保温杯生产工艺流程
保温杯生产工艺流程

保温杯生产工艺流程
保温杯是一种能够保持液体温度的杯子,它在日常生活中得到
了广泛的应用。
保温杯的生产工艺流程包括材料准备、注塑成型、
表面处理、组装等多个环节。
下面将详细介绍保温杯的生产工艺流程。
首先,保温杯的生产需要准备一些原材料,如不锈钢、塑料等。
这些原材料需要经过严格的筛选和检验,确保符合生产要求。
接下来,将原材料送入注塑机进行注塑成型。
注塑成型是保温杯生产的
关键环节,通过加热原料使其熔化,然后注入模具中进行成型,最
终得到保温杯的外壳和内胆。
注塑成型完成后,保温杯的外壳需要进行表面处理。
通常会采
用喷砂、电镀等工艺,使外壳表面更加光滑、坚固。
同时,内胆则
需要进行真空镀银处理,以提高保温效果。
表面处理完成后,就可
以进行保温杯的组装了。
保温杯的组装包括安装密封圈、吸管、盖子等配件,确保保温
杯的密封性和易用性。
在组装过程中,需要严格控制每个环节,确
保每个零部件都安装到位,不漏装、不错装。
组装完成后,还需要
进行严格的质量检验,确保保温杯的质量达到标准要求。
最后,经过质量检验合格的保温杯将进行包装,然后运往仓库
等地方进行存放和销售。
在包装过程中,通常会采用彩盒包装,以
提升产品的档次感和销售吸引力。
综上所述,保温杯的生产工艺流程包括材料准备、注塑成型、
表面处理、组装和包装等多个环节。
每个环节都需要严格控制质量,确保保温杯的质量达到标准要求。
通过精细化的生产工艺流程,可
以生产出质量优良的保温杯产品,满足消费者的需求。
保温杯工艺流程详介
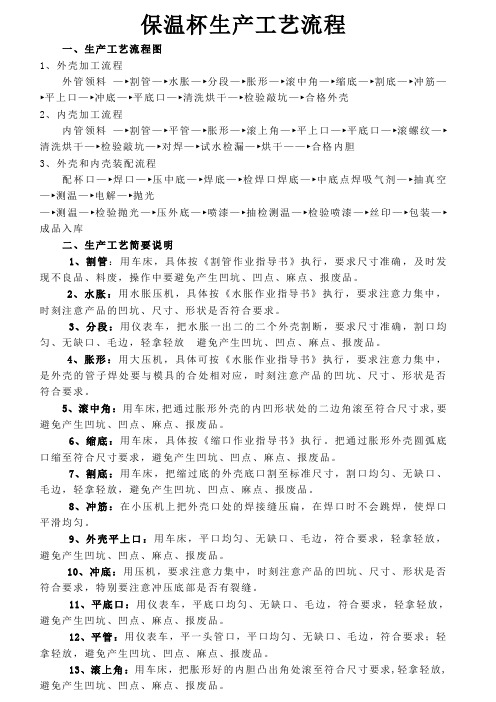
保温杯生产工艺流程一、生产工艺流程图1、外壳加工流程外管领料—►割管—►水胀—►分段—►胀形—►滚中角—►缩底—►割底—►冲筋—►平上口—►冲底—►平底口—►清洗烘干—►检验敲坑—►合格外壳2、内壳加工流程内管领料—►割管—►平管—►胀形—►滚上角—►平上口—►平底口—►滚螺纹—►清洗烘干—►检验敲坑—►对焊—►试水检漏—►烘干——►合格内胆3、外壳和内壳装配流程配杯口—►焊口—►压中底—►焊底—►检焊口焊底—►中底点焊吸气剂—►抽真空—►测温—►电解—►抛光—►测温—►检验抛光—►压外底—►喷漆—►抽检测温—►检验喷漆—►丝印—►包装—►成品入库二、生产工艺简要说明1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状是否符合要求。
5、滚中角:用车床,把通过胀形外壳的内凹形状处的二边角滚至符合尺寸求,要避免产生凹坑、凹点、麻点、报废品。
6、缩底:用车床,具体按《缩口作业指导书》执行。
把通过胀形外壳圆弧底口缩至符合尺寸要求,避免产生凹坑、凹点、麻点、报废品。
7、割底:用车床,把缩过底的外壳底口割至标准尺寸,割口均匀、无缺口、毛边,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
8、冲筋:在小压机上把外壳口处的焊接缝压扁,在焊口时不会跳焊,使焊口平滑均匀。
9、外壳平上口:用车床,平口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
10、冲底:用压机,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求,特别要注意冲压底部是否有裂缝。
不锈钢保温杯生产的工艺流程(1)
综合
内、外杯 配口
焊口
点吸气剂
配底
测温
抽真空
全检
磨口
焊底
电解
全检
抛光
全检、测 温二
入库
内、外 杯拉管
图文合一
内、外杯割管
图文合一
内、外杯摇圆
图文合一
内、外杯压缝
图文合一
内、外杯水涨
图文合一
内、外杯压缝
图文合一
内、外杯缩口
图文合一
内、外杯割头
图文合一
内、外杯拉口
