东芝压铸机参数
东芝压铸机各项功能的调整与操作

VS
详细描述
时间调整涉及到整个压铸过程的各个阶段 ,如注射时间、增压时间、保持时间和冷 却时间等。这些时间必须根据金属的类型 、模具的设计以及产品的要求进行精确设 置,以确保金属能够充分凝固,并获得尺 寸稳定、质量优良的压铸件。
03
压铸机操作流程
开机准备
压铸机开机前应检查 各部件是否正常,包 括模具、电气、液压 等系统。
定期进行应急演练,提高操作人员的 应急处理能力。
THANKS
感谢观看
控制系统参数设置正确,以及调整位置控制精度等。
时间异常
要点一
总结词
时间异常可能影响压铸机的生产计划和效率。
要点二
详细描述
如果压铸机的动作时间过长或过短,可能是由于动作逻辑 控制错误、机械传动效率低下或负载变化等原因造成的。 解决这一问题的方法包括检查动作逻辑控制程序和机械传 动系统的状态,确保负载在合理范围内,以及调整时间设 定值等。
05
安全注意事项
操作人员资质要求
操作人员必须经过专业培训,熟悉压铸机的操作规程和安全 要求。
操作人员需持有相关资格证书,具备压铸机操作经验和技能 。
安全防护措施
压铸机周围应设置安全护栏,确保操作人员和设备的安全 。
定期检查压铸机的安全装置,确保其正常工作,防止意外 事故发生。
应急处理方案
制定应急预案,对突发事故进行及时 处理,防止事故扩大。
东芝压铸机各项功能的调整 与操作
• 东芝压铸机简介 • 压铸机各项功能的调整 • 压铸机操作流程 • 常见问题及解决方案 • 安全注意事项
01
东芝压铸机简介
产品特点
01
02
03
高效率
东芝压铸机采用先进的压 铸技术,具有高生产效率 和低能耗的特点。
压铸机调试工艺参数
压铸机调试工艺参数1.机器在调节时应注意的事项1)只能调节机器使用说明书上指出的可调参数。
调压时应按使用说明书的要求进行,不准大于规定的压力值,尽量防止调压过高,而致使油温增高或损坏元件。
2)不准在执行元件(液压缸、液压马达)运动状态下调节系统工作压力。
3)调压前应先检查压力表是否损坏,若有异常,待压力表更换后再调节压力。
4)调压前,先把所要调节的调压阀上的调节螺母放松,调压后,应将调节螺钉的紧固螺母拧紧,以免松动。
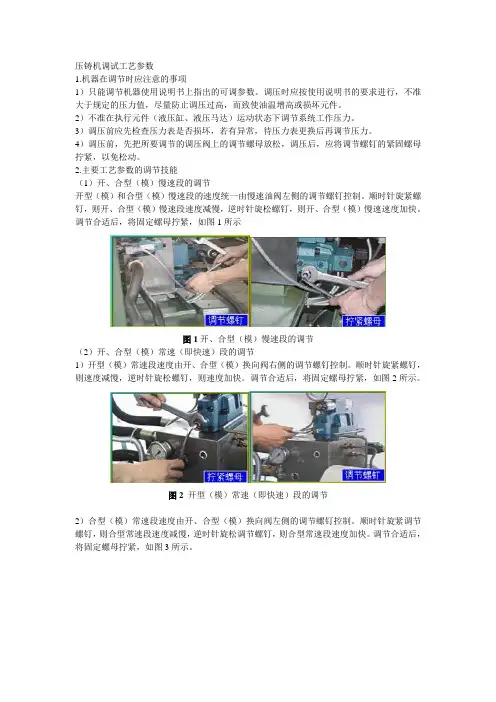
2.主要工艺参数的调节技能(1)开、合型(模)慢速段的调节开型(模)和合型(模)慢速段的速度统一由慢速油阀左侧的调节螺钉控制。
顺时针旋紧螺钉,则开、合型(模)慢速段速度减慢,逆时针旋松螺钉,则开、合型(模)慢速速度加快。
调节合适后,将固定螺母拧紧,如图1所示图1开、合型(模)慢速段的调节(2)开、合型(模)常速(即快速)段的调节1)开型(模)常速段速度由开、合型(模)换向阀右侧的调节螺钉控制。
顺时针旋紧螺钉,则速度减慢,逆时针旋松螺钉,则速度加快。
调节合适后,将固定螺母拧紧,如图2所示。
图2开型(模)常速(即快速)段的调节2)合型(模)常速段速度由开、合型(模)换向阀左侧的调节螺钉控制。
顺时针旋紧调节螺钉,则合型常速段速度减慢,逆时针旋松调节螺钉,则合型常速段速度加快。
调节合适后,将固定螺母拧紧,如图3所示。
