280T 压铸机技术参数
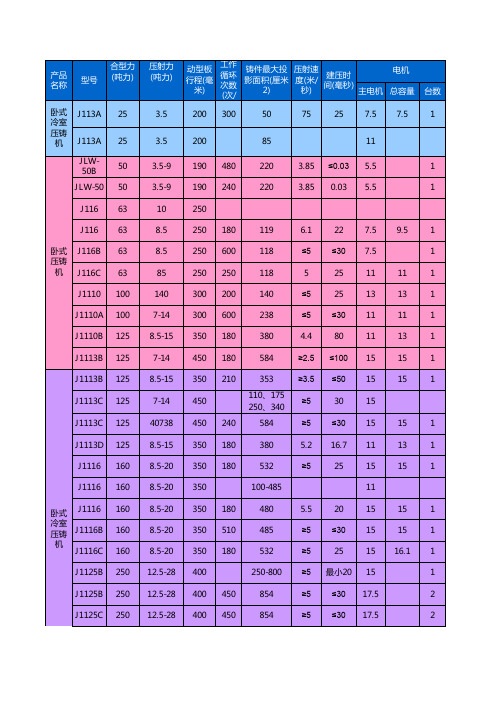
LG系列压铸机参数
LG系列130T、140T、150T、160T、180T、200T、260T、280T、400T、500T 、700T、900T、1300T、1600T卧室冷室压铸机LG150C(液压双回路,设有一级快速辅助跟踪)合力型Kn 1500 压射位置Mm 0\140动行板行程Mm 340 冲头推出距离Mm 105模具厚度Mm 250-550 压射室法兰直径Mm 110大杠内间距Mm 450*450 压室法兰凸出定板高度Mm 10-0.05大杠直径Mm 80 顶出力Kn 100压射力Kn 94-190 顶出行程Mm 85压射行程Mm 330 系列工作压力Mpa 12冲头直径Mm 40\50\60 依次空循环周期S 7最大金属浇注量Kg 1.8 电机功率Kw 11压射比压Mpa 33-151 机器重量Kg 5600铸件投影面积Cm2 99.3-454 机器外形尺寸Mm 4800*1210*2200LG160C(液压双回路,设有一级快速辅助跟踪)合力型Kn 1600 压射位置Mm 0\140动行板行程Mm 350 冲头推出距离Mm 120模具厚度Mm 250-550 压射室法兰直径Mm 110大杠内间距Mm 460*460 压室法兰凸出定板高度Mm 10-0.05大杠直径Mm 85 顶出力Kn 110压射力Kn 95-205 顶出行程Mm 80压射行程Mm 340 系列工作压力Mpa 12冲头直径Mm 40\50\60 依次空循环周期S 7最大金属浇注量Kg 1.9 电机功率Kw 11压射比压Mpa 36-159 机器重量Kg 6000铸件投影面积Cm2 104-533 机器外形尺寸Mm 5210*1190*2200LG180C(液压双回路,设有一级快速辅助跟踪)合力型Kn 1800 压射位置Mm 0\140动行板行程Mm 350 冲头推出距离Mm 140模具厚度Mm 250-550 压射室法兰直径Mm 110大杠内间距Mm 480*450 压室法兰凸出定板高度Mm 10-0.05大杠直径Mm 85 顶出力Kn 115压射力Kn 102-220 顶出行程Mm 80压射行程Mm 350 系列工作压力Mpa 13冲头直径Mm 50\60\70 依次空循环周期S 7最大金属浇注量Kg 2.5 电机功率Kw 15压射比压Mpa 26.5-112 机器重量Kg 6800铸件投影面积Cm2 160-679 机器外形尺寸Mm 5523*1190*2350 LG280C(液压双回路,设有一级快速辅助跟踪)合力型Kn 2800 压射位置Mm 0\160动行板行程Mm 400 冲头推出距离Mm 150模具厚度Mm 250-650 压射室法兰直径Mm 110大杠内间距Mm 560*560 压室法兰凸出定板高度Mm 12-0.05大杠直径Mm 110 顶出力Kn 150压射力Kn 185-300 顶出行程Mm 120压射行程Mm 420 系列工作压力Mpa 14冲头直径Mm 50\60\70 依次空循环周期S 10最大金属浇注量Kg 3.3 电机功率Kw 18.5压射比压Mpa 42-153 机器重量Kg 12000铸件投影面积Cm2 183-668 机器外形尺寸Mm 6400*1630*2800合力型Kn 5000 压射位置Mm 0\220动行板行程Mm 450 冲头推出距离Mm 220模具厚度Mm 320-800 压射室法兰直径Mm 130大杠内间距Mm 760*660 压室法兰凸出定板高度Mm 15大杠直径Mm 120 顶出力Kn 220压射力Kn 210-450 