压铸机的技术参数
压铸机技术参数表
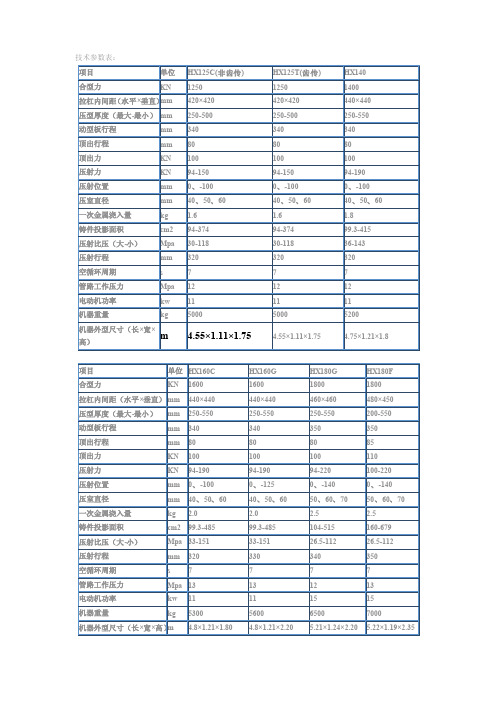
空循环周期
s7
管路工作压力 电动机功率
Mpa 13 kw 11
机器重量
kg 5300
机器外型尺寸(长×宽×高)m 4.8×1.21×1.80
HX160G 1600 440×440 250-550 340 80 100 94-190 0、 -125 40、 50、 60 2.0 99.3-485 33-151 330 7 13 11 5600 4.8×1.21×2.20
6
10
285-1475`
518-2333
33.9-130
30-135.4
570
710
12
13
14
14
30
37
20000
30000
7.35×1.85×3.15 8.48×1.96×3.3
项目
单位
合型力
KN
拉杠内间距(水平×垂直) mm
压型厚度(最大-最小) mm
动型板行程
mm
顶出行程
mm
顶出力
KN
压射力
KN
压射位置
mm
压室直径
mm
一次金属浇入量
kg
铸件投影面积
cm2
压射比压(大 -小)
Mpa
压射行程
mm
空循环周期
s
管路工作压力
Mpa
电动机功率
kw
机器重量
kg
机器外型尺寸(长 ×宽 ×高) m
HX800
HX900
HX1300
HX1600
8000
9000
13000
16000
810×810
910×910
Mpa
压射行程
一体化压铸机工艺参数表
一体化压铸机工艺参数表
摘要:
1.一体化压铸机概述
2.一体化压铸机的特点
3.一体化压铸机的工艺参数
4.一体化压铸机的应用范围
5.一体化压铸机的发展趋势
正文:
一、一体化压铸机概述
一体化压铸机是一种将金属熔融后高压注入模具,并在一定的压力和温度下成型的设备。
其特点是生产效率高、成本低、产品质量稳定等,因此在汽车、摩托车、电子等领域得到广泛应用。
二、一体化压铸机的特点
1.高生产效率:一体化压铸机采用高压注入金属,使得生产效率得到很大提高。
2.低生产成本:一体化压铸机可以实现自动化生产,减少人力成本。
3.产品质量稳定:一体化压铸机可以实现批量生产,产品质量更加稳定。
三、一体化压铸机的工艺参数
一体化压铸机的工艺参数主要包括:
1.锁模力:决定了压铸机的生产能力,一般锁模力越大,生产能力越强。
2.射出速度:决定了压铸机的生产效率,射出速度越快,生产效率越高。
3.模具温度:影响了压铸件的质量,模具温度过高或过低都会影响压铸件的质量。
4.金属液温度:决定了压铸件的结晶组织,金属液温度过高或过低都会影响压铸件的质量。
四、一体化压铸机的应用范围
一体化压铸机广泛应用于汽车、摩托车、电子等领域,主要用于生产发动机壳体、变速器壳体、汽车车身等部件。
五、一体化压铸机的发展趋势
随着汽车、摩托车、电子等领域的发展,一体化压铸机的需求越来越大,未来一体化压铸机的发展趋势主要有以下几点:
1.生产效率更高:随着技术的发展,一体化压铸机的生产效率将得到进一步提高。
2.应用范围更广:随着一体化压铸技术的发展,一体化压铸机将在更多的领域得到应用。
压铸机全参数-130T到3000T
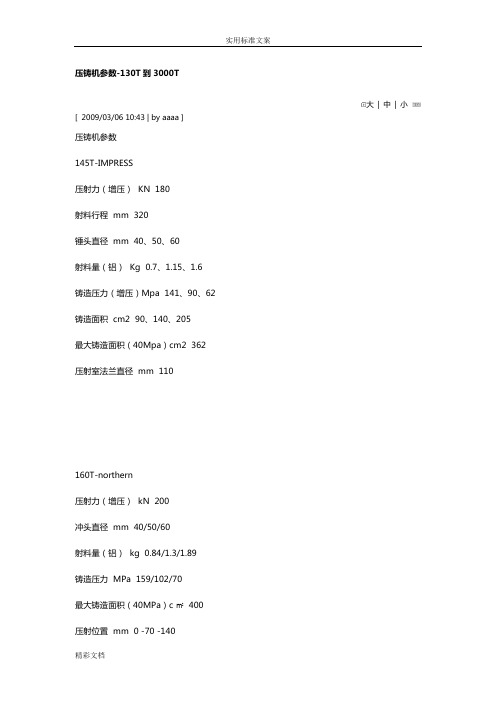
