铝合金压铸件需用压铸机合模力的计算
压铸公式汇总

1、估算锁模力AXP F =吨A :为含浇排系统在内的全铸件在分型面上的投影面积P :比压,根据压铸件强度要求等选择,一般选择50MPa ,例如:比压选择为50MPa ,2900cm A =时, 4505.0900===X AXP F 吨2、预选压铸机根据锁模力的计算,结合压铸件技术要求,如有耐压、强度要求等选择DCC500压铸机。
3、比压的核算根据液体力学原理可知,冲头压射力=射出缸推力S a P A P A P ⨯=⨯0即:压射比压X 冲头截面积=系统工作压力X 压铸机压射缸截面积上式说明冲头直径越小则压室截面积越小,所能获得的压射比压越大例如:22010785.01354785.0⨯⨯=⨯⨯P则:MPa cm kg P 84/8432≈=该压铸机在40mm 压室直径状态下可提供的最大比压为84MPa 大于50MPa ,说明上述比压选择合理可行。
4、充填率计算 %100⨯⨯⨯=⎰ρK P L A M 总 M 总:包括浇排系统在内的铸件总重量(一模多腔时,M 总=一个铸件的重量X 模腔数+浇排系统重量)A P :冲头截面积L K :空压射行程ρ:合金液密度例如:g M 330=总,冲头直径cm d 5=,空压射行程cm L K 34=,合金液密度3/5.2cm g =ρ则:%8.19%1005.2345.23302==⎰X X X X π(标准30%-70%)5、充填时间210009T t ⨯= (铝合金经验公式)(镁合金系数为5/1000)(锌合金系数为7/1000) T:铸件平均壁厚例如:铝合金压铸件平均壁厚为mm 2时, 则:S t 036.02100092=⨯= 6、内浇口截面积:M A t V g g =⨯⨯⨯ρM:铸件重量(内浇口之上含集渣包)g V :内浇口速度7、压铸机冲头速度:Q g =Q P (合金液通过任何截面的流量相等)Q g :内浇口处的流量Q P :锤头处的流量(入料筒处流量)P P g g V A V P ⨯=⨯例:P V ⨯⨯=⨯250785.05.353.60s m V P /1.1= (此为最小冲头速度)8、模具套板边距S 计算边框长侧面受的总压力: N X X X X X H PL F 5000001050102001050336111===--; 边框短侧面受的总压力:N X X X X X H PL F 2500001050101001050336122===--; 套板边框厚度:66211222101001.042.0500000101001.08250000250000][4][8X X X X X X X X H L F H F F S ++=++=σσ mm m 77077.0==9、动模支承板厚度计算:动模支承板所受的总压力:N X X X PA F 450000010900105046===-;动模支承板厚度: []mm m X X X X X B FL K h W 94094.010906.025.0450000065.026====σ 10、导柱直径计算:A k d ⨯=。
压铸参数计算
压铸工艺参数的计算从持压终了至开模这段时间,根据铸件厚薄、复杂结构选择。