图3合型(模)常速(即快速)段的调节(3)低压大流量泵压力的调节起动机器作自动循环运动,用手旋转双泵流量控制阀上的调节螺钉,可调节低压压力到一定值(一般5×106Pa(50bar)左右),低压压力值从低压压力指示表上读出。
调节合适后,将固定螺母拧紧,如图4所示。
图4低压大流量泵压力的调节(4)射料二速工作压力的调节射料二速工作压力由控制二速压力的调节螺钉调节,用手旋转减压阀上的调节螺钉可调节压力大小,其压力示值从射料二速压力表中读出,此压力即为二速射料运动中的射料压力。
东芝压铸机性能介绍

东芝压铸机采用先进的铝合金压铸技 术,能够生产出轻量化、高强度、耐 腐蚀的汽车零部件,有助于提高汽车 燃油经济性和环保性能。
家电行业应用案例
家电零部件压铸
东芝压铸机在家电行业的应用主要涉及各种零部件的压铸,如洗衣机、空调、冰箱等产品的零部件,能够满足家 电行业对多样化、高效化和高品质的需求。
东芝压铸机性能介绍
目录 CONTENT
• 东芝压铸机简介 • 东芝压铸机技术参数 • 东芝压铸机性能优势 • 东芝压铸机实际应用案例 • 东芝压铸机售后服务
01
东芝压铸机简介
产品概述
东芝压铸机是一家集研发、生产、销 售于一体的压铸机制造商,拥有多年 的技术积累和市场经验。
东芝压铸机致力于为客户提供高品质 、高性能的压铸机产品,满足不同行 业和市场的需求。
模块化设计
东芝压铸机采用模块化设计,使得设备的维护和 保养更加方便快捷。
快速维修服务
东芝压铸机提供快速维修服务和技术支持,确保 设备故障得到及时解决和保障生产的顺利进行。
04
东芝压铸机实际应用案 例
汽车行业应用案例
汽车零部件压铸
东芝压铸机广泛应用于汽车零部件的 压铸,如发动机罩、车门、油箱等, 能够满足汽车行业对高品质、高效率 和高可靠性的要求。
产品特点
高效率
东芝压铸机采用先进的压射系统和控制系统,能够实现高速、高 效的压铸生产,提高生产效率和降低成本。
高稳定性
东芝压铸机采用高品质的零部件和材料,经过严格的测试和检验, 具有高稳定性和可靠性,能够保证长期稳定的生产。
智能化
东芝压铸机具备智能化控制和监测系统,能够实现自动化、智能化 的生产和操作,提高生产效率和产品质量。
应用领域
压铸机全参数-130T到3000T
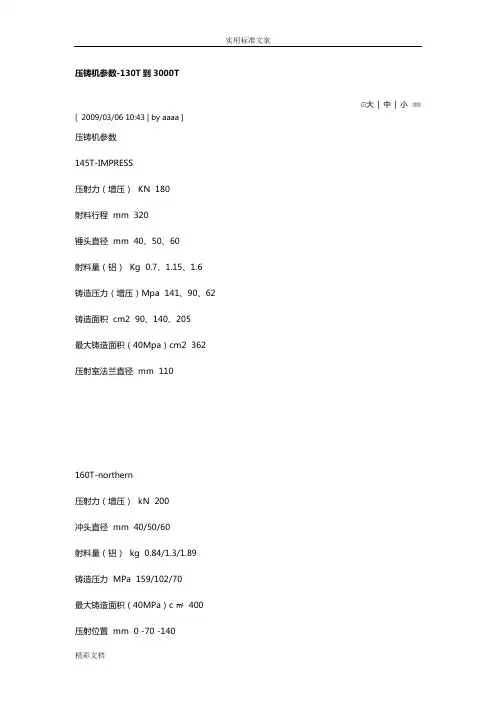
压铸机参数-130T到3000T大| 中| 小[ 2009/03/06 10:43 | by aaaa ]压铸机参数145T-IMPRESS压射力(增压) KN 180射料行程 mm 320锤头直径 mm 40、50、60射料量(铝) Kg 0.7、1.15、1.6铸造压力(增压)Mpa 141、90、62铸造面积 cm2 90、140、205最大铸造面积(40Mpa)cm2 362压射室法兰直径 mm 110160T-northern压射力(增压) kN 200冲头直径 mm 40/50/60射料量(铝) kg 0.84/1.3/1.89铸造压力 MPa 159/102/70最大铸造面积(40MPa)c㎡ 400压射位置 mm 0 -70 -140180T-northern压射力(增压) kN 220冲头直径 mm 50/60射料量(铝) kg 1.4/2铸造压力 