压铸机参数-130T到3000T大| 中| 小[ 2009/03/06 10:43 | by aaaa ]压铸机参数145T-IMPRESS压射力(增压) KN 180射料行程 mm 320锤头直径 mm 40、50、60射料量(铝) Kg 0.7、1.15、1.6铸造压力(增压)Mpa 141、90、62铸造面积 cm2 90、140、205最大铸造面积(40Mpa)cm2 362压射室法兰直径 mm 110160T-northern压射力(增压) kN 200冲头直径 mm 40/50/60射料量(铝) kg 0.84/1.3/1.89铸造压力 MPa 159/102/70最大铸造面积(40MPa)c㎡ 400压射位置 mm 0 -70 -140180T-northern压射力(增压) kN 220冲头直径 mm 50/60射料量(铝) kg 1.4/2铸造压力 MPa 121/77最大铸造面积(40MPa)c㎡ 450 压射位置 mm 0 -140压射法兰直径 mm 110260T-northern压射力(增压) kN 300冲头直径 mm 50/60/70射料量(铝) kg 1.6/2.4/3.2铸造压力 MPa 152/106/77最大铸造面积(40MPa)c㎡ 650 压射位置 mm 0 -160280T-IMPRESS哥林柱直径 mm 110压射力(增压) KN 315射料行程 mm 400锤头直径 mm 50、60、70射料量(铝) Kg 1.5、2.1、2.9铸造压力(增压)Mpa 160、112.5、82.6 铸造面积 cm2 170、245、335最大铸造面积(40Mpa)cm2 700压射室法兰直径 mm 101.6350T-CIMOS压射力(增压) KN 360射料行程 mm 480锤头直径 mm 60、70、80射料量(铝) Kg 2.5、3.4、4.5铸造压力(增压)Mpa 120、88、67 铸造面积 cm2 285、390、510最大铸造面积(40Mpa)cm2 875 压射室法兰直径 mm 101.6400T-northern压射力(增压) kN 400冲头直径 mm 60/70/80射料量(铝) kg 2.5/3.4/4.5铸造压力 MPa 141/104/79最大铸造面积(40MPa)c㎡ 1000 压射位置 mm 0 -100 -200压射法兰直径 mm 130500T-northern压射力(增压) kN 490冲头直径 mm 70/80/90射料量(铝) kg 3.6/4.7/6铸造压力 MPa 127/98/77最大铸造面积(40MPa)c㎡ 1250压射位置 mm 0 -110 -220压射法兰直径 mm 130630T-northern压射力(增压) kN 600冲头直径 mm 70/80/90射料量(铝) kg 5.4/7.1/9铸造压力 MPa 156/119/94最大铸造面积(40MPa)c㎡ 1575压射位置 mm 0 -125 -250压射法兰直径 mm 165700T-CIMOS压射力(增压) KN 610射料行程 mm 700锤头直径 mm 80、90、100射料量(铝) Kg 6.5、8.3、10铸造压力(增压)Mpa 121、95.5、77.5铸造面积 cm2 570、725、895最大铸造面积(40Mpa)cm2 1750 压射室法兰直径 mm 150800T-northern压射力(增压) kN 750冲头直径 mm 80/100/120射料量(铝) kg 6.6/10.4/15铸造压力 MPa 149/95/66最大铸造面积(40MPa)c㎡ 2000 压射位置 mm 0 -140 -280压射法兰直径 mm 1801100T-northern压射力(增压) kN 900冲头直径 mm 90-130射料量(铝) kg 10.5-22铸造压力 MPa 67-141压射位置 mm 0 -160 -320压射法兰直径 mm 2401250T-northern压射力(增压) kN 