保温杯生产工艺流程(二)
保温杯生产工艺流程

保温杯生产工艺流程
保温杯是一种能够保持液体温度的杯子,它在日常生活中得到
了广泛的应用。
保温杯的生产工艺流程包括材料准备、注塑成型、
表面处理、组装等多个环节。
下面将详细介绍保温杯的生产工艺流程。
首先,保温杯的生产需要准备一些原材料,如不锈钢、塑料等。
这些原材料需要经过严格的筛选和检验,确保符合生产要求。
接下来,将原材料送入注塑机进行注塑成型。
注塑成型是保温杯生产的
关键环节,通过加热原料使其熔化,然后注入模具中进行成型,最
终得到保温杯的外壳和内胆。
注塑成型完成后,保温杯的外壳需要进行表面处理。
通常会采
用喷砂、电镀等工艺,使外壳表面更加光滑、坚固。
同时,内胆则
需要进行真空镀银处理,以提高保温效果。
表面处理完成后,就可
以进行保温杯的组装了。
保温杯的组装包括安装密封圈、吸管、盖子等配件,确保保温
杯的密封性和易用性。
在组装过程中,需要严格控制每个环节,确
保每个零部件都安装到位,不漏装、不错装。
组装完成后,还需要
进行严格的质量检验,确保保温杯的质量达到标准要求。
最后,经过质量检验合格的保温杯将进行包装,然后运往仓库
等地方进行存放和销售。
在包装过程中,通常会采用彩盒包装,以
提升产品的档次感和销售吸引力。
综上所述,保温杯的生产工艺流程包括材料准备、注塑成型、
表面处理、组装和包装等多个环节。
每个环节都需要严格控制质量,确保保温杯的质量达到标准要求。
通过精细化的生产工艺流程,可
以生产出质量优良的保温杯产品,满足消费者的需求。
保温杯生产工艺流程
保温杯生产工艺流程胡桂兰教学目的、要求:掌握保温杯的生产工艺流程;掌握保温杯各生产工艺流程使用的机械设备与生产注意要点教学重点、难点:保温杯生产工工艺流程及生产注意要点教学方法:讲授法+演示法教时:4节课教学步骤:引言保温杯就是永康八大支柱产业——不锈钢制品之一,在永康曾村村镇镇都有保温杯生产厂家,达到几百家生产企业。
经过几年的浪淘沙,南龙、哈尔斯、雄泰等几家大型企业在永康确立了霸主地位,还有其她上百家企业由于质量好,信誉佳,在永康立于不败之地。
有的学生将来可能去生产保温杯或者到保温杯企业打工,成为车间主任或企业里的技术骨干力量。
下面来说说保温杯生产工艺流程及各工艺流程所使用的机械设备与生产注意要点。
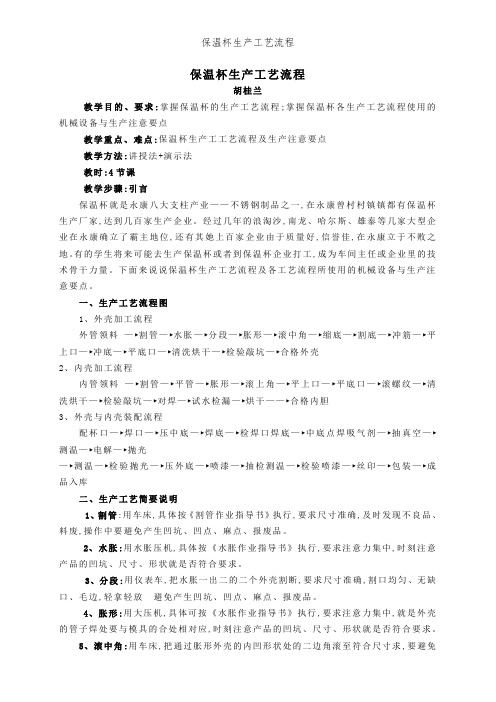
一、生产工艺流程图1、外壳加工流程外管领料—►割管—►水胀—►分段—►胀形—►滚中角—►缩底—►割底—►冲筋—►平上口—►冲底—►平底口—►清洗烘干—►检验敲坑—►合格外壳2、内壳加工流程内管领料—►割管—►平管—►胀形—►滚上角—►平上口—►平底口—►滚螺纹—►清洗烘干—►检验敲坑—►对焊—►试水检漏—►烘干——►合格内胆3、外壳与内壳装配流程配杯口—►焊口—►压中底—►焊底—►检焊口焊底—►中底点焊吸气剂—►抽真空—►测温—►电解—►抛光—►测温—►检验抛光—►压外底—►喷漆—►抽检测温—►检验喷漆—►丝印—►包装—►成品入库二、生产工艺简要说明1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状就是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,就是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状就是否符合要求。
保温杯工艺流程详介
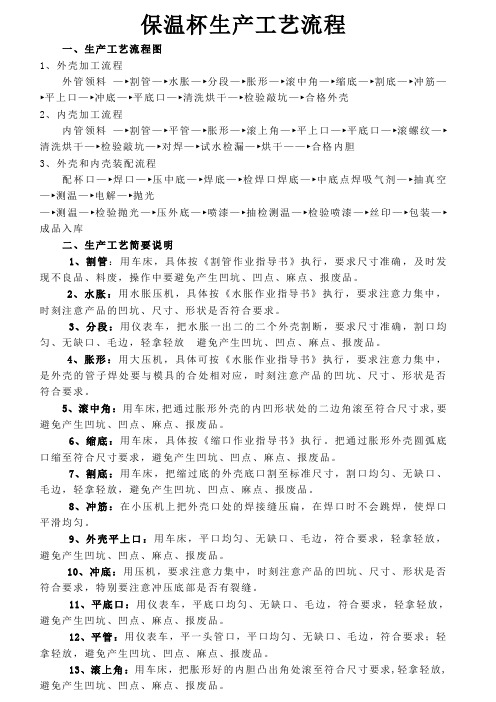
