回用重碎渣Recrushedslag不使用Without附加填充金属Supplemental不使用Without合金元素成分Alloyflux不使用Without合金焊剂成分Alloyelements不使用Without焊接位置POSITIONS(QW-405)焊接位置Position(s)1G焊接方向WeldingProgression:--预热PREHEAT(QW-406)预热温度和预热方式PreheatTemperatureandMethod100℃,电加热Electric最高层间温度InterpassTemperature,Maximum300℃预热保持时间和温度PreheatMaintenanceNone焊后热处理POSTWELDHEATTREATMENT(QW-407)温度范围TemperatureRange590-600℃时间范围TimeRange3.5h气体GAS(QW-408)N/A气体Gas(es)混合比量Mixture流量FlowRate焊接保护气Shielding------尾部保护气Trailing------背面保护气Backing------焊接技巧TECHNIQUE(QW-410)直进焊或摆动焊StringorWeaveBead直道焊StringBead嘴孔或喷嘴尺寸OrificeorGasCupSize--打底焊道和中间焊道的清理方法InitialandInterpassCleaning打磨Grinding背面清根方法MethodofBackGouging气刨+打磨Arc-gougingandgrinding每侧多道焊或单道焊MultipleorSinglePass(PerSide)多道焊MultiplePass多极焊或单极焊MultipleorSingleElectrodes单极焊SingleElectrode锤击有无Peening无None导电嘴到工件距离Tube-workdistance25-30mm电特性ELECTRICALCHARACTERISTICS (QW-409)焊层WeldLayers焊接方法Process填充金属FillerMetal电流Current电压VoltRange(V)焊接速度TravelSpeedRange(mm/min)热输入HeatInput(J/mm)备注Remarks种类Class直径Dia.(mm)类型和极性Polar安培Amp.RangeAllSAWH10Mn2+HJ4315.0直流反接DCEP500-80028-34350-5001680-4663注Note:QW-403.13,QW-407.4;QW-408.10,QW-410.11,QW-410.64Notapplicab le.拉伸试验(QW-150)TensileTest试样号*SpecimenNo宽厚WidthThickness(mmmm)面积Area(mm2)极限总载荷UltimateTotalLoad(kN)极限单位应力TensileStrength(MPa)破坏性质和位置TypeofFailureLocationPQR-1907-I139.6618.98752.75402.72535塑性断于母材Ductile,BasemetalPQR-1907-I239.4618.86744.22394.43530塑性断于母材Ductile,Basemetal*QW-462.1(a)导向弯曲试验(QW-160)GuidedBendTest类型和图号TypeandFigureNo结论ResultPQR-1907-1侧弯Sidebend, QW-462.2按QW-163(4T,180)试验合格AcceptedpreQW-163(4T,180)PQR-1907-2侧弯Sidebend,QW-462.2按QW-163(4T,180)试验合格AcceptedpreQW-163(4T,180)PQR-1907-3侧弯Sidebend,QW-462.2按QW-163(4T,180)试验合格AcceptedpreQW-163(4T,180)PQR-1907-4侧弯Sidebend,QW-462.2按QW-163(4T,180)试验合格AcceptedpreQW-163(4T,180)冲击试验(QW-170)ToughnessTest试样号SpecimenNo缺口位置NotchLocation缺口型式NotchType试样尺寸Specimensize试验温度TestTemp冲击功ImpactValues(J)结论ResultPQR-1907I1焊缝WeldV10105520℃128合格AcceptedPQR-1907I2103PQR-1907I3122PQR-1907I4热影响区HAZ136PQR-1907I5153PQR-1907I6154角焊缝试验FilletWeldTest(QW-180)N/A结果是否满意Result---Satisfactory:是Yes否No;熔透母材PenetrationintoParentMetal:是Yes否No宏观检测结果Macro-Result其它试验OtherTests试验类型TypeofTest超声检测UT:UT-PQR1907-01,Accepted熔敷金属成分DepositAnalysisN/A其它OtherN/A焊工姓名WeldersNameXXXX上班考勤号ClockNo--钢印号StampNo01试验执行人TestConductedby:xxxxxx实验室实验编号LaboratoryTestNo2019-LX0355/0356/0357兹证明本报告所述均属正确,并且试验是根据ASME规范第IX卷的要求进行试样的准备、焊接和试验的。