1050冲头直径 mm 100-140射料量(铝) kg 13.2-26铸造压力 MPa 68-133最大铸造面积(40MPa)c㎡ 3125 压射位置 mm 0 -160 -320压射法兰直径 mm 2401600T-northern压射力(增压) kN 1250冲头直径 mm 110-150射料量(铝) kg 17.2-32铸造压力 MPa 70-131压射位置 mm 0 -175 -350压射法兰直径 mm 2602000T-northern压射力(增压) kN 1500冲头直径 mm 130-175射料量(铝) kg 21.1-45铸造压力 MPa 62-132最大铸造面积(40MPa)c㎡ 5000 压射位置 mm 0 -175 -350压射法兰直径 mm 2602500T-IMPRESS压射力(增压) KN 1800射料行程 mm 1050锤头直径 mm 140-180射料量(铝) Kg 30-50铸造压力(增压)Mpa 124-75铸造面积 cm2 2000-3330压射室法兰直径 mm 2802800T-northern压射力(增压) kN 1800冲头直径 mm 130-200射料量(铝) kg 25.35-60铸造压力 MPa 57-135最大铸造面积(40MPa)c㎡ 7000 压射位置 mm 0 -180 -360压射法兰直径 mm 3003000T-IMPRESS压射力(增压) KN 2110射料行程 mm 1180锤头直径 mm 150-190射料量(铝) Kg 39-62铸造压力(增压)Mpa 119-73铸造面积 cm2 2520-4110压射室法兰直径 mm 280。
压铸工艺参数公式

∙压铸工艺参数公式∙铸造计算公式1.铸造重量WC=W件+W溢+W排+W浇+W馀铸造容积4WC/ ρ——熔液密度2.填充率R= ———————— = ————————料筒容积πD2L筒长3.通过浇口重量Wf = W件+W溢4 Wf4.高速区间Sf = —————————(※溶汤比重一般而言为铝 2.64、ρπd料 2 镁 1.75g/cm2)Sf5.高速速度VH` = ————————tf——填充时间tf = 0.01X2铸件平均壁厚6.压铸机的射出力Fs(射出油缸的推进力)Fs=油压压力Ph ×射出油缸截面积Ah(KN)7.铸造压力Pp(传递到制品的压力)射出油缸截面积Ah 射出力FsPp=油压压力Ph × =柱塞截面积Ap 柱塞截面积Ap8.内浇口速度VgVg(V2)= 射出速度Vp(V1) ×柱塞截面积Ap(A1)(m/s)浇口截面积Ag(A2)9.充填时间tt= 制品体积= 制品重量/比重(sec)浇口流量浇口速度Vg×浇口截面积Ag10.浇口凝固时间t =B×α×(浇口厚度)2此时的B 为Al:2.0、Mg:1.5 α为Al:0.01、Mg:0.00511.开模力是指铸造时施加在制品上的压力而使模具打开的力量,开模力可以铸造面积×铸造压力计算出。
11.1.铸造面积的计算铸造面积A1=a1+a2+a3+a4=料饼面积+浇道面积+制品面积+溢流面积11.2.开模力的计算开模力F1=铸造压力Pp×铸造面积A1+中子分力Fc详细计算以各部分承受的压力分类。
制品部=计算铸造压力× 75%溢流部=计算铸造压力× 25%料饼,浇道部=计算铸造压力×100%11.3.如有滑块中子,则计算中子分力。
中子复位力Fr=制品面积Ac×计算铸造压力×75%中子分力Fc=中子复位力Fr×tanθ11.4.开模力F1=(a1+a2)×Pp+a3×Pp×0.75+a4×Pp×0.25+Fc压铸机关模力>开模力F1×1.112.充填完了力量冲突力量E =W(V)2/2gW : 射出油缸活塞杆+活塞杆重量kgV : 射出速度m/sg : 重力加速度9.8 m/sec2。
