CAM350 基本操作
CAM350使用说明

CAM350使用说明一、FILE菜单:1、New(NO)清空原来的所有数据,准备调入新的数据。
热键Ctrl-N2、Open打开当前及以下CAM350版本输出的CAM/PCB文件。
热键Ctrl-O3、Save将当前各层所有数据保存到*.cam/pcb里。
以后打开*.cam/pcb所有数据都在里面。
热键Ctrl-S4、Save as将当前各层所有数据另存为*.cam/pcb文件里。
5、Merge 可调入预先准备好的模块、添加标识用的CAM350 PCB文件,或制作完的另一个型号的数据的CAM350 PCB(可用于把几个处理完的资料拼在一起),调入后用Edit,Change,EXPLODE MERGED DATABASE,就可修改模块中的数据。
6、Import导入文件Autoimport可自动导入CAM350识别的数据文件,包括274D,274X,*.DPF,带刀具的钻孔文件,*.DXF文件,铣边数据等。
数据需在同一目录。
●不要直接选Finish,选NEXT,这样如果软件识别制式不对,还能手动修正。
●所有调入数据不要只看后缀,需要解读ASCII码,来确认数据格式的实质(后缀是可以任意的)Gerber data手动调入各种制式的GBR数据如导入数据的ASCII码中有DCODE定义,都设置为RS274-X,是*.DPF 则应设置为Barco DPF,如数据ASCII码有FILE 9* 设置为Fire 9xxx 调入数据。
274X、DPF、Fire 9xxx的都无须再设置公英制及小数点前后有多少位,只需要告知是RS274X/DPF/Fire 9xxx就可直接调入。
调入不自带D码的文件就应设置为RS274的,同时要设好正确制式还要能正确匹配D码文件才能显示正确的图形。
如何判别RS-274D(GBR数据中无D码定义)的制式:●一般GBR数据是LEADING,钻孔数据是TRAILING的,且大都是绝对坐标。
LEADING是省前零(补后0)、TRAILING是省后零(补前0)、NONE 是不省0(前后均补0)例:025690 省前零为:25690 (Leading)025690 省后零为:02569 (Trailing)025690 不省零为:025690 (None)274D数据首先根据ASCII码判断是哪种省零方式●其次找到X或Y坐标之一是相同的一组点,看他们不同坐标的差值。
今天我给大家讲解CAM350的基本操作方法
1,导入资料。
cam350能识别的资料格式有gerber文件,dxf文件(CAD文件)及ODB++格式文件。
它是不能识别***.pcb文件的,因此我们常会听说pcb转gerber,即:将cam350不能识别的pcb文件转换为他能识别的gerber格式文件。
(转换gerber方法请查看上节Altium视频教程.rmvb的下半部分)导入文件的步骤为file----import---autoimport---定位到gerber资料所在的路径----点击完成即可2.区分层(双面板及四层包含那些层,如何区分)。
导入文件后我们还要能区分层,常见的gerber一般为protel系列格式,即:文件以.GB*结尾的文件通常情况下按照如下方式区分层:顶层贴片GTP顶层字符GTO顶层阻焊GTS顶层线路GTL内层正片G1 G2等等(多层板才会有内层)内层负片GP1 GP2等等(多层板才会有内层)底层线路GBL底层阻焊GBS底层字符GBO底层贴片GBP钻孔文件DRL 及TXT分孔图GDD 及GD1外形文件GM1 GM2 及GKO文件导入成功后屏幕中显示的是所有层,如果想要单独查看某一层我们可以通过双击某一层来实现,需要打开所有层可以点击这个快捷图标,需要点击上面的刷子图标刷新才可以显示。
需要同时查看两层可以先双击打开一层然后单击打开另一层(需要刷新后才会显示,可以按键盘上的R键或者按这个刷子)需要改变显示的颜色可以右键点击相应层的颜色在弹出的窗口选择需要的颜色即可。