综合压铸过程的压铸工艺参数压力、速度、温度、时间选项择为:铸件壁厚、结构复杂,压力要大,留模时间要长;铸件壁薄、结构复杂,压射速度要快,模具温度要高;留模时间=产品壁厚X产品壁厚A、填充时间填充时间=0.01x产品壁厚x产品壁厚b、依据模具条件的高速速度高速速度=(产品+溢流重量)/压室截面积X填充时间X铝液密度C.依据机器能力的高速速度模具临界速度=550X√(浇口截面积)²X压射缸截面积XACC压力X10/(压室截面积)³(注:只考虑模具的浇口抵抗,充填抵抗时的实打速度)d.确认浇口速度浇口速度=压室截面积/浇口截面积X高速速度(一般为40-60m/s)例题:产品壁厚:3mm,产品+溢流重量:510g,压室截面积:19.63cm²,浇口截面积:1.04cm²,铝液密度:2.6g/cm³,ACC压力:14MPa,压射缸截面积:(π/4)×112=95cm²。
a.填充时间=0.01×3×3=0.063sb.高速速度=(510/19.63×0.063×2.6)=1.59m/sc.模具临界速度=550X√(1.04)²×95×14×19/(19.63)³=7.58m/sd.浇口速度=(19.63/1.04)X1.59=30.01m/s(3)快慢速度转换行程对于铝、镁合金来说,各个压射阶段的切换点尤为重要,比如低速在什么时候转入高速,高速什么时候转为增压等,直接影响到产品的表面和内部质量。
转换行程=空打行程-(产品+溢流重量/压室截面积X熔液密度)-余料厚度-1cm(一般考虑到行程开关的反应时间,转换行程可以延长1cm)例题:产品+溢流重量:510g,压室截面积:19.63 cm²,空打行程:368mm,余料厚度:23mm,铝液密度:2.6g/cm³转换行程=36.8-(510/19.63X2.6)-2.3-1=235mm二、压力参数(1)铸造压力铸造压力是获得铸件组织致密和轮廓的主要因素,又是压铸区别于其他铸造方法的主要特征.其大小取决于压铸机的结构及功率。
压铸常用计算公式

压铸常用计算公式1.单位换算:1Mpa=10bar=10kgf/cm²=145psi=1N/mm²1Mpa=1000000pa 1T=9.8KN2.压射力(打料压力):压射液压缸内工作液推动压射活塞移动的力.P压=1/4∏D²(∏R²)P'(D为液压缸的直径,P'为液压缸的油压压力,已可以是增压压力表的压力)3.比压:压室内金属液单位面积上所受的压力.P比=4P压/∏d²(d为冲头的直径)P比×冲头的截面积S1=打料的压力P1×打料油缸的截面积S2或P比×冲头直径的平方d²=打料的压力P1×打料油缸直径的平方D².4.锁模力:F=(产品的总投影面积)S×(产品所需比压)P×(安全系数)1.25.注:比压单位选择Mpa(N/mm²),面积单位选择mm²时,得出结果单位为N,结果除以1000为KN,除以10000为T.5.压室充满度K=浇注铝料的体积V1÷压室的体积V2×100%V1=浇注铝料的质量m÷铝料的密度ρV2=∏R²(压室半径的平方)×L(压室的长度)正常范围30~70%.6.内浇口的截面积S=填充质量m÷(铝料的密度ρ×填充的速度u×填充的时间T)或内浇口的截面积S=(3~5)×填充质量的平方根. 填充质量不包括浇道的质量.7.高速行程L=填充质量m÷(铝料的密度ρ×冲头的截面积S).质量的单位:g.冲头截面积的单位:cm². L的单位:mm. 铝料的密度值取0.264. 高速起点=高速行程+料柄厚度+模鼻的厚度.日本资料:高速起点=高速行程L1+电气液压延迟L2(10mm)+升压所需距离L3(15~25mm)+料柄厚度L4(20~25mm,冲头直径为Φ60~70mm时)8.内浇口的填充速度: 内浇口的填充速度U1×内浇口的截面积S1=冲头的运动速度U2×冲头的截面积S2. 单位:m/S. 9.填充时间:填充时间T=填充金属的体积V÷(内浇口的截面积S×填充速度U)单位:s、m³、m²、m/s . (填充时间≈(平均壁厚)²×(Al:0.01,Mg:0.005)或者(平均壁厚)²×(0.01~0.028)10.