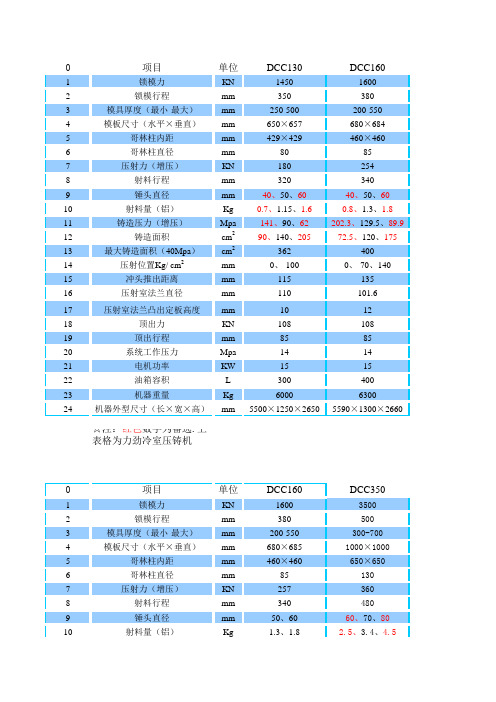
力劲冷室压铸机标准参数
132.8、104.9、85 13763、 0、11900、 5、911、 09756、.5
600、760、940
1305
2000
2500
-250
0、-300
297
300
200
240
DCC1250
12500 1000 450-1180 1730×1740 1100×1100 230 1075 880 100-140 13-25.4 70-137 910-1785 3125 -160、-320 320 240
DCC1600
16000 1200 500-1400 2010×1960 1180×1180 250 1285 930 110-150 17-32 73-137 1165-2190 4000 -175、-350 360 260
20 315 180 14 37 1200 39400 8660×2010×2780
8
射料行程
mm
320
340
9
锤头直径
mm
40、50、60
40、50、60
10
射料量(铝)
Kg
0.7、1.15、1.6
0.8、1.3、1.8
11
铸造压力(增压)
Mpa
141、90、62
202.3、129.5、89.9
12
铸造面积
cm2
90、140、205
72.5、120、175
13
最大铸造面积(40Mpa)
11
铸造压力
Mpa
130、90
120、88、67
12
铸造面积
cm2
120、175
285、390、510
13
88吨热室压铸机参数

88吨热室压铸机参数1. 简介热室压铸机是一种常用于制造金属零件的机械设备,其工作原理是将金属材料(通常是铝合金)加热到液态,然后注入模具中进行压铸成型。
88吨热室压铸机是一种具有88吨压力能力的热室压铸机,本文将详细介绍该机器的参数。
2. 技术参数2.1 锁模力88吨热室压铸机的锁模力为88吨,锁模力是指压铸机在工作过程中对模具施加的最大力。
锁模力的大小直接影响到铸件的质量和尺寸稳定性。
2.2 注射力88吨热室压铸机的注射力为XX吨,注射力是指压铸机在注射过程中对金属材料施加的力。
注射力的大小决定了金属材料能否充分填充模具腔体,并且对铸件的密度和性能有重要影响。
2.3 最大注射容积88吨热室压铸机的最大注射容积为XX cm³,最大注射容积是指压铸机一次注射金属材料的最大容量。
注射容积的大小与铸件的尺寸和形状有关,需要根据具体情况进行调整。
2.4 注射速度88吨热室压铸机的注射速度为XX cm/s,注射速度是指金属材料注入模具的速度。
注射速度的选择应根据模具结构、金属材料和铸件要求等因素进行合理调整,以确保铸件的质量。
2.5 注射压力88吨热室压铸机的注射压力为XX MPa,注射压力是指金属材料注入模具时对模具施加的压力。
注射压力的大小对铸件的密度、表面质量和机械性能等有重要影响。
2.6 开模行程88吨热室压铸机的开模行程为XX mm,开模行程是指模具在开合过程中的行程长度。
开模行程的大小需要根据铸件的尺寸和模具结构进行合理设定,以确保铸件的顺利脱模。
2.7 模具厚度88吨热室压铸机的模具厚度为XX mm,模具厚度是指模具的厚度尺寸。
模具厚度的大小需要根据铸件的尺寸和形状进行合理设计,以确保铸件的质量和尺寸稳定性。
2.8 机器重量88吨热室压铸机的机器重量为XX kg,机器重量是指整台压铸机本身的重量。