按R键刷新才会显示更换后的颜色。
放大缩小可以按住鼠标滚轮并移动鼠标松开,即可完成,向上是放大,向下时缩小。
3.外形尺寸的测量。
通常外形层为GM1层,GKO层是禁止布线层,一般设计上会比GM1层小一圈,当然这只是标准的设计,事实上设计师往往为了体现自己的独特风格会使用不同的层来做不同的事,因为这并不影响最终的PCB电气性能。
所以在测量外形尺寸时两层都需要打开看看,一般报价先以较大的尺寸为准,然后在报价时与客户确认。
CAM350 基本操作
CAM350基本操作2009-12-23 00:30光标移动(Cursor Movement):光标的位置大多数情况下是有鼠标控制的,同样键盘上的上下左右箭头也可以控制屏幕上光标安装一个象素或格点来移动。
水平移动由左右箭头键控制,而垂直方向的移动则由上下箭头键控制。
循环选择(Cycle Picking):在任意一个功能选择模式下如Move或Copy,可以重复选择编辑对象,这样在执行具体命令前可以选择多个对象,然后所有被选中的对象将作为一个整体在一个框内,然后一起进行编辑。
几种选择方式(Making Selections):在使用一个编辑命令时,如Move,可以选择单个对象,也可以同时选择多个对象。
单击鼠标左键即可选择单个对象,此时被选中的对象跟随光标移动,并且命令提示行显示“[Move:Single]”:选择多个对象时,只要再同时按下Ctrl键,此时的命令提示行则显示“[Move:Multipl e]”,选择完毕后所有被选中的对象被高亮,光标则变成一个包含所有被选中对象的框,如果想去调框中的任意对象只要按住Ctrl的同时再点击该对象即可,确定好要移动的对象后就可以移动光标到理想的位置。
取消命令(Abort Commands):在一个命令执行过程中可以通过单击鼠标右键或按下热键“Esc”终止命令。
CAM350支持的D码形状:Round:圆形Square:正方形Rectangle:矩形Target:靶标Thermal:花孔Custom:自定义D码Donut:环形Octagon:八边形(不能旋转)Oblong:长椭圆形Triangle:三角形Hexagon:六角形Ellipse:椭圆形Diamond:菱形1.当客户未提供钻孔文件时,除了可以用孔径孔位转成钻孔外,还可以用线路PAD转成钻孔文件。
当孔径孔位符号之间相交不易做成Flash时,或未给出孔数时(一般指导通孔),用以上方法比较好。
先将线路上的所有PAD拷贝到一个空层,按孔径大小做Flash后将多余的贴件PAD删除后转成钻孔文件即可。
CAM350常用快捷键及简单操作-图文

CAM350常用快捷键及简单操作-图文CAM350常用快捷键及简单操作R 刷新 A D 码表 Q 提取D 码X 鼠标的样式(全屏、45°全屏、小屏) Z 光标大小S 设置栅格(开/关) F 线形(粗、细、格状) HOME 全屏 +(数字放大 -(数字缩小U 返回上一步操作O 移动(以90°、45°、任意角度) Esc 放弃工具栏空白处右击----customize----可以根据自己的习惯修改快捷键;点击Edit 之后再按A 键,将会选中全屏内容;Info ——Measure ——Point-Point 测量两点之间的距离;Edit ——Change ——Origin ——Space Origin 可以重新定坐标原点;将Gerber 文件导入到CAM 中一、打开CAM350软件,将要操作的Gerber 文件导入File ——Import ——AutoImport在Directories 下面选择你所需要的Gerber 文件夹,然后单击Finish按钮(此时不要选单位单选框Metric ,使其默认即可)将出现如下图所示提示框单击Save ,选择文件保存目录;接下来点击Close 即可。