保温杯生产工艺流程一、生产工艺流程图1、外壳加工流程外管领料—►割管—►水胀—►分段—►胀形—►滚中角—►缩底—►割底—►冲筋—►平上口—►冲底—►平底口—►清洗烘干—►检验敲坑—►合格外壳2、内壳加工流程内管领料—►割管—►平管—►胀形—►滚上角—►平上口—►平底口—►滚螺纹—►清洗烘干—►检验敲坑—►对焊—►试水检漏—►烘干——►合格内胆3、外壳和内壳装配流程配杯口—►焊口—►压中底—►焊底—►检焊口焊底—►中底点焊吸气剂—►抽真空—►测温—►电解—►抛光—►测温—►检验抛光—►压外底—►喷漆—►抽检测温—►检验喷漆—►丝印—►包装—►成品入库二、生产工艺简要说明1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状是否符合要求。
5、滚中角:用车床,把通过胀形外壳的内凹形状处的二边角滚至符合尺寸求,要避免产生凹坑、凹点、麻点、报废品。
6、缩底:用车床,具体按《缩口作业指导书》执行。
把通过胀形外壳圆弧底口缩至符合尺寸要求,避免产生凹坑、凹点、麻点、报废品。
7、割底:用车床,把缩过底的外壳底口割至标准尺寸,割口均匀、无缺口、毛边,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
8、冲筋:在小压机上把外壳口处的焊接缝压扁,在焊口时不会跳焊,使焊口平滑均匀。
9、外壳平上口:用车床,平口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
10、冲底:用压机,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求,特别要注意冲压底部是否有裂缝。
保温杯制作的生产工艺流程
南京理工大学泰州科技学院工业工程概论课程论文学生姓名:张莉学号:0906130443 专业:会计学论文题目:保温杯制作的生产工艺流程指导教师:2012 年 12 月 10 日目录1 引言 (1)1.1企业概述 (1)1.2 企业组织结构 (1)1.3 企业基本理论 (2)2 保温杯的选材及工艺流程介绍 (3)2.1 保温杯的介绍 (3)2.1.1保温杯的历史 (3)2.1.2保温杯的原理 (3)2.2保温杯材料选择 (4)2.2.1材料特点 (4)2.3材料的加工工艺及特性 (5)2.3.1加工工艺 (5)2.3.2特性 (5)2.4保温杯的工艺流程图 (5)2.4.1外壳加工流程 (5)2.4.2内壳加工流程 (6)2.4.3外壳和内壳装配流程 (7)2.5生产工艺作用说明 (8)2.6主要机械设备 (10)2.6.1液压机 (10)2.6.2氩弧焊机 (10)2.6.3有尾抽真空机 (11)3 保温杯生产设施布置类型 (12)3.1 设施布置类型 (12)3.1.1工厂总平面图 (12)3.1.2离散型车间或工场的机器设备布置 (12)3.2车间设备布置概述的原则 (12)3.2.1车间布置应符合生产操作要求的原则 (12)3.2.2车间布置应符合设备安装、检修要求的原则 (13)3.2.3车间布置应符合厂房建筑要求的原则 (13)3.2.4车间布置应符合节约建设投资要求的原则 (13)总结 (14)参考文献 (15)1 引言1.1企业概述浙江哈尔斯真空器皿股份有限公司经金华市工商行政管理局核准,于2008年8月29日由浙江哈尔斯工贸有限公司整体变更设立,公司主要从事日用不锈钢真空保温器皿的研发、设计、生产与销售,主要产品包括保温杯、保温瓶、保温壶、保温饭盒、焖烧壶等不锈钢真空保温器皿以及部分不锈钢非真空器皿。
本公司前身哈尔斯工贸成立于1996年5月,2001年9月至今,始终专注于不锈钢真空保温器皿的研发设计与生产销售,经过多年发展,已成为国内最具影响力的专业不锈钢真空保温器皿制造商之一,与国内同行业企业相比具有产销规模大,生产制造技术精良,研发设计能力突出,国内营销网络覆盖面广等优势,根据中国日用杂品工业协会统计,2008—2009年连续两年位居我国不锈钢真空保温器皿行业国内生产企业销售收入排名第二位。
保温杯生产工艺流程