机器重量的大小直接影响到设备的稳定性和可靠性。
2.9 机器尺寸88吨热室压铸机的机器尺寸为XX mm x XX mm x XX mm,机器尺寸是指整台压铸机的长、宽、高尺寸。
力劲压铸机模板参数
力劲压铸机模板参数
力劲压铸机是一种用于生产各种金属零件的机器设备,它通过将金属加热至液态状态,然后注入模具中进行冷却凝固,最终形成所需的零件。
而力劲压铸机的模板参数则是影响其生产效率和产品质量的重要因素。
首先,力劲压铸机的模板参数包括模具尺寸、注射压力、注射速度、射出系统压力、射出系统速度、模具温度控制等。
这些参数的设定将直接影响到压铸机的生产效率和零件质量。
比如,模具尺寸的大小将决定了所能生产的零件尺寸范围,而注射压力和速度则会影响到零件的密实度和表面光洁度。
其次,力劲压铸机的模板参数还包括模具温度控制。
在压铸过程中,金属液态状态的温度对零件的质量有着重要的影响。
因此,通过精确控制模具温度,可以确保金属液态状态的稳定性,从而提高零件的质量和表面光洁度。
另外,射出系统压力和速度也是力劲压铸机模板参数中至关重要的因素。
通过合理的控制射出系统压力和速度,可以确保金属液态状态在注入模具时的流动性和充填性,从而提高零件的密实度和减少气孔缺陷。
最后,力劲压铸机模板参数的设定需要根据具体的生产需求和零件要求来进行调整。
通过合理的模板参数设定,可以提高压铸机的生产效率,降低生产成本,提高零件的质量和一致性。
总的来说,力劲压铸机模板参数的合理设定对于保证压铸机的正常运行和零件质量至关重要。
只有通过精确的参数设定,才能够确保压铸机的稳定性和高效生产。
压铸机全参数-130T到3000T
压铸机参数-130T到3000T大| 中| 小[ 2009/03/06 10:43 | by aaaa ]压铸机参数145T-IMPRESS压射力(增压) KN 180射料行程 mm 320锤头直径 mm 40、50、60射料量(铝) Kg 0.7、1.15、1.6铸造压力(增压)Mpa 141、90、62铸造面积 cm2 90、140、205最大铸造面积(40Mpa)cm2 362压射室法兰直径 mm 110160T-northern压射力(增压) kN 200冲头直径 mm 40/50/60射料量(铝) kg 0.84/1.3/1.89铸造压力 MPa 159/102/70最大铸造面积(40MPa)c㎡ 400压射位置 mm 0 -70 -140180T-northern压射力(增压) kN 220冲头直径 mm 50/60射料量(铝) kg 1.4/2铸造压力 MPa 121/77最大铸造面积(40MPa)c㎡ 450 压射位置 mm 0 -140压射法兰直径 mm 110260T-northern压射力(增压) kN 300冲头直径 mm 50/60/70射料量(铝) kg 1.6/2.4/3.2铸造压力 MPa 152/106/77最大铸造面积(40MPa)c㎡ 650 压射位置 mm 0 -160280T-IMPRESS哥林柱直径 mm 110压射力(增压) KN 315射料行程 mm 400锤头直径 mm 50、60、70射料量(铝) Kg 1.5、2.1、2.9铸造压力(增压)Mpa 160、112.5、82.6 铸造面积 cm2 170、245、335最大铸造面积(40Mpa)cm2 700压射室法兰直径 mm 101.6350T-CIMOS压射力(增压) KN 360射料行程 mm 480锤头直径 mm 60、70、80射料量(铝) Kg 2.5、3.4、4.5铸造压力(增压)Mpa 120、88、67 