将各层进行对齐1、对齐之前可以先将钻孔表层删除Edit ——Delete ——点击键盘键A ——OK! 2、将钻孔表层移除Edit ——Layers ——Remove ——选中要移除层的复选框——OK ——OK!3、将剩下的层进行重新排序(有些时候当我们需要打印拼板视图的时候会发现该显示在上面层的结果看不见,这时就需要我们重新将层进行排序)Edit ——Layers ——Reorder ——Renumber ——OK!4、将剩下的层进行对齐Edit ——Move ——点击键盘W键框选钻孔层、确认——选择中心点(按数字键盘+/-可以调节文件的大小,PageU p/PageDown可以调节光标框的大小)——确认但此时还有些层并不是与所有层都对齐的,如下图所示接下来重复Edit ——Move 动作,此时可以按键盘F键,使整个文件显示虚线框的形式这时选择定位点为虚线框中板框上的节点处,将能够很准确的将各层对齐。
Cam350 常用命令操作
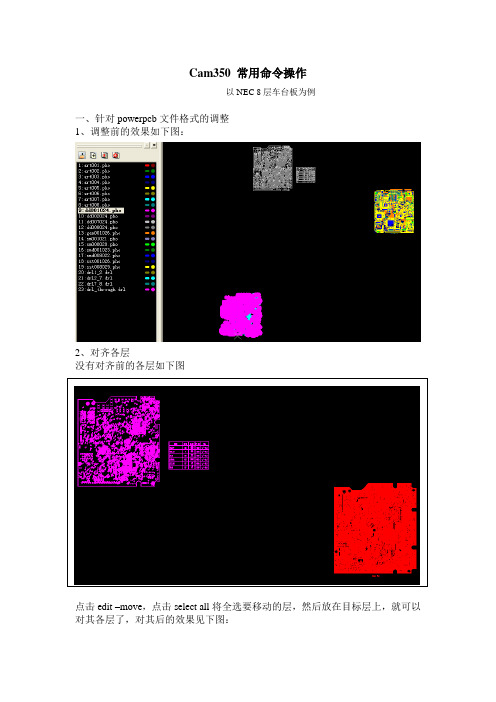
Cam350 常用命令操作-----以NEC 8层车台板为例一、针对powerpcb文件格式的调整1、调整前的效果如下图:2、对齐各层没有对齐前的各层如下图对其各层了,对其后的效果见下图:3、镜像层没有镜像前的图形如下镜像后的图形如下点击edit –mirror ,点击select all,选择水平或垂直镜像,我们选择垂直镜像,然后点击左键效果如下图4、调整钻孔以通孔为例,点击tools —nc editor ,调整前的钻孔如下图:点击tables —drl-through hole:根据drl-through hole中的rep文件调整各层其中drl-through hole中的rep文件内容如下(用notepad打开)Drill Sizes Report==================Tool Size Pltd Feed Speed Qty==== ==== ==== ==== ===== ===1 0.25 x 0 0 15842 0.3 x 95 300 873 0.6 x 197 550 1134 0.65 x 197 550 65 0.7 x 197 550 176 0.8 x 197 550 257 1 x 197 550 228 1.016 x 139 550 239 2 x 81 550 110 2.8 x 69 658 7经内容对应的10把钻刀孔径大小依次填入nc tool table中的size中填好后,点击确认,最终调整后的钻孔效果如下图:经过各层的对齐,镜像后以及调整钻孔后的最终效果如下图:5、拼板结构图的正确调入CAM350(1)需将autocad格式的文件转换成dxf格式(2)点击file—import---…dxf格式(3)勾选map all layer to one layer,比例选择1:1(需要根据实际的比例进行调整),单位选择mm,调入后的拼板文件见附件(4)将此文件输出gerber文件,默认格式为RS-274X-- (leading 3,5,inch)点击file-export-gerber data,然后选择合适的gerber文件格式输出(5)将gerber文件结构与拼板结构图进行对比首先将原始cam文件调入,然后再导入输出的gerber文件利用edit—move命令将gerber外形与拼板外形重合,看是否统一,如果不统一,需确认已那个为准!对其后的效果见附件6、检查工艺要求包括线宽、线距、孔径大小是否满足工艺要求(配件板线宽/间距不得小于6mil/6mil,主机板以及hdi板子线宽间距≥4mil/4mil,最小机械钻孔要求≥0.25mm,激光孔≥0.1mm)配件板插件焊盘要求≥0.5mm,如果空间有限要求做成椭圆形,并要求短边焊盘宽度尽量大,以满足手工焊接后不短路为宜,最小焊盘宽度不得小于6mil。
CAM350使用完整版

CAM350使用说明一、FILE菜单:1、New(NO)清空原来的所有数据,准备调入新的数据。
热键Ctrl-N2、Open打开当前及以下CAM350版本输出的CAM/PCB文件。
