保温杯生产工艺流程(优选.)
保温杯生产工艺流程

保温杯生产工艺流程
保温杯是一种能够保持液体温度的杯子,它在日常生活中得到
了广泛的应用。
保温杯的生产工艺流程包括材料准备、注塑成型、
表面处理、组装等多个环节。
下面将详细介绍保温杯的生产工艺流程。
首先,保温杯的生产需要准备一些原材料,如不锈钢、塑料等。
这些原材料需要经过严格的筛选和检验,确保符合生产要求。
接下来,将原材料送入注塑机进行注塑成型。
注塑成型是保温杯生产的
关键环节,通过加热原料使其熔化,然后注入模具中进行成型,最
终得到保温杯的外壳和内胆。
注塑成型完成后,保温杯的外壳需要进行表面处理。
通常会采
用喷砂、电镀等工艺,使外壳表面更加光滑、坚固。
同时,内胆则
需要进行真空镀银处理,以提高保温效果。
表面处理完成后,就可
以进行保温杯的组装了。
保温杯的组装包括安装密封圈、吸管、盖子等配件,确保保温
杯的密封性和易用性。
在组装过程中,需要严格控制每个环节,确
保每个零部件都安装到位,不漏装、不错装。
组装完成后,还需要
进行严格的质量检验,确保保温杯的质量达到标准要求。
最后,经过质量检验合格的保温杯将进行包装,然后运往仓库
等地方进行存放和销售。
在包装过程中,通常会采用彩盒包装,以
提升产品的档次感和销售吸引力。
综上所述,保温杯的生产工艺流程包括材料准备、注塑成型、
表面处理、组装和包装等多个环节。
每个环节都需要严格控制质量,确保保温杯的质量达到标准要求。
通过精细化的生产工艺流程,可
以生产出质量优良的保温杯产品,满足消费者的需求。
保温杯工艺流程

保温杯工艺流程
《保温杯工艺流程》
保温杯是现代人生活中常用的一种器具,它能够保持饮料温度,在冬季保温,夏季保冷,非常实用。
那么保温杯是如何制作的呢?下面就介绍一下保温杯的工艺流程。
首先,要选择合适的材料。
保温杯通常采用不锈钢、玻璃、塑料等材料制作。
不锈钢保温杯具有耐高温、不易变形、易清洗等特点,成本也相对较低。
玻璃保温杯透明度高,可以直观看到杯中的液体,而且不易留下异味。
塑料保温杯轻便,不易破碎,适合携带。
接下来是制作杯子的外形。
根据设计图纸,在材料上进行切割、磨边等加工,将其制成成型的保温杯外壳。
不同的设计可能会有不同的雕刻、印花或者喷涂工艺,来达到定制的效果。
然后是保温杯的内胆制作。
不锈钢保温杯的内胆通常先进行拉伸成型,然后再经过喷砂、焊接、抛光等多道工序进行加工。
玻璃保温杯的内胆是通过注射成型的工艺制作而成。
而塑料保温杯的内胆则是利用塑料注射成型的工艺制作。
最后是装配和检验。
装配过程中要将内胆和外壳进行组装,然后进行漏水测试、保温性能测试等,确保产品的品质。
之后再进行打磨、包装等工序,最终出厂。
以上就是保温杯的工艺流程,不同的保温杯厂家可能会有一些
细微的差别,但总体来说,保温杯的制作流程大致如此。
通过这样的工艺流程,生产出来的保温杯才能够保持良好的保温效果,让人们在日常生活中更加方便舒适地享受饮品。
保温杯工艺流程详介
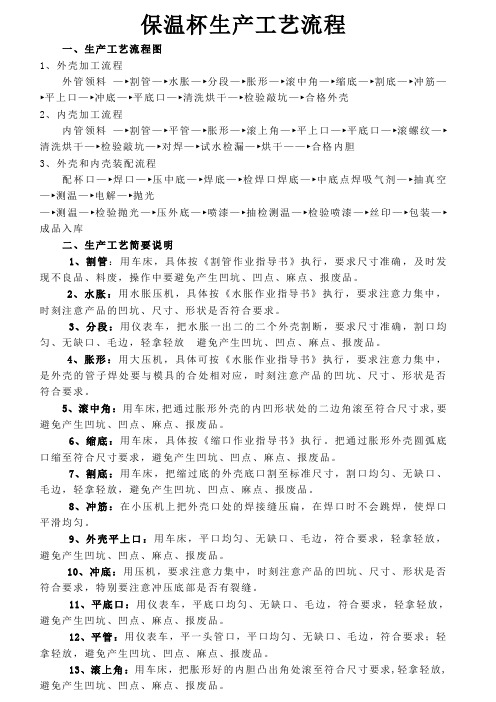
保温杯生产工艺流程一、生产工艺流程图1、外壳加工流程外管领料—►割管—►水胀—►分段—►胀形—►滚中角—►缩底—►割底—►冲筋—►平上口—►冲底—►平底口—►清洗烘干—►检验敲坑—►合格外壳2、内壳加工流程内管领料—►割管—►平管—►胀形—►滚上角—►平上口—►平底口—►滚螺纹—►清洗烘干—►检验敲坑—►对焊—►试水检漏—►烘干——►合格内胆3、外壳和内壳装配流程配杯口—►焊口—►压中底—►焊底—►检焊口焊底—►中底点焊吸气剂—►抽真空—►测温—►电解—►抛光—►测温—►检验抛光—►压外底—►喷漆—►抽检测温—►检验喷漆—►丝印—►包装—►成品入库二、生产工艺简要说明1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状是否符合要求。