MPa 121/77最大铸造面积(40MPa)c㎡ 450 压射位置 mm 0 -140压射法兰直径 mm 110260T-northern压射力(增压) kN 300冲头直径 mm 50/60/70射料量(铝) kg 1.6/2.4/3.2铸造压力 MPa 152/106/77最大铸造面积(40MPa)c㎡ 650 压射位置 mm 0 -160280T-IMPRESS哥林柱直径 mm 110压射力(增压) KN 315射料行程 mm 400锤头直径 mm 50、60、70射料量(铝) Kg 1.5、2.1、2.9铸造压力(增压)Mpa 160、112.5、82.6 铸造面积 cm2 170、245、335最大铸造面积(40Mpa)cm2 700压射室法兰直径 mm 101.6350T-CIMOS压射力(增压) KN 360射料行程 mm 480锤头直径 mm 60、70、80射料量(铝) Kg 2.5、3.4、4.5铸造压力(增压)Mpa 120、88、67 铸造面积 cm2 285、390、510最大铸造面积(40Mpa)cm2 875 压射室法兰直径 mm 101.6400T-northern压射力(增压) kN 400冲头直径 mm 60/70/80射料量(铝) kg 2.5/3.4/4.5铸造压力 MPa 141/104/79最大铸造面积(40MPa)c㎡ 1000 压射位置 mm 0 -100 -200压射法兰直径 mm 130500T-northern压射力(增压) kN 490冲头直径 mm 70/80/90射料量(铝) kg 3.6/4.7/6铸造压力 MPa 127/98/77最大铸造面积(40MPa)c㎡ 1250压射位置 mm 0 -110 -220压射法兰直径 mm 130630T-northern压射力(增压) kN 600冲头直径 mm 70/80/90射料量(铝) kg 5.4/7.1/9铸造压力 MPa 156/119/94最大铸造面积(40MPa)c㎡ 1575压射位置 mm 0 -125 -250压射法兰直径 mm 165700T-CIMOS压射力(增压) KN 610射料行程 mm 700锤头直径 mm 80、90、100射料量(铝) Kg 6.5、8.3、10铸造压力(增压)Mpa 121、95.5、77.5铸造面积 cm2 570、725、895最大铸造面积(40Mpa)cm2 1750 压射室法兰直径 mm 150800T-northern压射力(增压) kN 750冲头直径 mm 80/100/120射料量(铝) kg 6.6/10.4/15铸造压力 MPa 149/95/66最大铸造面积(40MPa)c㎡ 2000 压射位置 mm 0 -140 -280压射法兰直径 mm 1801100T-northern压射力(增压) kN 900冲头直径 mm 90-130射料量(铝) kg 10.5-22铸造压力 MPa 67-141压射位置 mm 0 -160 -320压射法兰直径 mm 2401250T-northern压射力(增压) kN 1050冲头直径 mm 100-140射料量(铝) kg 13.2-26铸造压力 MPa 