铸造面积 cm2 285、390、510最大铸造面积(40Mpa)cm2 875 压射室法兰直径 mm 101.6400T-northern压射力(增压) kN 400冲头直径 mm 60/70/80射料量(铝) kg 2.5/3.4/4.5铸造压力 MPa 141/104/79最大铸造面积(40MPa)c㎡ 1000 压射位置 mm 0 -100 -200压射法兰直径 mm 130500T-northern压射力(增压) kN 490冲头直径 mm 70/80/90射料量(铝) kg 3.6/4.7/6铸造压力 MPa 127/98/77最大铸造面积(40MPa)c㎡ 1250压射位置 mm 0 -110 -220压射法兰直径 mm 130630T-northern压射力(增压) kN 600冲头直径 mm 70/80/90射料量(铝) kg 5.4/7.1/9铸造压力 MPa 156/119/94最大铸造面积(40MPa)c㎡ 1575压射位置 mm 0 -125 -250压射法兰直径 mm 165700T-CIMOS压射力(增压) KN 610射料行程 mm 700锤头直径 mm 80、90、100射料量(铝) Kg 6.5、8.3、10铸造压力(增压)Mpa 121、95.5、77.5铸造面积 cm2 570、725、895最大铸造面积(40Mpa)cm2 1750 压射室法兰直径 mm 150800T-northern压射力(增压) kN 750冲头直径 mm 80/100/120射料量(铝) kg 6.6/10.4/15铸造压力 MPa 149/95/66最大铸造面积(40MPa)c㎡ 2000 压射位置 mm 0 -140 -280压射法兰直径 mm 1801100T-northern压射力(增压) kN 900冲头直径 mm 90-130射料量(铝) kg 10.5-22铸造压力 MPa 67-141压射位置 mm 0 -160 -320压射法兰直径 mm 2401250T-northern压射力(增压) kN 1050冲头直径 mm 100-140射料量(铝) kg 13.2-26铸造压力 MPa 68-133最大铸造面积(40MPa)c㎡ 3125 压射位置 mm 0 -160 -320压射法兰直径 mm 2401600T-northern压射力(增压) kN 1250冲头直径 mm 110-150射料量(铝) kg 17.2-32铸造压力 MPa 70-131压射位置 mm 0 -175 -350压射法兰直径 mm 2602000T-northern压射力(增压) kN 1500冲头直径 mm 130-175射料量(铝) kg 21.1-45铸造压力 MPa 62-132最大铸造面积(40MPa)c㎡ 5000 压射位置 mm 0 -175 -350压射法兰直径 mm 2602500T-IMPRESS压射力(增压) KN 1800射料行程 mm 1050锤头直径 mm 140-180射料量(铝) Kg 30-50铸造压力(增压)Mpa 124-75铸造面积 cm2 2000-3330压射室法兰直径 mm 2802800T-northern压射力(增压) kN 1800冲头直径 mm 130-200射料量(铝) kg 25.35-60铸造压力 MPa 57-135最大铸造面积(40MPa)c㎡ 7000 压射位置 mm 0 -180 -360压射法兰直径 mm 3003000T-IMPRESS压射力(增压) KN 2110射料行程 mm 1180锤头直径 mm 150-190射料量(铝) Kg 39-62铸造压力(增压)Mpa 119-73铸造面积 cm2 2520-4110压射室法兰直径 mm 280。