5、滚中角:用车床,把通过胀形外壳的内凹形状处的二边角滚至符合尺寸求,要避免产生凹坑、凹点、麻点、报废品。
6、缩底:用车床,具体按《缩口作业指导书》执行。
把通过胀形外壳圆弧底口缩至符合尺寸要求,避免产生凹坑、凹点、麻点、报废品。
7、割底:用车床,把缩过底的外壳底口割至标准尺寸,割口均匀、无缺口、毛边,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
8、冲筋:在小压机上把外壳口处的焊接缝压扁,在焊口时不会跳焊,使焊口平滑均匀。
9、外壳平上口:用车床,平口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
10、冲底:用压机,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求,特别要注意冲压底部是否有裂缝。
不锈钢保温杯如何加工

不锈钢保温杯如何加工
1.设计:首先需要根据产品需求进行设计,包括保温杯的形状、容量、外观等。
设计师通常使用CAD软件进行2D和3D设计。
2.激光切割:在设计完成后,需要使用激光切割设备将不锈钢板材切
割成适当的尺寸和形状。
激光切割可以实现高精度和高效率的切割。
3.冲压成型:经过切割后,将不锈钢板材放入冲压机中进行冲压成型。
冲压机根据模具的形状将不锈钢板材加工成杯子的形状。
4.焊接:冲压成型后的杯子需要进行焊接,以保证杯子的密封性和强度。
常见的焊接方法有TIG焊、氩弧焊等。
焊接前需要对杯壁进行清洗和
除油处理,确保焊接质量。
5.抛光:焊接完成后,还需要对杯子进行抛光,以提高其表面光滑度
和美观度。
常用的抛光方法有机械抛光和化学抛光。
6.涂装:抛光完成后,可以对杯子进行涂装处理,以增加杯子的外观
效果和耐腐蚀性。
常用的涂装方法有喷涂、电镀等。
7.组装:经过上述工艺处理后,不锈钢保温杯的各个零部件可以开始
组装。
组装过程中需要注意杯盖与杯身的配合度,以及密封垫圈的安装等。
以上是不锈钢保温杯的加工过程及相关的工艺。
在实际加工中,还需
要注意质量控制、环境保护等方面的要求,以确保产品的质量和环保性。
保温杯工艺流程

保温杯工艺流程
《保温杯工艺流程》
保温杯是现代生活中不可或缺的日用品之一,它可以有效保持饮料的温度,让我们在外出时依然可以享有温暖的饮品。
制作一只保温杯需要经过一系列精密的工艺流程。
首先,原材料的选择非常重要。
常见的保温杯材料有不锈钢、玻璃和塑料等。
不锈钢保温杯具有优良的保温性能和耐用性,因此很受消费者的喜爱。
接下来,对原材料进行加工处理,比如不锈钢材料需要先进行精密的切割和抛光,玻璃材料需要经过高温烧制等。
在材料加工完成后,就是保温杯的组装工艺。
这一步骤需要将不同部件进行精准的组合,比如杯身、盖子、密封圈等。
组装工艺要求精准度非常高,保证保温杯在使用时不会渗漏或出现其他质量问题。
随后,就是保温杯的涂装和印刷工艺,根据设计要求在保温杯表面进行涂装或者印刷图案,以增加产品的美观性。
这一环节需要使用专业的设备和工艺,保证产品的外观和质量。
最后,对成品进行质量检测和包装。