保温杯生产工艺流程胡桂兰教学目的、要求:掌握保温杯的生产工艺流程;掌握保温杯各生产工艺流程使用的机械设备和生产注意要点教学重点、难点:保温杯生产工工艺流程及生产注意要点教学方法:讲授法+演示法教时:4节课教学步骤:引言保温杯是永康八大支柱产业——不锈钢制品之一,在永康曾村村镇镇都有保温杯生产厂家,达到几百家生产企业。
经过几年的浪淘沙,南龙、哈尔斯、雄泰等几家大型企业在永康确立了霸主地位,还有其他上百家企业由于质量好,信誉佳,在永康立于不败之地。
有的学生将来可能去生产保温杯或者到保温杯企业打工,成为车间主任或企业里的技术骨干力量。
下面来说说保温杯生产工艺流程及各工艺流程所使用的机械设备和生产注意要点。
一、生产工艺流程图1、外壳加工流程外管领料—?割管—?水胀—?分段—?胀形—?滚中角—?缩底—?割底—?冲筋—?平上口—?冲底—?平底口—?清洗烘干—?检验敲坑—?合格外壳2、内壳加工流程内管领料—?割管—?平管—?胀形—?滚上角—?平上口—?平底口—?滚螺纹—?清洗烘干—?检验敲坑—?对焊—?试水检漏—?烘干——?合格内胆3、外壳和内壳装配流程配杯口—?焊口—?压中底—?焊底—?检焊口焊底—?中底点焊吸气剂—?抽真空—?测温—?电解—?抛光—?测温—?检验抛光—?压外底—?喷漆—?抽检测温—?检验喷漆—?丝印—?包装—?成品入库二、生产工艺简要说明1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状是否符合要求。
保温杯制造工艺
保温杯制造工艺
保温杯是一种利用真空保温技术,在真空状态下将金属或非
金属材料与真空结合起来,使食物或液体在保温容器中保持一定
温度的一种容器。
保温杯的种类繁多,根据其外部形状的不同,
可以分为杯状保温杯、杯盖式保温杯、真空保温壶、敞口式保温
杯等等。
保温杯以其方便携带、保温效果好和外形美观等特点受
到消费者的青睐。
制作保温杯的材料是不锈钢,有201和304两种。
201不锈钢含锰量高,易生锈,不能作食品容器。
304不锈钢含锰量高,耐腐蚀,无异味。
保温杯制造工艺:
首先是将不锈钢进行清洗消毒,然后通过真空技术使不锈钢表面
形成一层致密的氧化膜,隔离了不锈钢与空气中的氧及水分的接触,防止了生锈。
保温杯制造工艺:经过清洗消毒后就可以开始
生产了,首先用钢锯将杯底切掉一部分,再用砂纸打磨成光溜溜
的样子;然后将杯盖与杯身对接在一起;接着将杯盖与杯身粘合
在一起;最后再把杯盖拧紧,就大功告成了。
保温杯制造工艺:首先要经过清洗消毒、打磨和组装等过程。
—— 1 —1 —。
保温杯生产工艺
保温杯生产工艺保温杯是一种可用来保温冷饮和热饮的特殊杯子,由于其良好的保温性能和便捷的使用方式,深受消费者的喜爱。
下面我们来了解一下保温杯的生产工艺。
首先,保温杯的生产需要选用高质量的材料。
常用的保温杯材料有不锈钢、玻璃、陶瓷等。
不锈钢是最常用的保温杯材料,因其耐用、耐腐蚀和优异的保温性能,可以有效保持饮料的温度。
另外,还需要选择合适的保温杯内胆材料,一般选用食品级PP材料制作,以保证饮料的安全和卫生。
其次,保温杯的生产工艺主要包括注塑、拉伸、焊接、抛光等步骤。
首先,需要用注塑机将保温杯的外壳注射成型,注塑过程中需要根据保温杯的设计要求控制注塑温度、时间和压力,确保外壳的成型质量。
然后,将注塑好的外壳放入拉伸机中进行加热拉伸,使外壳的大小和形状符合设计要求。
接下来,需要将拉伸好的外壳和保温杯的内胆进行焊接,一般采用激光焊接或者无粘焊接技术,确保焊接的强度和密封性。
最后,对保温杯进行抛光处理,以保证表面光洁度和触感。
除了上述工艺步骤,保温杯的生产还需要进行严格的质量控制。
首先,需要进行原材料的抽检和检测,确保选用的材料符合相关标准和要求。
其次,将生产过程分为不同的环节,并设置相应的检验点,对每个环节进行检验和测试,发现问题及时进行调整和修正。