顶出行程Mm 120压射行程Mm 570 系列工作压力Mpa 14冲头直径Mm 70\80\90 依次空循环周期S 12最大金属浇注量Kg 6 电机功率Kw 30压射比压Mpa 33.9-130 机器重量Kg 20000铸件投影面积Cm2 385-1475 机器外形尺寸Mm 7350*1850*3150 LG700C(液压双回路,设有一级快速辅助跟踪)合力型Kn 7000 压射位置Mm 0\250动行板行程Mm 600 冲头推出距离Mm 280模具厚度Mm 350-900 压射室法兰直径Mm 165大杠内间距Mm 760*760 压室法兰凸出定板高度Mm 15大杠直径Mm 170 顶出力Kn 320压射力Kn 280-650 顶出行程Mm 160压射行程Mm 655 系列工作压力Mpa 14冲头直径Mm 80\90\100 依次空循环周期S 13最大金属浇注量Kg 10 电机功率Kw 37压射比压Mpa 30-135.4 机器重量Kg 30000铸件投影面积Cm2 518-2333 机器外形尺寸Mm 8480*1960*3300LG900C(液压双回路,设有一级快速辅助跟踪合力型Kn 9000 压射位置Mm 0\250动行板行程Mm 760 冲头推出距离Mm 300模具厚度Mm 400-950 压射室法兰直径Mm 180大杠内间距Mm 910*910 压室法兰凸出定板高度Mm 20大杠直径Mm 180 顶出力Kn 360压射力Kn 300-750 顶出行程Mm 180压射行程Mm 800 系列工作压力Mpa 14冲头直径Mm 80\90\100\110\120 依次空循环周期S 14最大金属浇注量Kg 16 电机功率Kw 45压射比压Mpa 24.9-149 机器重量Kg 40000铸件投影面积Cm2 602-3015 机器外形尺寸Mm 9200*2100*3300 LG1300C(液压双回路,设有一级快速辅助跟踪)合力型Kn 13000 压射位置Mm 0\320动行板行程Mm 850 冲头推出距离Mm 350模具厚度Mm 550-1200 压射室法兰直径Mm 240大杠内间距Mm 1100*1100 压室法兰凸出定板高度Mm 25大杠直径Mm 230 顶出力Kn 570压射力Kn 440-1100 顶出行程Mm 200压射行程Mm 950 系列工作压力Mpa 14冲头直径Mm 100\110\120\130\140 依次空循环周期S 19最大金属浇注量Kg 26 电机功率Kw 30*2压射比压Mpa 28.6-140 机器重量Kg 85000铸件投影面积Cm2 929-4545 机器外形尺寸Mm 12000*2700*4700。
280T力劲压铸机工艺参数设定和调节技能
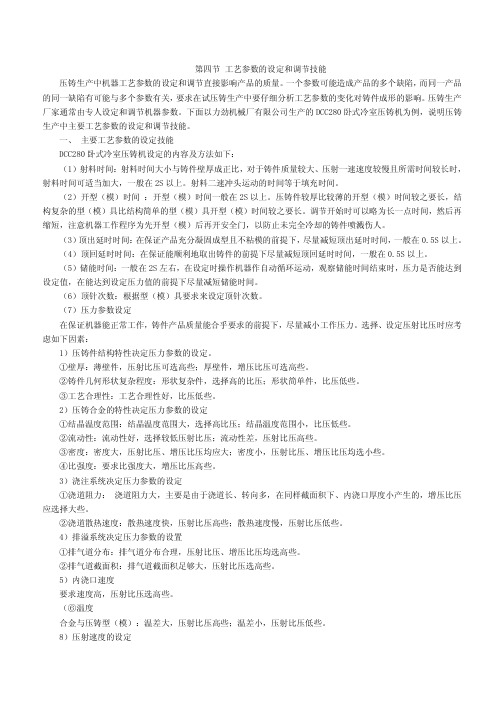
∙280T力劲压铸机工艺参数设定和调节技能∙发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】∙工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
压铸机安全操作规程
冷室压铸机设备安全操作规程前言本标准批准人: 本标准审核人:本标准由生产部负责起草。
本标准主要起草人:本标准 2022 年 01 月 21 日开始实施。
同时替代 2022 年 02 月 14 日以前版本的标准。
1 范围本标准规定了280T 、400T 、800T 冷室压铸机的设备安全操作规程。
本标准合用于280T 、400T 、800T 冷室压铸机的设备安全操作要求。
2 设备名称280T 、400T 、800T 冷室压铸机。