保温杯的质量直接关系到消费者的使用体验,因此每一只保温杯都需要经过严格的质量检测,确保没有任何质量问题。
而对保温杯进行包装,不仅能增加产品的附加值,还能保护产品在运输途中不受损坏。
整个保温杯工艺流程包括原材料选择、加工处理、组装、涂装和印刷、质量检测和包装等多个环节,每一个环节都需要精密的操作和严格的质量控制。
经过这些环节,一只精美的保温杯才能呈现在消费者面前,让人们在外出时能够享受温暖的饮品。
不锈钢保温杯生产的工艺流程(1)
综合
内、外杯 配口
焊口
点吸气剂
配底
测温
抽真空
全检
磨口
焊底
电解
全检
抛光
全检、测 温二
入库
内、外 杯拉管
图文合一
内、外杯割管
图文合一
内、外杯摇圆
图文合一
内、外杯压缝
图文合一
内、外杯水涨
图文合一
内、外杯压缝
图文合一
内、外杯缩口
图文合一
内、外杯割头
图文合一
内、外杯拉口
图文合一
内、外杯返拉伸
⑶ 左 脚踏下开关,割刀向下 移 动 ,使产品分离,割刀自 动 回 位。
警 告 : 作业时,操作工禁止聊天,听音乐,玩手机等行为,
⑷ 左手握住分离后右端产品,右手拉动尾座定位手柄,脱离固定 位 置 ,向右移动。放在起始位置。
⑷左手取下产品,放入筐内,右手取下另一 件 产 品,放其上面。
1、操作工必须经过培训充分了解各种工作性能操作方法及使用手册中的各项要领,方可上岗操作
图文合一
内、外杯平口底
图文合一
内、外杯返修底
图文合一
内、外杯修底
图文合一
内、外杯滚筋
图文合一
内、外杯滚牙
图文合一
内、外杯修模
图文合一
内、外杯清洗
图文合一
图文合一 内、外杯清洗后全检
内杯圆周焊
图文合一
内、外杯激光焊
图文合一
内、外杯弧口焊
图文合一
高频退火
图文合一
手工焊
图文合一
测漏
• 5.试模时调整产品在制作过程中的不确定因素,如配件有协作商完成,同时也要对应调整,确保配合 尺寸符合主体尺寸的要求,对此类产品的每一道工序都是环环相扣,忽一不可。
保温杯制造工艺
保温杯制造工艺
保温杯是一种利用真空保温技术,在真空状态下将金属或非
金属材料与真空结合起来,使食物或液体在保温容器中保持一定
温度的一种容器。
保温杯的种类繁多,根据其外部形状的不同,
可以分为杯状保温杯、杯盖式保温杯、真空保温壶、敞口式保温
杯等等。
保温杯以其方便携带、保温效果好和外形美观等特点受
到消费者的青睐。
制作保温杯的材料是不锈钢,有201和304两种。
201不锈钢含锰量高,易生锈,不能作食品容器。
304不锈钢含锰量高,耐腐蚀,无异味。
保温杯制造工艺:
首先是将不锈钢进行清洗消毒,然后通过真空技术使不锈钢表面
形成一层致密的氧化膜,隔离了不锈钢与空气中的氧及水分的接触,防止了生锈。
保温杯制造工艺:经过清洗消毒后就可以开始
生产了,首先用钢锯将杯底切掉一部分,再用砂纸打磨成光溜溜
的样子;然后将杯盖与杯身对接在一起;接着将杯盖与杯身粘合
在一起;最后再把杯盖拧紧,就大功告成了。
保温杯制造工艺:首先要经过清洗消毒、打磨和组装等过程。
—— 1 —1 —。
保温杯生产流程
保温杯生产流程
保温杯是一种常见的饮品容器,其具有保温、保冷功能,广泛应
用于生活中。
保温杯的生产流程如下:
第一步:原材料准备。
保温杯的主要原材料包括聚丙烯材料、不
锈钢材料、塑料材料等。
首先需要将这些原材料进行准备,包括按照
不同材料的比例进行混合、制备出不同颜色的颜料等。
第二步:注塑成型。
将混合好的原材料进行加热熔化,然后通过
注塑机注入模具中,进行成型。
在这个过程中,需要控制好温度和压