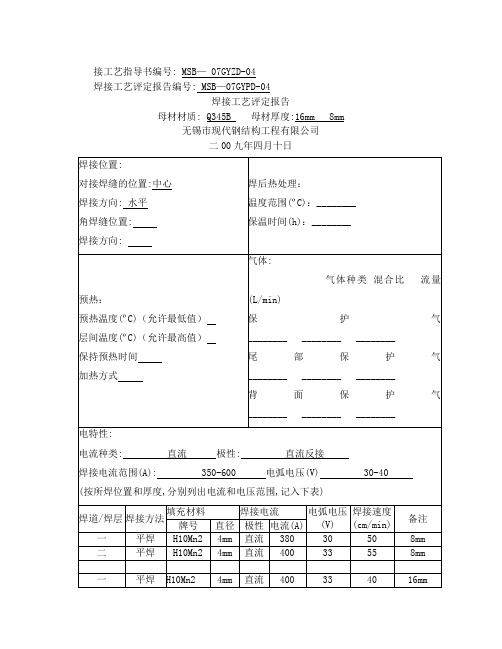
焊接工艺评定报告(Q345)
接工艺指导书编号: MSB— 07GYZD-04焊接工艺评定报告编号: MSB—07GYPD-04焊接工艺评定报告母材材质: Q345B 母材厚度:16mm 8mm无锡市现代钢结构工程有限公司二00九年四月十日二平焊H10Mn2 4mm 直流500 38 40 16mm16mm 钨极类型板直径:__________________________喷嘴直径(mm)________________________熔滴过度形式:___________________________焊丝送进速度(cm/min)随电流大小自动调整技术措施:摆动焊或不摆动焊: 不摆动摆动参数:焊前清理和层间清理: 磨光机清理背面清根方法: 碳弧气刨单道焊或多道焊(每面): 多道焊,每面两道单丝焊或多丝焊: 单丝焊导电嘴至工件距离(mm): 20-30 锤击:编制林树峰日期4-10 审核顾友芳日期4-10 批准王顺日期4-11焊接工艺指导书焊接工艺指导书编号MSB—09GYZD-04日期 2009.03焊接工艺评定报告编号MSB—07GYPD-04焊接方法埋弧焊机械化程度(手工、半自动、自动) 半自动焊接接头:坡口形式: V型、X型衬垫(材料及规格): 焊剂J431其他:______________________简图:(接头形式、坡口形式及尺寸、焊层、焊道布置及顺序)焊接工艺评定报告接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准: GB/1591-94钢号: Q345B厚度: 16mm 8mm直径:__________________________ 其他:__________________________ 焊后热处理:温度范围(℃)保温时间(h)气体:气体混合比流量(L/min) 保护气_______ _______ _______尾部保护气_______ _______ _______ 背面保护气_______ _______ _______填充金属:焊材标准: 《埋弧焊用低合金钢焊丝和焊剂》GB/T12470-90焊材牌号: H10Mn2 HJ431焊缝金属厚度:____________________ 其他:____________________________ 电特性:电流种类:直流极性:直流反接钨极尺寸:________________________ 焊接电流(A): 350-600电弧电压(V): 30-40焊接位置:对接焊缝位置: 水平方向角焊缝位置: 水平方向技术措施:焊接速度(cm/min) 摆动或不摆动:不摆动评定结果:合格焊工姓名焊工代号施焊日期编制日期审核日期批准日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I
II
III
IV
V
焊脚差(mm)
1
1.5
无损检验:
RT:_______________________________,UT详见附件第三方检测报告,
编号:ts2007-04-13-123a
MT:______________________________,PT:____________________________。
电特性:
电流种类:直流极性:直流反接
焊接电流范围(A):350-600电弧电压(V)30-40
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压(V)
焊接速度(cm/min)
备注
牌号
直径
极性
电流(A)
一
平焊
H10Mn2
4mm
直流
380
30
50
8mm
二
平焊
焊工姓名
焊工代号
施焊日期
编
制
日
期
审
核
日
期
批
准
日
期
对接焊缝位置:水平方向
角焊缝位置:水平方向
技术措施:
焊接速度(cm/min)
摆动或不摆动:不摆动
摆动参数:__________________________
单道焊或多道焊(每面):多道焊,每面两道
单丝焊或多丝焊:单丝焊
其他:______________________________
预热:
预热温度(℃):
弯曲角度
(º )
试验结果
冲击试验试验报告编号:_______________
试样编号
试样尺寸
缺口类型
缺口位置
试验温度
(℃)
冲击吸收功
备注
金相检验(角焊缝):
根部:(焊透、未焊透)_______________,焊缝:(熔合、未熔合)___________________,
焊缝、热影响区:(裂纹、无裂纹)______________________________
H10Mn2
4mm
直流
400
33
55
8mm
一
平焊
H10Mn2
4mm
直流
400
33