3 设备用途冷室压铸机用于铝合金产品的成型压铸。
4 设备结构原理冷室压铸机主要由控制系统、液压系统、润滑系统、冷却系统、锁模部件、射料部件、 机架、 安全门装置部份等组成。
其工作是从独立的熔炉中提取规定量的熔融合金并将其传送 至打料套内.当熔融的合金在高压作用下,压射到安装在模板上的压模内,并保持高压直至液 态合金彻底固化而成为产品。
5 冷室压铸机主要技术参数5.1 DCC800冷室压铸机的主要技术参数锁模部份:锁模力 kN 8000 锁模行程 mm 760 顶出力 kN 315顶出行程 mm 180模具厚薄(最小-最大) mm 400-950 模板尺寸 mm 1400×1400主油泵马达功率 45KW 控制器 OMRON 控制器人机界面 GX05502-10.2" 触摸屏 前门 手动 后门 手动锁模行程控制 电子尺 顶针行程控制 近接开关压射行程控制无接触式编码器压射位置一个压射位快速、增压速度控制手轮控制抽芯装置 3 组抽芯锤头润滑锤头滴油润滑冷却器 SL—518W1液压系统工作压力 MPa 14油箱容量 LITRE 1300机身总尺寸(参考值) mm(L×W×H) 8840×2345×2995 哥林柱内距 mm 910×910射料部份:射料位置 mm -250射料行程 mm 760压射力(有增压) kN 680锤头直径 mm 80*,90,100射料量(铝) Kg 7.1, 9, 11.2铸造压力(有增压) MPa 135, 106, 86 铸造面积 cm2 591, 748, 924最大铸造面积(40MPa) cm2 2000压射室法兰直径 mm 200压射室法兰凸出定型板高度 mm 20压射冲头推出距离 mm 2955.2 DCC630冷室压铸机的主要技术参数主油泵马达功率 37KW控制器 OMRON 控制器人机界面 GX03502-7’’触摸屏前门手动后门手动锁模行程控制顶针行程控制压射行程控制电子尺电子尺无接触式编码器压射位置一个压射位快速、增压速度控制手轮控制抽芯装置 3 组抽芯锤头润滑锤头滴油润滑冷却器 SL-518W1液压系统工作压力 MPa 14油箱容量 LITRE 1100机身总尺寸(参考值) mm(L×W×H) 8700×2300×29005.2 DCC400冷室压铸机的主要技术参数锁模部份:锁模力 kN 6300锁模行程 mm 650顶出力 kN 315顶出行程 mm 150模具厚薄(最小-最大) mm 350-850模板尺寸 mm 1200×1200哥林柱内距 mm 750×750射料部份:射料位置 mm -250射料行程 mm 600压射力(有增压) kN 590锤头直径 mm 70,80,90射料量(铝) Kg 4.3, 5.6, 7.2铸造压力(有增压) MPa 153,117, 92 铸造面积 cm2 410, 536, 679最大铸造面积(40MPa) cm2 1575压射室法兰直径 mm 165压射室法兰凸出定型板高度 mm 15压射冲头推出距离 mm 250主油泵马达功率 30KW 锁模部份:控制器 OMRON 控制器锁模力 kN 4000 人机界面 GX03502-10.2"触摸屏锁模行程 mm 550 前门手动顶出力 kN 180 后门手动顶出行程 mm 1256 设备安全操作步骤6.1 开机检查6.1.1 启动机床前,必须全面检查机床确保机床处于正常状态。
压铸参数计算(精)
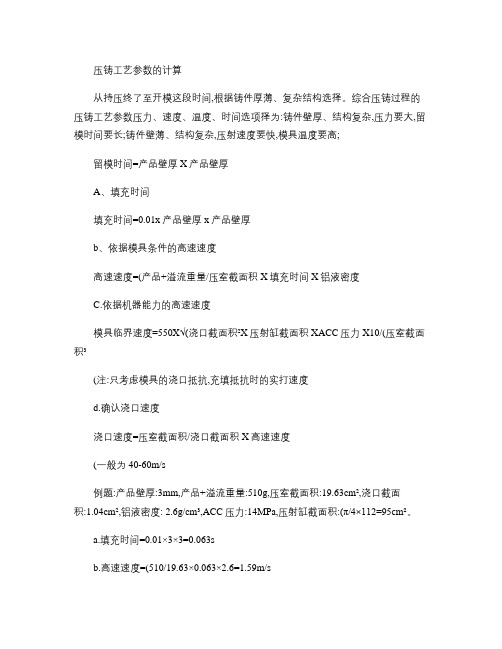
压铸工艺参数的计算从持压终了至开模这段时间,根据铸件厚薄、复杂结构选择。