68-133最大铸造面积(40MPa)c㎡ 3125 压射位置 mm 0 -160 -320压射法兰直径 mm 2401600T-northern压射力(增压) kN 1250冲头直径 mm 110-150射料量(铝) kg 17.2-32铸造压力 MPa 70-131压射位置 mm 0 -175 -350压射法兰直径 mm 2602000T-northern压射力(增压) kN 1500冲头直径 mm 130-175射料量(铝) kg 21.1-45铸造压力 MPa 62-132最大铸造面积(40MPa)c㎡ 5000 压射位置 mm 0 -175 -350压射法兰直径 mm 2602500T-IMPRESS压射力(增压) KN 1800射料行程 mm 1050锤头直径 mm 140-180射料量(铝) Kg 30-50铸造压力(增压)Mpa 124-75铸造面积 cm2 2000-3330压射室法兰直径 mm 2802800T-northern压射力(增压) kN 1800冲头直径 mm 130-200射料量(铝) kg 25.35-60铸造压力 MPa 57-135最大铸造面积(40MPa)c㎡ 7000 压射位置 mm 0 -180 -360压射法兰直径 mm 3003000T-IMPRESS压射力(增压) KN 2110射料行程 mm 1180锤头直径 mm 150-190射料量(铝) Kg 39-62铸造压力(增压)Mpa 119-73铸造面积 cm2 2520-4110压射室法兰直径 mm 280。
东芝压铸机伺服压铸机介绍
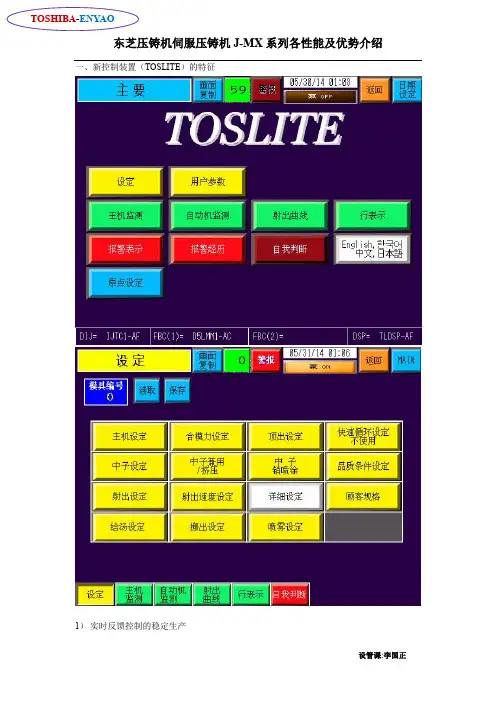
一、新控制装置(TOSLITE)的特征
1)实时反馈控制的稳定生产
2)自动调谐功能降低了机器保养和维护的工时
3)自我诊断功能提高了操控性
4)多国语言(中,日,英,韩)的画面切换
二、高性能及易操控
1)新开发的(TOSLITE)兼备了东芝机械高级控制装置(TOSCAST)的高性能和(CASTEYE)的操控性
2)新控制系统充分发挥了东芝机械高性能伺服控制的潜力,进一步提高了生产的稳定性
三、伺服射出的控制
10点的9段控制能在最短时间内找出合适的铸造工艺条件,实时反馈和学习控制标准配置,射出的稳定性得到了保证
四、自我诊断功能(申请专利中)
新装载的自我诊断功能,使用者能根据画面提示很快找到故障原因,从而将停机时间缩短到最低。
东芝压铸机性能介绍

射出规格数值
射出速度:0.05~7m/s
速度设定:低速,高速,减速(全领域10段)
减速功能:标准配置(伺服阀控制)
自动补正功能:速,高速,升压(标配)
铸造压力:1点
控制装置
TOSCAST
以本公司的加工中心控制系统为基础而研发的(模具存储64副,外带32MB储存卡)
液压伺服射出控制系统
射出速度控制
回路:液压伺服阀控制,出口截流控制。
控制:实时反馈控制+学习控制(学习控制能使实际射出速度曲线补正为设定速度曲线)
特征:0 =>5.0m/sec高速加速时间是8~10msec
5.0 =>0的减速时间是8~10msec
升压时间控制/铸造压力控制
回路:增压油缸方式的出口节流回路
控制:预置设定+学习控制的升压控制(阀开度自动调节).