力的合理份额,以确保产品制作质量。
第三步:涂装处理。
完成注塑成型后,需要对保温杯进行涂装处理,包括底漆处理、干燥处理、喷漆加工等。
喷漆时需要进行喷漆机
的设置,以确保涂漆效果均匀且美观。
第四步:组装调试。
经过涂装处理的保温杯零件需要进行组装调试,包括按照设计要求组装各个零件、进行密封性测试等,以确保产
品没有漏水现象,可以保温和保冷效果好。
第五步:包装出厂。
经过组装调试的保温杯,需要进行包装出厂,以方便运输和销售。
包装方式包括二次包装、外包装、产品标识等。
产品标识需要标示出材料、容积、保温工具程度等相关信息。
通过以上的生产流程步骤,可以生产出质量优良、外观精美的保
温杯。
对于保温杯的生产厂家而言,需要严格控制生产流程中的各个
环节,确保产品质量和规格要求,以提高消费者的购买信心和产品满意度。
同时需要根据市场需求不断调整产品设计和生产流程,以满足不同消费群体的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
保温杯生产工艺流程
胡桂兰
教学目的、要求:掌握保温杯的生产工艺流程;掌握保温杯各生产工艺流程使用的机械设备和生产注意要点
教学重点、难点:保温杯生产工工艺流程及生产注意要点
教学方法:讲授法+演示法
教时:4节课
教学步骤:引言
保温杯是永康八大支柱产业——不锈钢制品之一,在永康曾村村镇镇都有保温杯生产厂家,达到几百家生产企业。
经过几年的浪淘沙,南龙、哈尔斯、雄泰等几家大型企业在永康确立了霸主地位,还有其他上百家企业由于质量好,信誉佳,在永康立于不败之地。
有的学生将来可能去生产保温杯或者到保温杯企业打工,成为车间主任或企业里的技术骨干力量。
下面来说说保温杯生产工艺流程及各工艺流程所使用的机械设备和生产注意要点。
一、生产工艺流程图
1、外壳加工流程
外管领料—►割管—►水胀—►分段—►胀形—►滚中角—►缩底—►割底—►冲筋—►平上口—►冲底—►平底口—►清洗烘干—►检验敲坑—►合格外壳
2、内壳加工流程
内管领料—►割管—►平管—►胀形—►滚上角—►平上口—►平底口—►滚螺纹—►清洗烘干—►检验敲坑—►对焊—►试水检漏—►烘干——►合格内胆
3、外壳和内壳装配流程
配杯口—►焊口—►压中底—►焊底—►检焊口焊底—►中底点焊吸气剂—►抽真空—►测温—►电解—►抛光
—►测温—►检验抛光—►压外底—►喷漆—►抽检测温—►检验喷漆—►丝印—►包装—►成品入库
二、生产工艺简要说明
1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状是否符合要求。
5、滚中角:用车床,把通过胀形外壳的内凹形状处的二边角滚至符合尺寸求,要避
免产生凹坑、凹点、麻点、报废品。
6、缩底:用车床,具体按《缩口作业指导书》执行。
把通过胀形外壳圆弧底口缩至符合尺寸要求,避免产生凹坑、凹点、麻点、报废品。
7、割底:用车床,把缩过底的外壳底口割至标准尺寸,割口均匀、无缺口、毛边,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
8、冲筋:在小压机上把外壳口处的焊接缝压扁,在焊口时不会跳焊,使焊口平滑均匀。
9、外壳平上口:用车床,平口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
10、冲底:用压机,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求,特别要注意冲压底部是否有裂缝。