综合压铸过程的压铸工艺参数压力、速度、温度、时间选项择为:铸件壁厚、结构复杂,压力要大,留模时间要长;铸件壁薄、结构复杂,压射速度要快,模具温度要高;留模时间=产品壁厚X产品壁厚A、填充时间填充时间=0.01x产品壁厚x产品壁厚b、依据模具条件的高速速度高速速度=(产品+溢流重量/压室截面积X填充时间X铝液密度C.依据机器能力的高速速度模具临界速度=550X√(浇口截面积²X压射缸截面积XACC压力X10/(压室截面积³(注:只考虑模具的浇口抵抗,充填抵抗时的实打速度d.确认浇口速度浇口速度=压室截面积/浇口截面积X高速速度(一般为40-60m/s例题:产品壁厚:3mm,产品+溢流重量:510g,压室截面积:19.63cm²,浇口截面积:1.04cm²,铝液密度: 2.6g/cm³,ACC压力:14MPa,压射缸截面积:(π/4×112=95cm²。
a.填充时间=0.01×3×3=0.063sb.高速速度=(510/19.63×0.063×2.6=1.59m/sc.模具临界速度=550X√(1.04²×95×14×19/(19.63³=7.58m/sd.浇口速度=(19.63/1.04X1.59=30.01m/s(3快慢速度转换行程对于铝、镁合金来说,各个压射阶段的切换点尤为重要,比如低速在什么时候转入高速,高速什么时候转为增压等,直接影响到产品的表面和内部质量。
转换行程=空打行程-(产品+溢流重量/压室截面积X熔液密度-余料厚度-1cm(一般考虑到行程开关的反应时间,转换行程可以延长1cm例题:产品+溢流重量:510g,压室截面积:19.63 cm²,空打行程:368mm,余料厚度:23mm,铝液密度: 2.6g/cm³转换行程=36.8-(510/19.63X2.6-2.3-1=235mm二、压力参数(1铸造压力铸造压力是获得铸件组织致密和轮廓的主要因素,又是压铸区别于其他铸造方法的主要特征.其大小取决于压铸机的结构及功率。
力劲冷室压铸机标准参数
力劲冷室压铸机标准参数0项目单位DCC130DCC1601锁模力KN145016002锁模行程mm3503803模具厚度(最小-最大)mm250-500200-5504模板尺寸(水平×垂直)mm650×657680×6845哥林柱内距mm429×429460×4606哥林柱直径mm80857压射力(增压)KN1802548射料行程mm3203409锤头直径mm40、50、6040、50、6010射料量(铝)Kg0.7、1.15、1.60.8、1.3、1.8 11铸造压力(增压)Mpa141、90、62202.3、129.5、89.9 12铸造面积cm290、140、20572.5、120、175 13最大铸造面积(40Mpa)cm2362400 14压射位置Kg/ cm2mm0、-1000、-70、14015冲头推出距离mm11513516压射室法兰直径mm110101.617压射室法兰凸出定板高度mm101218顶出力KN10810819顶出行程mm858520系统工作压力Mpa141421电机功率KW151522油箱容积L30040023机器重量Kg6000630024机器外型尺寸(长×宽×高)mm5500×1250×26505590×1300×2660☆注:红色数字为备选.