预置设定+学习控制的铸造压力(蓄能器压力) 控制.
预置设定+学习控制使实际曲线达到设定曲线.
特征:通过学习控制(东芝专利)对升压 和铸造压力的控制使其到达设定值的±3%的误差 之内.能预测填充结束位置的控制,从而抑制了增压时间的迟缓.不影响射出控制的完全独立控制
ACC(蓄能器)
采用活塞ACC ,设定压力13.5Mp的1ACC的简捷回路,采用特殊刚性密封件能使其寿命达到永久。
东芝压铸机参数
set
1/2" x 2sets 3/4" x2sets 3/4" x2sets
Mpa
15
15
15
L
250
430
430
动作油槽容量
Hydraulic oil tank capacity
L
200
330
330
模具冷却水入口连接管直径
Die cooling water inler port size
Rc
1"
8.6
11.5
空 气 空气压力
尺 寸
机械高度
机器质量
Air connation port Air pressure Machine height Machine mass
Rc
1/4,3/8each1 1/4,3/8each1 1/4,3/8each1
Mpa
0.4
0.4
0.4
mm
2600
3050
3130
ton
4.5
mm
165
230
265
mm
-100
-125
-125
射出速度
injection speed
m/s
0.05-7
0.05-7
0.05-7
冲头直径
Tip diameter
mm
45~60
50~70
60~80
料管长度
Sleeve Length
mm
167
212
247
顶 顶出力 出 顶出行程
Ejection force Ejection stroke
KN
76.6
124
参数对照及压铸厂家
压铸机参数对照表(800吨)项目单位压铸机生产厂家力劲伊之密宝弘合模力KN 800 800 833.5合模行程mm 760 760 800哥林拄内间距mm 910*910 930*930 920*920 模具厚度(最小;最大)mm 400~950 400~950 400~1000 模板厚度mm 1400*1395 1420*1420 1400*1400 压射压力kn 665 645 765压射行程mm 760 760 750压射位置mm 0~-250 0~-250 0;-140;-280 冲头直径mm ¢80.90.100 ¢80.90.100 ¢80.90.100 射料量(AL) kg 7.2;9.1;11.2 7.1;9.1;11.1 7.3;9.3;11.5 铸造压力(增压) MPa 600;760;940 620;784;963 548;694;855 最大投影面积Cm2 2000 2000 2083压射头跟出距离mm 297 300 未给顶出力kN 315 360 400顶出行程mm 180 180 180系统压力MPa 14 16 17.5油箱容量L 1200 1200 1200机器重量T 39.4 40 40机器外形尺寸m 8.6*2*2.8 8.5*2.4*3.2 9.5*2.6*3.2 慢压射速度m/s 0~0.6 未给0~1.5快压射速度m/s 6 8 6建压时间ms 40 15 25哥林拄直径mm 180 180 180电机功率kw 37 45 45目前国内知名的几家压铸机的特点;及概况;1;力劲公司; 2;伊之密; 3;三基; 4;宝弘公司5伊斯特; 6;特里达; 7;佳胜8;新佳胜9;腾龙10铝台;1;力劲公司; 力劲集团总部在香港,国内外共有主要成员13个厂家,其中有●力劲机械厂有限公司(香港) 852-3412-5500●深圳领威科技有限公司86-755-2812-3321●力劲机械(深圳)有限公司86-755-2812-3321●中山力劲机械有限公司86-760-2855-231●上海一达机械有限公司86-21-5768-6188●宁波力劲机械有限公司86-574-8611-6588●宁波力劲科技有限公司86-86-574-8611-6588●阜新力劲北方机械有限公司86-418-2482-760●力劲机械股份有限公司(台湾) 886-7-7390-0061●美国力劲L.K.MachineryUSA Inc 909-5949447●美国特拉华州力劲L.K.M. 616-77277211●加拿大力劲905-7129220力劲集团是香港联交所主板上市公司(股份代码;00558)全球最大的热/冷室压铸机制造商董事局主席;刘相尚1979年,这个特殊的具有深远历史意义的年份,青年企业家刘相尚凭着一股振兴民主工业的热情在香港创办了“力劲机械,”专业生产压铸机械。
东芝压铸机各项功能的调整与操作
监控液压油、润滑油等 液位,及时补充或排出。
通过显示屏或仪表盘监 控压铸机运转状态,确
保正常生产。
停机操作
停止主电机
按下主电机停止按钮,停止主 电机。
停止液压泵
按下液压泵停止按钮,停止液 压泵。
清理机器