最后,对成品保温杯进行全面的质检,包括外观检验、保温性能测试、耐用性测试等,确保产品质量符合要求。
在保温杯生产过程中,还需要根据市场需求和消费者的喜好设计不同款式的保温杯。
保温杯的外观设计应简洁大方,符合人体工程学原理,易于握持和使用。
同时,还可以根据消费者的需求加入一些创新的功能和设计,如防漏、防滑、陶瓷贴花等。
总结起来,保温杯的生产工艺包括材料选用、注塑、拉伸、焊接和抛光等步骤。
在生产过程中需要严格控制质量,并根据市场需求设计适合消费者喜好的款式。
通过这些工艺和努力,生产出的保温杯才能具有良好的保温性能和优秀的品质,满足广大消费者的需求。
不锈钢保温杯制作流程

不锈钢保温杯制作流程1.材料准备:选择具有良好质量和适当厚度的不锈钢材料作为保温杯的主要材料。
对于不同规格和形状的保温杯,应准备不同大小和形状的不锈钢材料。
2.制杯设计:根据市场需求和消费者的喜好,设计出符合市场需求的保温杯外形和结构。
包括杯身的高度、直径、容量等方面的设计。
同时,还要设计保温杯的盖子和杯把的形式和结构。
3.制作模具:根据保温杯的设计要求,制作出相应的模具,用于成型不锈钢材料。
模具的制作需要使用专业的设备和工艺,并对模具进行精确的测量和调整,确保最终的保温杯外形和尺寸符合设计要求。
4.材料切割:将准备好的不锈钢材料按照模具的形状进行切割,得到对应的杯身、盖子和杯把的外形。
5.成型:将切割好的不锈钢材料放入专用的成型机器中,通过热压和冷压等工艺,使杯身、盖子和杯把的形状得到最终成型。
6.表面处理:对成型好的不锈钢材料进行表面处理,可以采用抛光、喷砂等工艺,使不锈钢表面光滑、均匀,并去除表面的杂质和污渍。
7.组装:将成型和表面处理好的不锈钢杯身、盖子和杯把组装在一起,确保各个部件之间的连接紧密,杯盖可以完全密封。
8.保温层填充:在不锈钢杯身的内部空间中填充保温层,可以采用真空层、气体层或者其他保温材料填充,确保杯身具有良好的保温性能。
9.测试和质量控制:对制作完成的保温杯进行严格的测试,包括保温性能、密封性能和材料的质量等方面的测试,确保产品的质量符合标准。
10.包装和出厂:将通过测试合格的不锈钢保温杯进行包装,并按照市场需求进行分类、标识和打包。
最后,将产品出厂,进入市场销售。
以上是不锈钢保温杯的制作流程,通过上述流程,可以制作出具有良好保温性能和耐用性的不锈钢保温杯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工作行为规范系列
保温杯生产工艺流程
(二)
(标准、完整、实用、可修改)
编号:FS-QG-87533保温杯生产工艺流程(二)
Production process of insulation cup
说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可循,提高工作效率和责任感、归属感,特此编写。
保温杯的生产工艺流程(2)
一、生产工艺流程图
1、外壳加工流程
外管领料―割管―水胀―分段―胀形―滚中角―缩底―割底―冲筋―平上口―冲底―平底口―清洗烘干―检验敲坑―合格外壳
2、内壳加工流程
内管领料―割管―平管―胀形―滚上角―平上口―平底口―滚螺纹―清洗烘干―检验敲坑―对焊―试水检漏―烘干――合格内胆
3、外壳和内壳装配流程
配杯口―焊口―压中底―焊底―检焊口焊底―中底点焊吸气剂―抽真空―测温―电解―抛光
―测温―检验抛光―压外底―喷漆―抽检测温―检验喷漆―丝印―包装―成品入库
二、生产工艺简要说明
1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状是否符合要求。
5、滚中角:用车床,把通过胀形外壳的内凹形状处的二边角滚至符合尺寸求,要避免产生凹坑、凹点、麻点、报废品。