上表格为力劲冷室压铸机0项目单位DCC160DCC3501锁模力KN160035002锁模行程mm3805003模具厚度(最小-最大)mm200-550300-7004模板尺寸(水平×垂直)mm680×6851000×10005哥林柱内距mm460×460650×6506哥林柱直径mm851307压射力(增压)KN2573608射料行程mm3404809锤头直径mm50、6060、70、8010射料量(铝)Kg 1.3、1.8 2.5、3.4、4.511铸造压力Mpa130、90120、88、67 12铸造面积cm2120、175285、390、510 13最大铸造面积(40Mpa)cm2400875 14压射位置Kg/ cm2mm-70-15015冲头推出距离mm13516516压射室法兰直径mm101.6101.617压射室法兰凸出定板高度mm121218顶出力KN10818019顶出行程mm8512020系统工作压力Mpa141621电机功率KW152222油箱容积L40070023机器重量Kg70001350024机器外型尺寸(长×宽×高)mm5400×1300×27006220×1850×5860 25空循环时间sec7 ☆注:红色数字为备选.上表格为力劲冷室压铸机DCC280DCC400DCC500DCC630 2800400050006300460550580650 250-650300-700350-850350-850860×860970×9601162×11621200×1200560×560620×620760×760750×750 11013014016031540546061040050058060050、60、7060、70、8070、80、9070、80、90 1.5、2.1、2.9 2.7、3.6、4.7 4.3、5.6、7.1 4.3、5.7、7.2 160、112.5、82.6144.4、106.1、81.2122、93、73.5158.7、121.5、96 170、245、335275、375、490405、535、680395、515、655 700100012501575 -125-175-175-250140200250250101.6101.6165165121215151501802403151051251201501414161418.522303760080010001000105001500025000276006420×1410×25606800×1600×26607500×2100×30007460×1950×2830DCC500DCC700DCC10005000700010000580720880350-850350-900450-11501162×11621300×13001620×1620760×760800×8001030×103014017020046061084558070080070、80、9080、90、10090、100、110、1204.3、5.6、7.16.5、8.3、109.5、11.7、14.2、16.9122、93、73.5121、95.5、77.5132.5、107.5、88.5、74.5 405、535、680570、725、895750、925、1120、1335 125017502500-175-250-2502502503001651502401515202402405001201602001616163737451000110015002500038000700007500×2100×30008975×2800×313510230×3500×3640 