清理压铸机表面残留物、废料 等杂物。
关闭电源
关闭压铸机电源开关,确保安 全。
04
压铸机维护与保养
紧急处理措施
01
02
03
紧急停机
在遇到紧急情况或发生危 险时,应立即按下紧急停 机按钮,停止压铸机运转。
故障排除
对于一些常见的故障,操 作人员应具备基本的故障 排除能力,如润滑不良、 冷却水不足等。
保持通道畅通
确保工作区域内通道畅通, 无杂物阻挡,以便在紧急 情况下快速撤离。
安全防护装置
防护罩
01
速度调整
总结词
速度调整主要涉及注射速度和开模速度的设定,它们直接影响着金属的流动特性和压铸 件的质量。
详细描述
注射速度决定了熔融金属进入模具的速度和填充效果,而开模速度则影响着模具的开启 速度和铸件的脱模效果。在东芝压铸机中,速度调整可以通过控制液压系统的流量和压 力来实现。根据不同的铸件结构和材料要求,需要选择合适的注射速度和开模速度,以
检查液压系统
定期检查压铸机液压系统,确 保液压元件工作正常,防止因 液压元件故障造成设备故障。
检查电气系统
定期检查压铸机电气系统,确 保电气元件工作正常,防止因 电气元件故障造成设备故障。
故障排查与维修
故障诊断
根据设备故障现象,分析故障原因,确定故障部 位,为维修提供依据。
维修准备
根据故障诊断结果,准备相应的维修工具和配件, 确保维修工作顺利进行。
01_压铸机台性能一览表
压铸机台性能一览表机 型合模力 (TON) 紧杆间隔(mm) 容许模具厚度(mm) 射出力 (TON) 射出总行程(mm)突出量(mm)(汤压颈突出固定模板量)减速位置可调整行程(mm)东芝800 T 800 930×930 400~950 24~61 750 350 东芝500 T 500 750×750 350~850 19~49 580 250 铝台420 T 420 650×650 300~700 27.8 515 195 东芝350 T 350 650×650 300~700 16.5~34 480 165 铝台350 T 350 650×650 300~700 37 515 195 铝台250 T 250 500×500 300~600 27.5 425 195 铝台150 T150454×454 200~530 19.9 365 180 永大150T 150 465×465 250~500 320 137 三基550550760×760 350~90019.9600245WI03_01_01机型射出中心与机械中心距离(mm)押出力 (TON)押出总行程(mm) 可动模板与押出板间距离(mm) 模具最小长、宽(mm) 射出最高低速速度(空打)m/s 射出最高高速速度(空打) m/s 射出最高减速速度(空打) m/s东芝800 T 250 37.9 125 760 650(Min) 1000(Max)1.0 5.0 东芝500 T 175 24 100 550 1.0 5.0 铝台420 T 150 23.5 120 420 1.0 4.5 东芝350 T 125 19 90 420 1.0 5.0 铝台350 T 150 23.5 120 420 1.0 4.5 铝台250 T 125 18.5 90 360 1.0 6.0 铝台150 T 105 8.7 80 310 1.5 5.0 永大150T 100 75 三基550220201206.5压铸机能力表机型合模力(TON)射出力料管直径(Φmm)铸造压力(kg/cm2)铸造面积(cm2)东芝800 T 800 24~61Φ80 (477)~1213 (1680)~660Φ90 (377)~959 (2130)~835Φ100 (305)~775 (2620)~1030Φ110 (253)~642 (3162)~1246Φ120 (212)~539 (3773)~1482东芝500 T 500 19~49Φ70 (493)~1273 (1020)~390Φ80 (378)~975 (1330)~515Φ90 (298)~770 (1690)~645铝台420 T 420 27.8Φ60 983 427 maxΦ70 722 580 maxΦ80 553 760 maxΦ90 437 961 max东芝350 T 350 16.5~34Φ60 (583)~1203 (595)~290Φ70 (429)~883 (810)~395Φ80 (329)~676 (1060)~515Φ90 (259)~534 (1351)~655铝台350 T 350 37Φ60 1308 268maxΦ70 961 365 maxΦ80 736 475 maxΦ90 582 601 max铝台250 T 250 27.5Φ60 973 257 maxΦ70 715 350 maxΦ80 547 457 max铝台150 T 150 19.9Φ50 1013 148 maxΦ60 703 213 maxΦ70 517 290 max永大150T150三基550T 550 21.5Φ70 559 984 maxΦ80 428 1285 maxΦ90 338 1627 maxWI03_01_02。