图文合一
内、外杯返拉伸
⑶ 左 脚踏下开关,割刀向下 移 动 ,使产品分离,割刀自 动 回 位。
警 告 : 作业时,操作工禁止聊天,听音乐,玩手机等行为,
⑷ 左手握住分离后右端产品,右手拉动尾座定位手柄,脱离固定 位 置 ,向右移动。放在起始位置。
⑷左手取下产品,放入筐内,右手取下另一 件 产 品,放其上面。
1、操作工必须经过培训充分了解各种工作性能操作方法及使用手册中的各项要领,方可上岗操作
图文合一
内、外杯平口底
图文合一
内、外杯返修底
图文合一
内、外杯修底
图文合一
内、外杯滚筋
图文合一
内、外杯滚牙
图文合一
内、外杯修模
图文合一
内、外杯清洗
图文合一
图文合一 内、外杯清洗后全检
内杯圆周焊
图文合一
内、外杯激光焊
图文合一
内、外杯弧口焊
图文合一
高频退火
图文合一
手工焊
图文合一
测漏
• 5.试模时调整产品在制作过程中的不确定因素,如配件有协作商完成,同时也要对应调整,确保配合 尺寸符合主体尺寸的要求,对此类产品的每一道工序都是环环相扣,忽一不可。
保温杯制作的生产工艺流程
南京理工大学泰州科技学院工业工程概论课程论文学生姓名:张莉学号:0906130443 专业:会计学论文题目:保温杯制作的生产工艺流程指导教师:2012 年 12 月 10 日目录1 引言 (1)1.1企业概述 (1)1.2 企业组织结构 (1)1.3 企业基本理论 (2)2 保温杯的选材及工艺流程介绍 (3)2.1 保温杯的介绍 (3)2.1.1保温杯的历史 (3)2.1.2保温杯的原理 (3)2.2保温杯材料选择 (4)2.2.1材料特点 (4)2.3材料的加工工艺及特性 (5)2.3.1加工工艺 (5)2.3.2特性 (5)2.4保温杯的工艺流程图 (5)2.4.1外壳加工流程 (5)2.4.2内壳加工流程 (6)2.4.3外壳和内壳装配流程 (7)2.5生产工艺作用说明 (8)2.6主要机械设备 (10)2.6.1液压机 (10)2.6.2氩弧焊机 (10)2.6.3有尾抽真空机 (11)3 保温杯生产设施布置类型 (12)3.1 设施布置类型 (12)3.1.1工厂总平面图 (12)3.1.2离散型车间或工场的机器设备布置 (12)3.2车间设备布置概述的原则 (12)3.2.1车间布置应符合生产操作要求的原则 (12)3.2.2车间布置应符合设备安装、检修要求的原则 (13)3.2.3车间布置应符合厂房建筑要求的原则 (13)3.2.4车间布置应符合节约建设投资要求的原则 (13)总结 (14)参考文献 (15)1 引言1.1企业概述浙江哈尔斯真空器皿股份有限公司经金华市工商行政管理局核准,于2008年8月29日由浙江哈尔斯工贸有限公司整体变更设立,公司主要从事日用不锈钢真空保温器皿的研发、设计、生产与销售,主要产品包括保温杯、保温瓶、保温壶、保温饭盒、焖烧壶等不锈钢真空保温器皿以及部分不锈钢非真空器皿。
本公司前身哈尔斯工贸成立于1996年5月,2001年9月至今,始终专注于不锈钢真空保温器皿的研发设计与生产销售,经过多年发展,已成为国内最具影响力的专业不锈钢真空保温器皿制造商之一,与国内同行业企业相比具有产销规模大,生产制造技术精良,研发设计能力突出,国内营销网络覆盖面广等优势,根据中国日用杂品工业协会统计,2008—2009年连续两年位居我国不锈钢真空保温器皿行业国内生产企业销售收入排名第二位。
保温杯生产流程
保温杯生产流程
保温杯是一种常见的饮品容器,其具有保温、保冷功能,广泛应
用于生活中。
保温杯的生产流程如下:
第一步:原材料准备。
保温杯的主要原材料包括聚丙烯材料、不
锈钢材料、塑料材料等。
首先需要将这些原材料进行准备,包括按照
不同材料的比例进行混合、制备出不同颜色的颜料等。
第二步:注塑成型。
将混合好的原材料进行加热熔化,然后通过
注塑机注入模具中,进行成型。
在这个过程中,需要控制好温度和压