121216DCC800DCC1000DCC1250DCC1600800010000125001600076088010001200400-950450-1150450-1180500-14001400×13951620×16201730×17402010×1960910×9101030×10301100×11001180×11801802002302506658651075128576080088093080、90、10090、100、110、120100-140110-1507.2、9.1、11.29.5、11.7、14.2、16.913-25.417-32132.8、104.9、85136、110、91、76.570-13773-137600、760、940730、905、1095、1305910-17851165-21902000250031254000-2500、-300-160、-320-175、-350297300320360200240240260202025253155005705701802002002501416141437452×372×4512001500250026003940070000900001050008660×2010×278010560×3500×380010 800×3250×420011500×4000×4200DCC2000DCC2500DCC3000 200002500030000140015001500650-1600750-1800800-20002150×21502350×23502620×26201350×13501500×15001650×1650 28031034015001800211096010501180 130-170140-180150-19024-4130-5039-6266-113124-75119-731769-30302000-33302520-4110 500062507500 -175、-350-200、-400-250、-450 4004505302602802803030306507509003003003001616162×5513516528003000320013500019500023500012710×4370×438015000×5000×480015750×5250×5180。
压铸机参数表2011-12
20 15.5 20
7275×1850×2420 7325×1850×2400 7275×2420×2400 7325×1850×2400
上海压铸机厂 阜新压铸机厂 灌南压铸机厂 天水铸造机械总 厂 阜新压铸机厂
16.5 50 40 60 5.2 7 7.5 7 8 8 11 8
7325×2100×2450 10000×2500×3050 8500×2600×3800 灌南压铸机厂
250 250 250 250 250 400 400 400 400 500 800 800 1000 125 125 160 160 160 160 250 150
12.5-28 12.5-28 12.5-28 40872 40875 18-49 18.0-40.0 18-40 40 18-45 85 75 50-120 13.5-34 13.5-34 15-28 15-28 15-28 15-28 15-40 15-32
TN、200T、 、1300T、1600T
台数 1
J113A J113A JLW50B JLW-50 J116 J116
25 25 50 50 63 63 63 63 100 100 125 125 125 125 125 125 160 160 160 160 160 250 250 250
3.5 3.5 3.5-9 3.5-9 10 8.5 8.5 85 140 7-14 8.5-15 7-14 8.5-15 7-14 40738 8.5-15 8.5-20 8.5-20 8.5-20 8.5-20 8.5-20 12.5-28 12.5-28 12.5-28
400 400 400 400 400 480 450 450 450 450 450 670 670 750 350 350 350 350 350 400 350