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Tip protrusion 射 冲头突出量 出 射出口位置(从机器中心往下) injection port position 射出速度 冲头直径 料管长度 顶 顶出力 出 顶出行程 移动中子数 移动中子接口数 油 动作压力 压 必要动作油量 动作油槽容量 模具冷却水入口连接管直径 模具冷却水出口连接管直径 油冷却器入水口管径 冷 油冷却器出水口管径 却 模具冷却调整阀(固定) 模具冷却调整阀(移动) 必要冷却水(油冷却用) 必要冷却水(模具用) 液压泵用 模厚调整用 电 润滑泵用 气 电源容量 电源 空气接口尺寸 空 气 空气压力 尺 机械高度 寸 机器质量 injection speed Tip diameter Sleeve Length Ejection force Ejection stroke Number of movable cores Number of movable-core ports Operation pressure Required hydraulic oil volume Hydraulic oil tank capacity Die cooling water inler port size Die cooling water outter port size Die cooling water inler port size Die cooling water outter port size Die cooling adjustment valve(fixed) Die cooling adjustment valve(moving) Required cooling water(oil cooler) Required cooling water(for die) For lubtication pump Foe die height adjustment For lubtication pump For lubtication pump Power supply Air connation port Air pressure Machine height Machine mass
L/min L/min KW KW W KVA V Rc Mpa mm ton
35 50~100 15 0.2 40 23 AC380
35 70~120 22 0.75 40 40 AC380
1/4,3/8each1 1/4,3/8each1 1/4,050 8.6 0.4 3130 11.5
3/8" x 1unit 3/8" x 1unit 3/8" x 1unit 1/2" x 2sets 15 250 200 1" 2" 1" 1" 1/4" x 10 3/4" x2sets 15 430 330 1+1/4" 2+1/2" 1" 1" 1/4" x 7 1/4" x 8 3/4" x2sets 15 430 330 1+1/4" 2+1/2" 1" 1" 1/4" x 7 1/4" x 8 35 70~120 22 1.5 40 40 AC380
东芝J-SX系列技术参数表(DC135J-SX~DC350J-SX)<铝合金>
规格名称 合模力 模板尺寸 合 大柱间隔 模 大柱直径 模板厚度 模具行程 最大射出力 增压比 柱塞行程 Specification Die-Locking force Piaten dimensions(VXH) Tie bar spacing(VXH) Tie bar diameter Die thickness Die stroke Maximum injecttion force Intensification ratio Plunger stroke mm mm mm m/s mm mm KN mm unit set Mpa L L Rc Rc Rc Rc Rc x piece 305 165 -100 0.05-7 45~60 167 76.6 15~75 415 230 -125 0.05-7 50~70 212 124 20~80 480 265 -125 0.05-7 60~80 247 190 20~90 单位<Unit> KN mm mm mm mm mm KN DC135J-SX 1350 680 x 680 460 x 460 85 500-250 350 193 DC250J-SX 2500 850 x 850 580 x 580 110 600-300 360 270 DC350J-SX 3500 935 x 935 650 x 650 125 700-300 420 340