热键Ctrl-O3、Save将当前各层所有数据保存到*.cam/pcb里。
以后打开*.cam/pcb所有数据都在里面。
热键Ctrl-S4、Save as将当前各层所有数据另存为*.cam/pcb文件里。
5、Merge 可调入预先准备好的模块、添加标识用的CAM350 PCB文件,或制作完的另一个型号的数据的CAM350 PCB(可用于把几个处理完的资料拼在一起),调入后用Edit,Change,EXPLODE MERGED DATABASE,就可修改模块中的数据。
6、Import导入文件Autoimport可自动导入CAM350识别的数据文件,包括274D,274X,*.DPF,带刀具的钻孔文件,*.DXF文件,铣边数据等。
数据需在同一目录。
●不要直接选Finish,选NEXT,这样如果软件识别制式不对,还能手动修正。
●所有调入数据不要只看后缀,需要解读ASCII码,来确认数据格式的实质(后缀是可以任意的)Gerber data手动调入各种制式的GBR数据如导入数据的ASCII码中有DCODE定义,都设置为RS274-X,是 *.DPF 则应设置为Barco DPF,如数据ASCII码有FILE 9* 设置为Fire 9xxx 调入数据。
274X、DPF、Fire 9xxx的都无须再设置公英制及小数点前后有多少位,只需要告知是RS274X/DPF/Fire 9xxx就可直接调入。
调入不自带D码的文件就应设置为RS274的,同时要设好正确制式还要能正确匹配D码文件才能显示正确的图形。
如何判别RS-274D(GBR数据中无D码定义)的制式:●一般GBR数据是LEADING,钻孔数据是TRAILING的,且大都是绝对坐标。
LEADING是省前零(补后0)、TRAILING是省后零(补前0)、NONE 是不省0(前后均补0)例:025690 省前零为:25690 (Leading)025690 省后零为:02569 (Trailing)025690 不省零为:025690 (None)274D数据首先根据ASCII码判断是哪种省零方式●其次找到X或Y坐标之一是相同的一组点,看他们不同坐标的差值。
CAM350使用说明完整版

CAM350 使用说明FILE一、菜单:Ctrl-N清空原来的所有数据,准备调入新的数据。
NO)1、New(热键Ctrl-O文件。
版本输出的CAM/PCB 打开当前及以下2、Open CAM350 热键*.cam/pcb里。
以后打开将当前各层所有数据保存到*.cam/pcb 3、Save所有数Ctrl-S热键据都在里面。
将当前各层所有数据另存为Save as、4文件里。
*.cam/pcb 文件,或制可调入预先准备好的模块、添加标识用的CAM350 PCB 5、Merge(可用于把几个处理完的资料作完的另一个型号的数据的CAM350 PCB,就拼在一起),调入后用Edit,Change,EXPLODE MERGED DATABASE 可修改模块中的数据。
Import6、导入文件,带274D,274X,*.DPF Autoimport 可自动导入CAM350识别的数据文件,包括文件,铣边数据等。
数据需在同一目录。
*.DXF 刀具的钻孔文件,,这样如果软件识别制式不对,还能手动修正。
NEXT 不要直接选Finish,选码,来确认数据格式的实质所有调入数据不要只看后缀,需要解读ASCII(后缀是可以任意的)手动调入各种制式的Gerber data 数据GBR定义,都设置为如导入数据的ASCII 码中有DCODE ,RS274-X码有FILE 9* 设置为Fire 9xxx是*.DPF 则应设置为Barco DPF,如数据ASCII 调入数据。
的都无须再设置公英制及小数点前后有多少位,只、Fire 9xxx DPF、274X就可直接调入。
RS274X/DPF/Fire 9xxx 需要告知是的,同时要设好正确制式还要能RS274 D 码的文件就应设置为调入不自带码文件才能显示正确的图形。