力的合理份额,以确保产品制作质量。
第三步:涂装处理。
完成注塑成型后,需要对保温杯进行涂装处理,包括底漆处理、干燥处理、喷漆加工等。
喷漆时需要进行喷漆机
的设置,以确保涂漆效果均匀且美观。
第四步:组装调试。
经过涂装处理的保温杯零件需要进行组装调试,包括按照设计要求组装各个零件、进行密封性测试等,以确保产
品没有漏水现象,可以保温和保冷效果好。
第五步:包装出厂。
经过组装调试的保温杯,需要进行包装出厂,以方便运输和销售。
包装方式包括二次包装、外包装、产品标识等。
产品标识需要标示出材料、容积、保温工具程度等相关信息。
通过以上的生产流程步骤,可以生产出质量优良、外观精美的保
温杯。
对于保温杯的生产厂家而言,需要严格控制生产流程中的各个
环节,确保产品质量和规格要求,以提高消费者的购买信心和产品满意度。
同时需要根据市场需求不断调整产品设计和生产流程,以满足不同消费群体的需求。
保温杯生产工艺

保温杯生产工艺
保温杯是一种能够保持饮料温度的杯子,其生产工艺主要包括以下几个步骤:
1. 材料准备:保温杯的主要材料是不锈钢、塑料、玻璃等。
其
中不锈钢是保温杯最常用的材料,因其具有优异的保温性能和耐用性。
塑料和玻璃材料则主要用于保温杯的外壳。
2. 冲压成型:保温杯的主体部分采用冲压成型工艺进行生产。
首先将不锈钢板材放入模具中,然后通过模具的压力将其成型。
这个过程需要高精度的模具和高压力的机器。
3. 焊接:冲压成型的不锈钢杯体需要通过焊接工艺将其封口。
焊接的目的是保证杯体的密封性,避免漏水和漏气。
4. 内胆注塑:保温杯的内胆是通过注塑工艺生产的。
内胆的主
要材料是食品级塑料,具有良好的耐热性和耐腐蚀性。
注塑需要通过高温和高压力将塑料材料注入到内胆模具中,然后冷却成型。
5. 外壳吸附:保温杯的外壳采用吸附工艺生产。
首先将印有图
案的薄膜放置在保温杯的外壳上,然后通过高温和高压力将薄膜吸附到外壳上。
这个过程需要精确的温度和压力控制,以确保图案的清晰度和持久性。
6. 组装包装:最后将内胆和杯体组装在一起,然后进行包装。
包装的目的是保护保温杯的外观和质量,并便于储运和销售。
以上就是保温杯的主要生产工艺。
不同的厂商和不同的产品可能会采用不同的工艺和材料,但总的来说,保温杯的制造过程需要高度
的技术和设备支持。
不锈钢保温杯工艺流程

保温杯是用不锈钢管为主要原材料生产而成,大致生产工艺流程图:1、外壳加工流程外管领料—割管—胀形—分段—胀形—滚中角—缩底—割底—冲筋—平上口—冲底—平底口—清洗烘干—检验敲坑—合格外壳2、内壳加工流程(有两种,此流程为觉流程。
另一种为冲压而成,但冲压的局限性大)内管领料—割管—平管—胀形—滚上角—平上口—平底口—滚螺纹—清洗烘干—检验敲坑—对焊—试水检漏—烘干—合格内胆3、外壳和内壳装配流程配杯口—焊口—压中底—焊底—检焊口焊底—中底点焊吸气剂—抽真空—测温—电解—抛光—测温—检验抛光—压外底—喷漆—抽检测温—检验喷漆—丝印—包装—成品入库二、生产工艺简要说明1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状是否符合要求。
5、滚中角:用车床,把通过胀形外壳的内凹形状处的二边角滚至符合尺寸求,要避免产生凹坑、凹点、麻点、报废品。
6、缩底:用车床,具体按《缩口作业指导书》执行。
把通过胀形外壳圆弧底口缩至符合尺寸要求,避免产生凹坑、凹点、麻点、报废品。
7、割底:用车床,把缩过底的外壳底口割至标准尺寸,割口均匀、无缺口、毛边,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
8、冲筋:在小压机上把外壳口处的焊接缝压扁,在焊口时不会跳焊,使焊口平滑均匀。
9、外壳平上口:用车床,平口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