6、缩底:用车床,具体按《缩口作业指导书》执行。
把通过胀形外壳圆弧底口缩至符合尺寸要求,避免产生凹坑、凹点、麻点、报废品。
7、割底:用车床,把缩过底的外壳底口割至标准尺寸,割口均匀、无缺口、毛边,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
8、冲筋:在小压机上把外壳口处的焊接缝压扁,在焊口时不会跳焊,使焊口平滑均匀。
9、外壳平上口:用车床,平口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
10、冲底:用压机,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求,特别要注意冲压底部是否有裂缝。
11、平底口:用仪表车,平底口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
12、平管:用仪表车,平一头管口,平口均匀、无缺口、毛边,符合要求;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
13、滚上角:用车床,把胀形好的内胆凸出角处滚至符合尺寸要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
14、内胆平上口:用仪表车,平口均匀、无缺口、毛边,符合要求;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
15、滚螺纹:用专用螺纹机,具体按《滚螺纹作业指导书》执行,要求注意力集中,调整螺纹深浅符合尺寸要求;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
16、清洗烘干:把内胆、外壳清洗干净并烘干;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
17、检验敲坑:检验内胆、外壳是否合格,有凹坑、凹点的敲平至符合要求,轻拿轻放。
18、对焊:把内胆与内底对焊起来,具体按《对焊作业指导书》执行,要求焊接的焊缝光滑、无漏洞、无凹坑。
19、试水检漏:把对焊好的内胆充气试水,对焊缝有无漏洞,不漏为合格。
20、配杯口:把内胆、外壳合一起,杯口合平;轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
21、焊口焊底:具体按《焊口焊底工艺作业指导书》执行,
要求确保焊口底焊透并圆滑,无凹凸点、焊瘤及漏焊点。
22、点焊:中底内点焊上吸气剂,注意点焊上的吸气剂必须在24小时内去抽真空效果才好,否则会无效。
23、压中底:把焊好口的杯压上点焊上吸气剂的中底,压与底口平整。
24、检焊口焊底:对焊好口底的杯进行检验,挑出是否有漏焊、杯口焊不好或其它不良原因的杯。
25、抽真空:无尾抽真空,严格按照抽真空操作标准执行。
26、测温:具体按《电测温工序作业指导书》执行,检验杯是否真空,挑出不真空杯。
27、电解:送外协电解,要求杯内电解光亮均匀,无水印、黄点。
28、抛光:要求杯外壳抛得细腻且纹路有序,杯口平滑光亮,不可有明显拉丝、擦伤、黑丝及凹点、抛光膏残留的现象。
29、检验抛光:抛光后的杯是否符合要求,不好的要重新抛,好的流到下一工序。
30、压外底:对抛光好的杯压上外底,要求压平整。
31、喷漆:送外协喷漆,颜色如样,要求喷漆均匀牢固,不可有掉漆、麻点等。
32、检验喷漆:对喷漆后的杯是否符合喷漆要求,不好的要重新退漆抛光,好的流到下一工序。
33、丝印:按要求丝印上商标LOGO,要清晰,图案标志、大小、颜色、位置如样品;丝印标用胶袋粘不下,用指甲不易扣下,所以丝印后必需要用烘道烘过。
34、包装
请输入您公司的名字
Foonshion Design Co., Ltd。