D 正确匹配码定义)的制式:如何判别RS-274D(GBR 数据中无 DTRAILING 的,且大都是绝对坐标。
数据是LEADING ,钻孔数据是一般GBR是不)、是省后零(补前0NONELEADING 是省前零(补后0)、TRAILING)0(前后均补0省25690 (Leading)省前零为:例:02569002569 (Trailing)025690 省后零为:025690 (None)025690 不省零为:码判断是哪种省零方式ASCII 274D 数据首先根据坐标之一是相同的一组点,看他们不同坐标的差值。
CAM350基本操作步骤
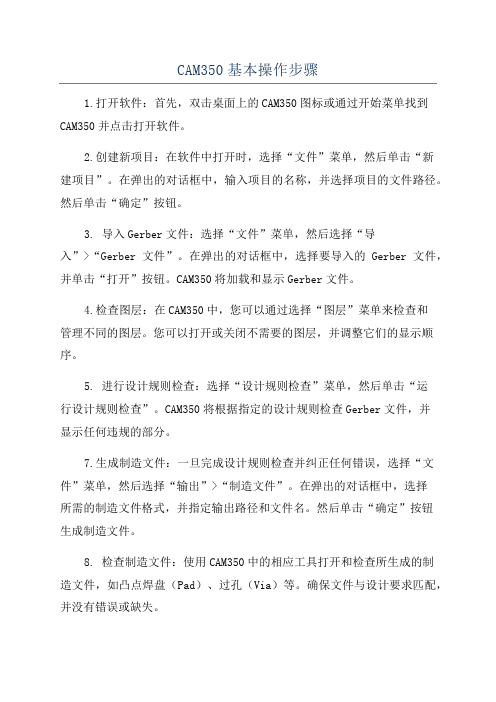
CAM350基本操作步骤1.打开软件:首先,双击桌面上的CAM350图标或通过开始菜单找到CAM350并点击打开软件。
2.创建新项目:在软件中打开时,选择“文件”菜单,然后单击“新建项目”。
在弹出的对话框中,输入项目的名称,并选择项目的文件路径。
然后单击“确定”按钮。
3. 导入Gerber文件:选择“文件”菜单,然后选择“导入”>“Gerber文件”。
在弹出的对话框中,选择要导入的Gerber文件,并单击“打开”按钮。
CAM350将加载和显示Gerber文件。
4.检查图层:在CAM350中,您可以通过选择“图层”菜单来检查和管理不同的图层。
您可以打开或关闭不需要的图层,并调整它们的显示顺序。
5. 进行设计规则检查:选择“设计规则检查”菜单,然后单击“运行设计规则检查”。
CAM350将根据指定的设计规则检查Gerber文件,并显示任何违规的部分。
7.生成制造文件:一旦完成设计规则检查并纠正任何错误,选择“文件”菜单,然后选择“输出”>“制造文件”。
在弹出的对话框中,选择所需的制造文件格式,并指定输出路径和文件名。
然后单击“确定”按钮生成制造文件。
8. 检查制造文件:使用CAM350中的相应工具打开和检查所生成的制造文件,如凸点焊盘(Pad)、过孔(Via)等。
确保文件与设计要求匹配,并没有错误或缺失。
9.输出图纸和文档:如果需要生成电路板的图纸和文档,选择“文件”菜单,然后选择“输出”>“图纸和文档”。
在弹出的对话框中,选择要输出的图纸和文档类型,并指定输出路径和文件名。
然后单击“确定”按钮生成图纸和文档。
10.保存并关闭项目:在完成所有工作并生成所需的输出文件后,选择“文件”菜单,然后选择“保存项目”。
输入项目的文件名并选择保存路径,然后单击“确定”按钮。
最后,选择“文件”菜单,然后选择“关闭项目”来关闭项目。
以上是CAM350的基本操作步骤。
通过按照这些步骤,您可以使用CAM350来检查、修正和生成电路板设计以及相关的制造文件和文档。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAM350 基本操作2009-12-23 00:30光标移动(Cursor Movement):光标的位置大多数情况下是有鼠标控制的,同样键盘上的上下左右箭头也可以控制屏幕上光标安装一个象素或格点来移动。
水平移动由左右箭头键控制,而垂直方向的移动则由上下箭头键控制。
循环选择(Cycle Picking):在任意一个功能选择模式下如Move 或Copy,可以重复选择编辑对象,这样在执行具体命令前可以选择多个对象,然后所有被选中的对象将作为一个整体在一个框内,然后一起进行编辑。
几种选择方式(Making Selections):在使用一个编辑命令时,如Move,可以选择单个对象,也可以同时选择多个对象。
单击鼠标左键即可选择单个对象,此时被选中的对象跟随光标移动,并且命令提示行显示“[Move:Single]”:选择多个对象时,只要再同时按下Ctrl键,此时的命令提示行则显示“[Move:Multiple]”,选择完毕后所有被选中的对象被高亮,光标则变成一个包含所有被选中对象的框,如果想去调框中的任意对象只要按住Ctrl 的同时再点击该对象即可,确定好要移动的对象后就可以移动光标到理想的位置。