10、冲底:用压机,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求,特别要注意冲压底部是否有裂缝。
保温杯生产工艺流程

保温杯生产工艺流程
《保温杯生产工艺流程》
保温杯是一种常用于日常生活中的容器,它可以有效地保温保冷,确保饮品的温度持久稳定。
而其生产工艺流程也是十分复杂的,需要经过多道工序才能完成。
下面就来介绍一下保温杯的生产工艺流程。
首先,原材料的准备是生产过程的第一步。
保温杯主要由不锈钢、玻璃、塑料等材料制成。
在生产之前,需要对这些原材料进行严格的筛选和检验,确保其质量符合要求,没有任何缺陷和污染。
接下来是制造保温杯的外壳。
不锈钢外壳是保温杯的主要组成部分之一。
首先,需要将不锈钢板料进行裁剪,然后通过模具成型,使用加工设备进行压制、焊接和抛光等工序,最后得到成型的不锈钢外壳。
然后是内胆的制作。
通常保温杯的内胆有两种材质,即玻璃和不锈钢。
对于玻璃内胆,需要先将玻璃管料进行切割,并通过高温加工和模具成型,最后经过检验合格后进行装配。
而不锈钢内胆则需要进行拉伸、挤压、焊接等一系列工序才能完成。
接下来是保温杯的组装和调试。
这个过程需要将制作好的不锈钢外壳和内胆进行组装,以及喷涂或喷砂处理外壳表面,加装盖子、吸管、密封圈等配件,最后进行保温杯的性能调试,确保其保温性能和安全性达到标准要求。
最后是包装和质检。
生产完成的保温杯会进行最终的检验和包装,确保产品符合质量标准,没有任何质量问题。
然后进行包装,并进行成品入库。
以上就是保温杯生产工艺流程的一个大致介绍。
整个生产过程需要经过多道工序才能完成,每一个环节都需要严格把关,确保最终生产出的保温杯具有良好的质量和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
保温杯生产工艺流程
胡桂兰
教学目的、要求:掌握保温杯的生产工艺流程;掌握保温杯各生产工艺流程使用的机械设备和生产注意要点
教学重点、难点:保温杯生产工工艺流程及生产注意要点
教学方法:讲授法+演示法
教时:4节课
教学步骤:引言
保温杯是永康八大支柱产业——不锈钢制品之一,在永康曾村村镇镇都有保温杯生产厂家,达到几百家生产企业。
经过几年的浪淘沙,南龙、哈尔斯、雄泰等几家大型企业在永康确立了霸主地位,还有其他上百家企业由于质量好,信誉佳,在永康立于不败之地。
有的学生将来可能去生产保温杯或者到保温杯企业打工,成为车间主任或企业里的技术骨干力量。
下面来说说保温杯生产工艺流程及各工艺流程所使用的机械设备和生产注意要点。
一、生产工艺流程图
1、外壳加工流程
外管领料—►割管—►水胀—►分段—►胀形—►滚中角—►缩底—►割底—►冲筋—►平上口—►冲底—►平底口—►清洗烘干—►检验敲坑—►合格外壳
2、内壳加工流程
内管领料—►割管—►平管—►胀形—►滚上角—►平上口—►平底口—►滚螺纹—►清洗烘干—►检验敲坑—►对焊—►试水检漏—►烘干——►合格内胆
3、外壳和内壳装配流程
配杯口—►焊口—►压中底—►焊底—►检焊口焊底—►中底点焊吸气剂—►抽真空—►测温—►电解—►抛光
—►测温—►检验抛光—►压外底—►喷漆—►抽检测温—►检验喷漆—►丝印—►包装—►成品入库
二、生产工艺简要说明
1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状是否符合要求。
5、滚中角:用车床,把通过胀形外壳的内凹形状处的二边角滚至符合尺寸求,要避
免产生凹坑、凹点、麻点、报废品。
6、缩底:用车床,具体按《缩口作业指导书》执行。
把通过胀形外壳圆弧底口缩至符合尺寸要求,避免产生凹坑、凹点、麻点、报废品。