压铸参数计算范文
压铸参数计算范文压铸是一种常用的金属加工工艺,通过将熔融的金属注入模具中,并在模具中进行冷却固化,最终得到所需形状的金属制品。
在进行压铸过程中,需要对一些参数进行合理的计算和选择,以确保产品的质量和生产的效率。
本文将重点介绍压铸的参数计算方法。
1.压铸机的锁模力计算压铸机的锁模力是指在压铸过程中用于保持模具封闭的力量。
锁模力的大小直接影响着产品的尺寸精度和外观质量。
锁模力的计算公式如下:F=K*A其中,F为锁模力,K为系数,A为模具的投影面积。
系数K一般可以根据实际情况取值。
当模具结构复杂,浇注系统复杂时,一般取K=350-500。
当模具结构简单,浇注系统简单时,可以取K=100-150。
模具的投影面积A计算方法依据浇注系统的数量和间距而定。
如果浇注系统数量较多或间距较小,模具投影面积会增大,锁模力也会增大。
2.注射压力的计算注射压力是指金属熔融物质在进入模腔时所受到的压力。
注射压力的大小直接影响到金属的充型能力和充型速度。
注射压力的计算公式如下:P=F/A其中,P为注射压力,F为锁模力,A为模具的注射面积。
注射面积的计算方法根据模具的冷却系统不同而有所区别。
一般来说,注射面积等于模具投影面积减去冷却系统的面积。
3.充型重量的计算充型重量是指每次注射过程中进入模腔的金属量。
充型重量的计算公式如下:W=V*D其中,W为充型重量,V为模腔容积,D为金属的密度。
模腔容积的计算方法根据模具的形状不同而有所区别。
在模具设计时,一般应根据产品的设计要求计算出模腔的容积。
金属的密度根据不同的金属材料而有所差异。
在进行压铸前,需要明确所使用金属材料的密度。
4.注射速度的选择注射速度是指金属进入模腔的速度,它直接影响到产品的成型质量和生产效率。
注射速度的选择应综合考虑产品的尺寸、形状复杂程度、金属的充型能力等因素。
一般来说,注射速度应根据产品的具体要求进行选择。
对于较大尺寸、形状复杂的产品,注射速度应适当减缓,以防止金属充填不均匀而导致的缺陷。
压铸设备技术参数
亿晨压铸有限公司设备技术参数1示意图压铸机2序号制造商型 号始用日期台 数名 称压射室法兰直径模板尺寸模板尺寸模板中心到压射室中心距离哥林柱直径模具厚度模板尺寸哥林柱内距哥林柱内距锤头直径动模板定模板动模板定模板锤头跟出距离模板中心到压射室中心距离锤头行程哥林柱间距锁模行程模板尺寸3后处理辅助设备56789拉丝机4序号名 称制造商数量始用日期1三次元LK22005.042投影仪日本三产12002.053拉力试验机华谊12005.084布氏硬度计山东12003.042003.042003.05ZX-908DM-40测量范围、精度600X500X400 △=±2um 200X100 △=±2um 5000KGF (50KN ) 0.5级型号Slkascht PJ-3000抛光机15喷砂机拉丝机打磨线PS32F 2003.054条线2003.05悬挂抛丸机振光抛光机Z4120Rs-8001-ST FGL03132主要检测设备西湖湖北振新恒德浸渗设备待购钻孔5直读光谱仪德国12006.046卡尺成都402002.037气动测量仪广州62002.038色差仪9金像显微机待购10表面粗糙仪待购11探伤仪探伤仪50-300;0-200;△max =±0.04mm 0-50;0-80;△max =±0.05mmGHU032拉力试验机光谱仪待购浸渗工艺流程三次元KJI12IP546探伤仪7布氏硬度计金像显微机气动测量仪表面粗糙仪825。