取消命令(Abort Commands):在一个命令执行过程中可以通过单击鼠标右键或按下热键“Esc”终止命令。
CAM350 支持的D 码形状:Round:圆形Square:正方形Rectangle:矩形Target:靶标Thermal:花孔Custom:自定义D 码Donut:环形Octagon:八边形(不能旋转)Oblong:长椭圆形Triangle:三角形Hexagon:六角形Ellipse:椭圆形Diamond:菱形1.当客户未提供钻孔文件时,除了可以用孔径孔位转成钻孔外,还可以用线路PAD 转成钻孔文件。
当孔径孔位符号之间相交不易做成Flash 时,或未给出孔数时(一般指导通孔),用以上方法比较好。
先将线路上的所有PAD 拷贝到一个空层,按孔径大小做Flash 后将多余的贴件PAD 删除后转成钻孔文件即可。
2. 当防焊与线路PAD 匹配大部分不符合制程能力时,可将所有线路PAD 拷贝到一个空层,用此层和防焊层计较多余的线路PAD 删除,接着将此层整体放大0.2mm(整体放大或缩小:Utilities-->Over/Under),最后将防焊层的吃锡条或块(大铜皮上的)拷贝过去即可。
用此方法做防焊一定要与原始防焊仔细比较,以防多防焊或少防焊。
3.当资料有大面积铜箔覆盖,线路或PAD 与铜皮的距离不在制作要求之内,且外型尺寸又较大时,(如广上的)可用下列方法快速修整线路或PAD 与铜皮的间距。
先将线路层(此层为第一层)的所有PAD 拷贝到一个空层,把对应在大铜皮上的PAD 删除后将剩余PAD 放大做为减线路层(即第二层),然后把第一层拷贝到一个空层,将大铜皮删除后作为第三等。
合层方式为:第一层(加层)、第二层(减层)、第三层(加层)。
一般来说我们为了减小数据量,可以将第一层只保留大铜皮。
如果只是防焊到大铜皮的间距不够,就可以把放大后(满足制程能力)的防焊拷贝到一个空层,把对应在大铜皮上的防焊删除后将剩余防焊放大做为第二层。
注:用此方法做好线路后,一定要用命令将多个层面合成Utilities-->Convert Composite 的一个复合层转换成一个层面,然后将此层和原稿用Anglysis-->Compare Layers 命令进行仔细核对。
4.有些资料的文字层有很多文字框,且文字框到线路PAD 间距不满足制程能力时,可借鉴以下方法:先将任何类型的以个文字框用Edit-->Move Vtx/Seg 命令拉伸至规格范围后做成Flash,接着将其同类型的其它文字框做成与之相同的Flash 即可。
但要注意的是,做成Flash 后一定要将其打散,以防下此打开资料时D 码会旋转。
A 打开光圈表C 以光标为中心放大临近范围D 设置当前激活的D 码F 切换显示线的填充模式(实填充/外形线/中心线)G 图形开关H 所以同类型D 码的元素高亮显示K 关闭层(当前层除外)L 指定当前层M 切换命令行显示方式(记忆模式/命令提示/宏命令提示)N 切换当前层的正片/负片显示O 改变走线模式(0/45/90 度)P 显示上一次缩放大小Q 查看属性R 刷新S 随删格移动开关T 透视显示开关U 撤消V 删格显示开关W 窗口式放大X 光标模式切换(短“十”字形、长“十”字形、X 形)Y 打开层设置对话框Z 目标选取开关(以光标为中心)Ctrl U 恢复+ 放大- 缩小Home 全局显示,执行上一命令Esc 结束当前命令(等于鼠标右键)空格键等于鼠标左键Ins 按光标在面版中的位置显示图形Page Up 放大目标选取框(以光标为中心)Page Down 缩小目标选取框(以光标为中心)Ctrl N 新建Ctrl O 打开Ctrl S 保存-------------------------------------------编辑命令下的功能热键A 全选C 框选模式(交叉/不交叉)I 窗口选择模式(窗内被选/窗外被选)W 进入组窗口选择模式Gerber数据简介Gerber file 简介★简介:GERBER文件是PCB行业的一个工业标准,不管你的设计软件如何强大,你都必须最终创建Gerber格式的光绘文件才能光绘胶片。