二快压射速度(m/s); U=4V/∏d²T V为型腔的容积(m³)d为压射冲头的直径(m),T为填充时间(S).11.内浇口凝固时间:铝:0.01×2×(内浇口平均壁厚)². 镁:0.005×1.5×(内浇口平均壁厚)².12.浇注系统的投影面积:取产品投影面积的15~30%.排溢系统的投影面积:取品投影面积的10~20%.13.冲头的截面积与内浇口的截面积之比是14~17倍,通常取15倍.(2009-5-14加)14.铸造压力P=P0×I×(A2/A1) 单位:MpaP0:充油油压 I:增压比 A2:射出油缸截面积 A1:冲头截面积.例:P=13.8×2.16×(113.1/38.48).15.单条横浇道的截面积取内浇口截面积的(3~5)倍.16.渣包入料口的截面积取内浇口截面积的(70~100)%.令狐昌顺 2009-7-29。
铝压铸模具的成本计算公式

铝压铸模具的成本计算公式铝压铸模具是用于铝合金压铸生产的工具,它的质量和精度直接影响产品的质量和生产效率。
因此,了解铝压铸模具的成本计算公式对于厂家来说非常重要。
本文将介绍铝压铸模具的成本计算公式,并对其中的各个因素进行详细解析。
铝压铸模具的成本主要由以下几个方面构成,材料成本、加工成本、人工成本、管理成本和利润。
下面我们将对这些成本进行详细分析。
1. 材料成本。
铝压铸模具的材料一般为优质的工具钢或合金钢,其价格相对较高。
材料成本的计算公式为:材料成本 = 模具重量×材料密度×材料价格。
其中,模具重量可以通过CAD软件进行计算,材料密度和价格可以通过市场调研得到。
需要注意的是,模具的设计和加工方式也会影响材料的利用率,从而影响材料成本。
2. 加工成本。
铝压铸模具的加工成本主要包括机加工、热处理和表面处理等费用。
加工成本的计算公式为:加工成本 = 机加工费用 + 热处理费用 + 表面处理费用。
其中,机加工费用可以根据模具的复杂程度和加工工艺进行计算,热处理费用和表面处理费用可以根据实际情况进行估算。
3. 人工成本。
铝压铸模具的制造过程需要大量的人工操作,包括设计、加工、组装和调试等环节。
人工成本的计算公式为:人工成本 = 设计人工费用 + 加工人工费用 + 组装人工费用 + 调试人工费用。
其中,设计人工费用可以根据设计师的工作量和技术水平进行估算,加工人工费用可以根据加工工艺和操作人员的工资标准进行计算,组装人工费用和调试人工费用可以根据实际情况进行估算。
4. 管理成本。
铝压铸模具的制造过程需要进行生产计划、材料采购、质量控制、成本核算等管理工作,这些管理工作所需的费用也需要计入成本。
管理成本的计算公式为:管理成本 = 生产计划费用 + 材料采购费用 + 质量控制费用 + 成本核算费用。
其中,生产计划费用可以根据生产计划的复杂程度进行估算,材料采购费用可以根据采购量和运输费用进行计算,质量控制费用和成本核算费用可以根据实际情况进行估算。
压铸模锁模力等重要参数计算公式
0.040-0.06
水口(3D)
200000
540
1.5 0.014-0.020 5 0.048-0.072
渣包(3D)
32000
86
1.8 0.020-0.025 6 0.056-0.084
产品(3D)
14656
40
2 0.018-0.026 7 0.066-0.100
固相密度(g/㎝3)
2.7
产品Байду номын сангаас厚(mm)
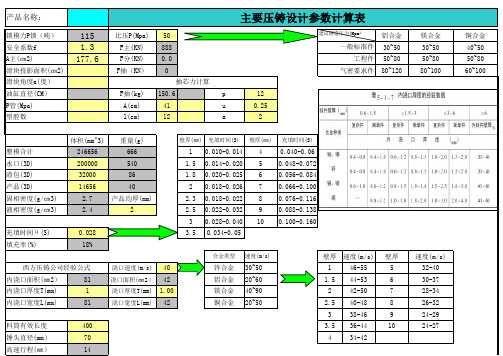