11、平底口:用仪表车,平底口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
12、平管:用仪表车,平一头管口,平口均匀、无缺口、毛边,符合要求;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
13、滚上角:用车床,把胀形好的内胆凸出角处滚至符合尺寸要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
14、内胆平上口:用仪表车,平口均匀、无缺口、毛边,符合要求;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
15、滚螺纹:用专用螺纹机,具体按《滚螺纹作业指导书》执行,要求注意力集中,调整螺纹深浅符合尺寸要求;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
16、清洗烘干:把内胆、外壳清洗干净并烘干;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
17、检验敲坑:检验内胆、外壳是否合格,有凹坑、凹点的敲平至符合要求,轻拿轻放。
18、对焊:把内胆与内底对焊起来,具体按《对焊作业指导书》执行,要求焊接的焊缝光滑、无漏洞、无凹坑。
19、试水检漏:把对焊好的内胆充气试水,对焊缝有无漏洞,不漏为合格。
20、配杯口:把内胆、外壳合一起,杯口合平;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
21、焊口焊底:具体按《焊口焊底工艺作业指导书》执行,要求确保焊口底焊透并圆滑,无凹凸点、焊瘤及漏焊点。
22、点焊:中底内点焊上吸气剂,注意点焊上的吸气剂必须在24小时内去抽真空效果才好,否则会无效。
23、压中底:把焊好口的杯压上点焊上吸气剂的中底,压与底口平整。
24、检焊口焊底:对焊好口底的杯进行检验,挑出是否有漏焊、杯口焊不好或其
它不良原因的杯。
25、抽真空:无尾抽真空,严格按照抽真空操作标准执行。
26、测温:具体按《电测温工序作业指导书》执行,检验杯是否真空,挑出不真空杯。
27、电解:送外协电解,要求杯内电解光亮均匀,无水印、黄点。
28、抛光:要求杯外壳抛得细腻且纹路有序,杯口平滑光亮,不可有明显拉丝、擦伤、黑丝及凹点、抛光膏残留的现象。
29、检验抛光:抛光后的杯是否符合要求,不好的要重新抛,好的流到下一工序。
30、压外底:对抛光好的杯压上外底,要求压平整。
31、喷漆:送外协喷漆,颜色如样,要求喷漆均匀牢固,不可有掉漆、麻点等。
32、检验喷漆:对喷漆后的杯是否符合喷漆要求,不好的要重新退漆抛光,好的流到下一工序。
33、丝印:按要求丝印上商标LOGO,要清晰,图案标志、大小、颜色、位置如样品;丝印标用胶袋粘不下,用指甲不易扣下,所以丝印后必需要用烘道烘过。
34、包装:具体详见附后的包装系列的作业指导书及具体产品的包装标准作业书。
三、主要机械设备
车床液压机试水检漏机
烘箱机氩弧焊机有尾抽真空机
无尾抽真空机仪表车外管加工流程内管加工流程
总结:1、保温杯生产工艺流程及生产注意要点
2、生产保温杯使用的机械设备
作业:保温杯生产流程主要有哪些?
最新文件---------------- 仅供参考--------------------已改成word文本--------------------- 方便更改。