原理图---NETLIST---自动布局---自动布线---PCB---GERBER 数据、钻孔数据、铣数据、其他数据★特点Gerber 数据最漂亮的地方就在于它的简洁,它只有四个基本的命令加上对应的数据。
数据库不得不定义得简单和紧凑是因为第一台机器是由打孔纸带驱动的。
这就需要把尽可能多的信息压缩到尽可能少的字节以说明许多“问题”,当时我们并没有预料到存储空间是用数以百计的兆字节代替数以百计的字节来计量的今天。
但是,简洁也有它自己的代价。
Gerber文件缺乏驱动光绘机必需的基本信息。
这些丢失的信息是由设计者另外交给光绘操作员的,这正是错误的源泉。
实际上,定义一种非标准的扩展命令的诱惑是无法抗拒的。
每个光绘机生产商都支持在基本GERBER命令上加上一些他们认为区分他们的光绘机所必须的信息。
这样造成的后果就是一家厂家的特性而另一家却不支持。
★Gerber 文件介绍下面简单的举例说明GERBER格式的内容和结构G90G70G54D10G01X0Y0D02X450Y330D01X455Y300D03G54D11Y250D03Y200D03Y150D03M02星号()是命令的结束符。
这在有些软件和教材中被称为块(Block),大多数机器和软件只是按块处理Gerber命令,而不理会行。
这里可以看出不同命令的相同之处:使用G、D、M等命令和X、Y对应的数据。
★Gerber 文件介绍数据格式G90G91 相对/绝对坐标G70G71 英寸毫米G04:注解命令大多数的光绘机都会忽略G04后面的内容G01:画直线命令D01、D02、D03 画线和画点命令D01 (D1) 打开快门,同时移动桌面到对应的X-Y坐标。
D02 (D2) 关闭快门,同时移动桌面到对应的X-Y坐标。
D03 (D3) 打开快门,同时移动桌面到对应的X-Y坐标。
然后快速地打开、关闭快门,这样就形成一个曝光点。
光圈标志——D码(D-CODE)D10-D999,说明所光绘图形的大小和形状。
D11 CIRCULAR 40 40 0D12 SQUARE 10 10 0D14 CIRCULAR 12 12 0D15 CIRCULAR 15 15 0D16 SQUARE 20 20 0D17 CIRCULAR 20 20 0X,Y 坐标数据,省略小数点的规则:如果Gerber文件是英制2-3,那么您就能清楚地知道00560表示0.56Inch(00.560),00320是0.32Inch(00.320)★扩展GERBER格式GERBER格式是EIA 标准RS-274D的子集,它包含GERBER文件及D码两部分。
扩展GERBER格式是EIA标准RS-274D格式的超集,又叫RS-274X。
RS-274X增强了处理多边形填充,正负图组合和自定义D码及其它功能。
它还定义了GERBER数据文件中嵌入光圈表的规则。
例子:G04 THIS IS DEMO 注释%FSLAX23Y23% 省略前导零,绝对坐标X2.3, Y2.3%MOIN%设定英寸单位%OFA0B0%无偏移%SFA1.0B1.0% 输出比例X轴1.0, Y轴1.0D10C,0.010% 定义D10码为圆,直径10MIL%LNBOXES% 层名为BOXESG54D10 以下为RS0274D数据X0Y0D02X5000Y0D01X5000Y5000D01X0Y5000D01X0Y0D01X6000Y0X11000Y0D01X6000Y0D01D02】字母键的应用Q: 查看D码和刀具,并设为当前 W: 无选择命令时是框选放大窗口,有选择命令时为框选R: 刷新 T: 透明显示 Y: 打开层列表U: 撤消 I: 无选择命令时没作用,有选择命令时前面+W为反选O: 有角度命令时为:0\45\90度间相互切换 