压铸工艺参数分析(一)
积 料筒内径 空打行程 料筒截面
积 压室充满
度
L1 L2 L3 L4 L5 L6
填充时间 留模时间 增压时间
内浇口凝固时 间
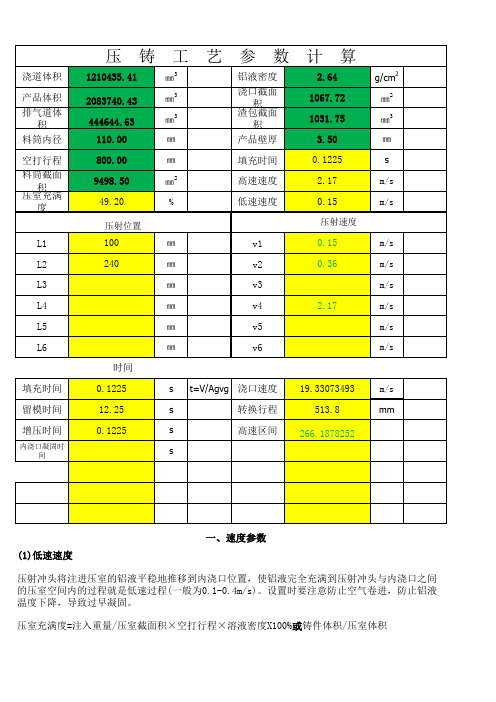
压铸工艺参数计算
1210435.41
㎜3
2083740.43
㎜3
444644.63
㎜3
110.00
㎜
铝液密度
浇口截面 积
渣包截面 积
产品壁厚
2.64 1067.72 1031.75
135
126
126
126
520-2200 750-2600 840-2900 1033-3286 1322-4004 1400-4100 顶出部分
150
180
180
200
200
200
250
360
360
500
500
500
其他
14
14
14
14
14
16
37
37
37
37+37 37+37 37+37
38000
留模时间=产品壁厚X产品壁厚 (3)增压时间
压铸件进一步得到致密的最终压力所使用的时间,增压压力的时间要比内浇口凝固的时间短,否 则内浇口凝固,压力无法传递到铸件上。
增压时间=0.01X产品壁厚X产品壁厚
(4)内浇口凝固时间 内浇口凝固的时间关系到压力是否能够传递到铸件上,铸件的内部质量是否能达到合格状态。 内浇口凝固时间=2X0.01X产品壁厚X产品壁厚
压室充满度=注入重量/压室截面积×空打行程×溶液密度X100%或铸件体积/压室体积
(压室充满度的标准一般为20-50%)或压室的充满度在60%-80%之间较为适宜 低速速度=0.7X√压室直径/压室充满度
280T力劲压铸机工艺参数的设定和调节技能
。示所 101-3 图如�母螺固紧的上钉螺节调阀压减松旋 �2 阀止截松旋 001-3 图
。示所 601-3 图如�大增度速�轮手转旋针时逆�小减度 速�轮手转旋针时顺�度速的同不得获可轮手转旋手用�制控轮手节调的上阀装插速二由小大度速的速二料射 节调的度速速二料射�8� 节调的度速速一料射 501-3 图
。紧拧母螺固紧的上钉螺节调阀压减将�4 �示所 99-3 图如�止为��rab041�aP 01×4.1
7
值大最�值示的要需所到针指上表力压察观�钉螺节调上阀压减节调速慢边一�钮按压起住按手用边一 �3 阀压减松旋 89 -3 图
。示所 89-3 图如�母螺固紧的上钉螺节调阀压减松旋 �2 阀止截松旋 79 -3 图
。示所 79-3 图如�紧旋再后荷卸器能蓄速二使�钉螺节调上阀止截松旋先 �1 �下如骤步节调体具机铸压室冷式卧 004CCD。力压料射的中动运料射速二为即力压此�出读中表力压速二料射从值 示力压其 �小大力压节调可钉螺节调的上阀压减转旋手用 �节调钉螺节调的力压速二制控由力压作工速二料射 节调的力压作工速二料射�4� 节调的力压泵量流大压低 69-3 图
。示所 901-3 图如�节调作量质品产据根中产生铸压试在般一�等泡气、边飞 、铸欠如例�量质形成的件铸响影短长的程行段两�定决置位的关开应感速二由短长的程行动运速二、速一 节调的程行动运速二、速一�11� 节调度速锤回料射 801-3 图
。示所 801-3 图如�大增度速�杆螺转旋针时逆�小 减度速�杆螺转旋针时顺�度速动运锤回变改可杆螺其节调�制控侧右阀向换调可料射由度速的动运锤回料射 节调度速锤回料射�01� 节调的度速压增 701-3 图
。示所 301-3 图如�紧旋再后荷卸器能蓄制控压增使�钉螺节调上阀�36V�阀止截松旋先 �1 节调的力压器能蓄制控压增�6� 钉螺节调�表力压察观、压起 201-3 图