40
16mm
二
平焊
H10Mn2
4mm
直流
500
38
40
16mm
16mm
钨极类型板直径:__________________________喷嘴直径(mm)________________________
熔滴过度形式:___________________________焊丝送进速度(cm/min)随电流大小自动调整
接工艺指导书编号:MSB—07GYZD-04
焊接工艺评定报告编号:MSB—07GYPD-04
焊接工艺评定报告
母材材质:Q345B母材厚度:16mm8mm
无锡市现代钢结构工程有限公司
二00九年四月十日
焊接位置:
对接焊缝的位置:中心
焊接方向:水平
角焊缝位置:
焊接方向:
焊后热处理:
温度范围(ºC):________
技术措施:
摆动焊或不摆动焊:不摆动摆动参数:
焊前清理和层间清理:磨光机清理背面清根方法:碳弧气刨
单道焊或多道焊(每面):多道焊,每面两道单丝焊或多丝焊:单丝焊
导电嘴至工件距离(mm):20-30锤击:
编制
林树峰
日期
4-10
审核
顾友芳
日期
4-10
批准
王顺
日期
4-11
焊接工艺指导书
焊接工艺指导书编号MSB—09GYZD-04日期2009.03焊接工艺评定报告编号MSB—07GYPD-04
焊接方法埋弧焊机械化程度(手工、半自动、自动)半自动
焊接接头:
坡口形式:V型、X型
衬垫(材料及规格):焊剂J431
其他:______________________
简图:(接头形式、坡口形式及尺寸、焊层、焊道布置及顺序)
母材:
标准号GB/1591-94钢 号Q345B
厚度范图:
母材:对接焊缝16mm与16mm/8mm与8mm角焊缝
焊接材料:
焊材类别
焊丝
焊剂
焊材标准
GB/T12470-90《埋弧焊用低合金钢焊丝和焊剂》。
GB/T12470-90《埋弧焊用低合金钢焊丝和焊剂》。
填充金属尺寸(规格)
焊材型号
焊材牌号(钢号)
H10Mn2
HJ431
其他
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
焊接工艺评定报告
焊接工艺评定报告编号:MSB-07GYPD-04焊接工艺指导书编号:MSB-07GYZD-04
其他:____________________________________________________________
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
分析表面或取样开始表面至熔合线的距离(mm):____________________________
评定结果:合格
保温时间(h):________
预热:
预热温度(ºC)(允许最低值)
层间温度(ºC)(允许最高值)
保持预热时间
加热方式
气体:
气体种类 混合比 流量(L/min)
保 护 气________ ________ ________
尾部保护气________ ________ ________
背面保护气________ ________ ________
焊后热处理:
温度范围(℃)
保温时间(h)
气体:
气体混合比流量(L/min)
保 护 气_______ _______ _______
尾部保护气_______ _______ _______
背面保护气_______ _______ _______
填充金属:
焊材标准:《埋弧焊用低合金钢焊丝和焊剂》GB/T12470-90
焊接方法埋弧焊机械化程度(手工、半自动、自动)半自动
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:GB/1591-94
钢号:Q345B
厚度:16mm8mm
直径:__________________________
其他:__________________________
焊材牌号:H10Mn2HJ431
焊缝金属厚度:____________________
其他:____________________________
电特性:
电流种类:直流
极性:直流反接
钨极尺寸:________________________
焊接电流(A):350-600
电弧电压(V):30-40
焊接位置:
管子直径、壁厚范围:对接焊缝______________________角焊缝________________
焊缝金属厚度范围:对接焊缝____________________角焊缝____________________
其他:__________________________________________________________________
层间温度(℃):
其பைடு நூலகம்:
拉伸试验详见附件:第三方检测报告检测报告编号:yxg2007-04-13-007a
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积
(mm2)
断裂载荷
(Kn)
抗拉强度
(Mpa)
断裂部位
和特征
弯曲试验详见附件:第三方检测报告检测报告编号:
试样编号
试样类型
试样厚度
(mm)
弯心直径
(mm)