P: 返回上次视窗A: 打开D码表 S: 光标随格点移动D: 打开D码表并设为当前D码F: 一维线\二维线和零线宽间相互切换 G: 打开小窗口无作用H: 高亮显示当前D码或刀具 K: 关闭某一层当前层除外L: 打开某一层并设为当前层 Z: 打开自动捕捉中点X: 光标切换C: 无选择命令时是放大窗口并光标在视窗中央,有选择命令前面+W为框住部分就能选择整个物体或网络V: 打开格点显示 N: 负片显示“ ,”: 重复上次命令Home: 全屏显示 Page UP: 放大捕捉中心 Page Down: 缩小捕捉中心Insert 光标反主向移动窗口文件:FileAlt+F+N 新建 Alt+F+O 打开Alt+F+S 保存 Alt+F+M 合并菲林Alt+F+I+U 自动导入Alt+F+I+G 导入Gerber Alt+F+I+R 导入钻带Alt+F+I+M 导入锣带 Alt+F+I+X 导入DXF文档(CAD设计的)Alt+F+E+G导出Gerber Alt+F+E+C 导出复合层Alt+F+E+R 导出钻带 Alt+F+E+M 导出锣带Alt+F+E+X 导出DXF文档(CAD设计的) Alt+F+P+P 打印编辑:EditU 撤消(可连续撤消16步) Ctrl+U 恢复(可连续操作16步)Alt+E+M 移动 Alt+E+C 复制Alt+E+D 删除 Alt+E+R 旋转Alt+E+I 镜像 Alt+E+L+A 增加层Alt+E+L+R 删除层 Alt+E+L+O 层排序Alt+E+L+L 层对齐 Alt+E+L+T 以钻孔校正焊盘Alt+E+L+S 层比例缩放(做字符高度不够时用)Alt+E+H+D 更改D码 Alt+E+H+T+T 更改文字Alt+E+H+E+A 打散所有 Alt+E+H+S 打散圆弧Alt+E+H+O+S 改变原点 Alt+E+T+L 线剪切Alt+E+T+C 圆剪切 Alt+E+N+J 连接节点Alt+E+V 移动节点 Alt+E+A 增加节点Alt+E+E 删除节点 Alt+E+G 删除线段增加:AddAlt+A+F 增加焊盘 Alt+A+L 增加线Alt+A+P 增加多边形(做电镀边、阻流点和网格用)Alt+A+X 增加文字 Alt+A+R 增加矩形Alt+A+C+C 中心半径画圆Alt+A+A+3 三点画弧视图:ViewAlt+V+C 查看复合层信息:InfoAlt+I+M+P 测量点到点的距离(中心到中心)Alt+I+M+O测量物到物的距离(边沿到边沿,两物体间的最小距离)Alt+I+R+D 查看D码信息(做文字宽度时用)效用:UtilitiesAlt+U+R 线转自定义 Alt+U+D+I线转焊盘手动转Alt+U+Y+D 提取大铜皮 Alt+U+Y+R 填充大铜皮Alt+U+O+C 删除重复数据 Alt+U+O+I 删除独立焊盘(内层正片用)Alt+U+T 添加泪滴 Alt+U+Z 整体缩放Alt+U+C 快速生成复合层分析:AnalysisAlt+N+R DRC检测(查看线宽、线距是否符合本厂的工艺工求)Alt+N+O 计算铜皮面积(电镀面积=铜皮面积/PANL的面积*100%)工具:Tools 表格;TabolAlt+O+N 进入NC编辑Alt+T+C编辑复合层设置:SettingsAlt+S+U 设置单位 Alt+S+T 设置字符Alt+M+M 更多宏命令下面是进入NC编辑后的命令Alt+E+L+N 新增NC层(注:增加时一定要选取对应的刀具表)Alt+E+H+I+A 增加锣带交点(锣带变形时用)Alt+E+H+F 改变钻孔的先后钻 Alt+E+H+H 改变钻孔Alt+E+S 删除锣带线段Alt+A+H 增加钻孔 Alt+A+S增加槽孔Alt+A+C 增加扩孔 Alt+U+F 偏移锣带路径(也叫锣刀补偿)Alt+U+O 优化钻孔Alt+U+D Gerber转钻孔Alt+N+D 检测钻孔1. Silk to Solder Spacing 这是软件自动检验丝印层与阻焊层间距的功能。