7、割底:用车床,把缩过底的外壳底口割至标准尺寸,割口均匀、无缺口、毛边,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
8、冲筋:在小压机上把外壳口处的焊接缝压扁,在焊口时不会跳焊,使焊口平滑均匀。
9、外壳平上口:用车床,平口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
10、冲底:用压机,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求,特别要注意冲压底部是否有裂缝。
11、平底口:用仪表车,平底口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
12、平管:用仪表车,平一头管口,平口均匀、无缺口、毛边,符合要求;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
13、滚上角:用车床,把胀形好的内胆凸出角处滚至符合尺寸要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
14、内胆平上口:用仪表车,平口均匀、无缺口、毛边,符合要求;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
15、滚螺纹:用专用螺纹机,具体按《滚螺纹作业指导书》执行,要求注意力集中,调整螺纹深浅符合尺寸要求;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
16、清洗烘干:把内胆、外壳清洗干净并烘干;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
17、检验敲坑:检验内胆、外壳是否合格,有凹坑、凹点的敲平至符合要求,轻拿轻放。
18、对焊:把内胆与内底对焊起来,具体按《对焊作业指导书》执行,要求焊接的焊缝光滑、无漏洞、无凹坑。
19、试水检漏:把对焊好的内胆充气试水,对焊缝有无漏洞,不漏为合格。
20、配杯口:把内胆、外壳合一起,杯口合平;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
21、焊口焊底:具体按《焊口焊底工艺作业指导书》执行,要求确保焊口底焊透并圆滑,无凹凸点、焊瘤及漏焊点。
22、点焊:中底内点焊上吸气剂,注意点焊上的吸气剂必须在24小时内去抽真空效果才好,否则会无效。
23、压中底:把焊好口的杯压上点焊上吸气剂的中底,压与底口平整。
24、检焊口焊底:对焊好口底的杯进行检验,挑出是否有漏焊、杯口焊不好或其
它不良原因的杯。
25、抽真空:无尾抽真空,严格按照抽真空操作标准执行。
26、测温:具体按《电测温工序作业指导书》执行,检验杯是否真空,挑出不真空杯。
27、电解:送外协电解,要求杯内电解光亮均匀,无水印、黄点。
28、抛光:要求杯外壳抛得细腻且纹路有序,杯口平滑光亮,不可有明显拉丝、擦伤、黑丝及凹点、抛光膏残留的现象。
29、检验抛光:抛光后的杯是否符合要求,不好的要重新抛,好的流到下一工序。
30、压外底:对抛光好的杯压上外底,要求压平整。
31、喷漆:送外协喷漆,颜色如样,要求喷漆均匀牢固,不可有掉漆、麻点等。
32、检验喷漆:对喷漆后的杯是否符合喷漆要求,不好的要重新退漆抛光,好的流到下一工序。
33、丝印:按要求丝印上商标LOGO,要清晰,图案标志、大小、颜色、位置如样品;丝印标用胶袋粘不下,用指甲不易扣下,所以丝印后必需要用烘道烘过。
34、包装:具体详见附后的包装系列的作业指导书及具体产品的包装标准作业书。
三、主要机械设备
车床液压机试水检漏机
烘箱机氩弧焊机有尾抽真空机
无尾抽真空机仪表车外管加工流程内管加工流程
总结:1、保温杯生产工艺流程及生产注意要点
2、生产保温杯使用的机械设备
作业:保温杯生产流程主要有哪些?。