主要压铸设计参数计算表
建议铸造压力(Mpa)
一般标准件 工程件
气密要求件
铝合金 30~50 50~80 80~120
12 0.25
2
镁合金 30~50 50~80 80~100
体积(mm^3) 重量(g)
壁厚(㎜) 充填时间(S) 壁厚(㎜) 充填时间(S)
整模合计
246656
666
1 0.010-0.014 4
西方压铸公司经验公式
浇口速度(m/s) 40
锌合金 30~50
1
46-55
内浇口面积(㎜2)
81
浇口面积(㎜2) 42
铝合金 20~60
1.5 44-53
内浇口厚度T(mm)
1
浇口厚度T(mm) 1.00
镁合金 40~90
2
42-50
内浇口宽度L(mm)
81
浇口宽度L(mm) 42
铜合金 20~50
0.43
备注:表中黄色
为手动输入;红
2.5 40-48
3
38-46
料筒有效长度
400
3.5 36-44
锤头直径(mm)
压铸件加工费计算方法
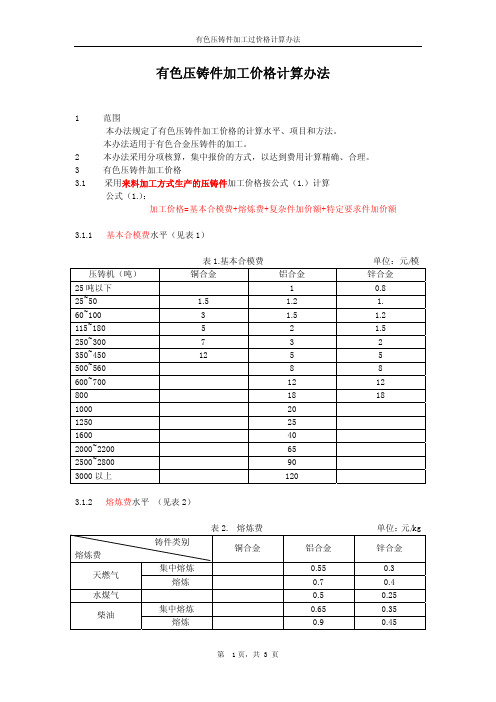
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:元/模压铸机(吨)铜合金铝合金锌合金0.825吨以下 125~50 1.5 1.2 1.60~100 3 1.5 1.21.52115~180 523250~300 75 5350~450 1288500~5601212600~70018 800182010002512504016002000~2200 652500~2800 903000以上 1203.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg电炉0.6焦碳1元/kg0.60.43.1.3复杂件加价水平(见表3)表3. 复杂件加价额项目加价规定(1)压铸件模具结构用斜销滑块的压铸件规格 180T以下250~700T 800以上斜销滑块加价0.4元/块 0.6~1元/块2元/块(2)压铸件模具结构用液压抽芯的液压缸规格≤2T >2~≤5T>5~≤10T ≤10T 液压抽芯加价0.6元/只0.8~1元/只 1.2~1.5元/只2元(3)压铸件需安放嵌件的安嵌件只数,每只安放费加收0.5元(增加了工序,降低了生产效率)(4)形状复杂并难以成形视情况可加收10~50%的复杂费(以基本合模费为计算依据)(增加了模具成本、生产难度、质量控制难度、模具故障率升高,生产效率降低)3.1.4 特定要求件加价水平(见表4)表4. 特定要求件加价额项目加价规定耐压件、受力件、装饰性表面等特定要求单项加收复杂费10~30%(以基本合模费为计算依据)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按 3.1.1、3.1.2、3.1.3、3.1.4 执行。
铝合金压铸件需用压铸机合模力的计算
Fz=S×P
铸造力的选用:
250T以下的小件、无气孔要求的P=70 Mp,有气孔要求的P=80 Mp=800 Kg/cm2;
350T以上的大件、无气孔要求的P=80 Mp,有气孔要求的P=100 Mp 。
= ★~最大(13。077~8。369) K N/cm2
= ★~最大(130.77~83)MPa
3。压铸模的内浇口截面积计算公式:
压铸模的内浇口截面积计算公式,一般都是按流量公式来计算,内浇口截面积 =充填的体积÷内浇口的速度÷充填时间,计算的公式是:
S内=W/(V内×T)
或S内=G充/(V内ρT充);其中W=G充/ρ
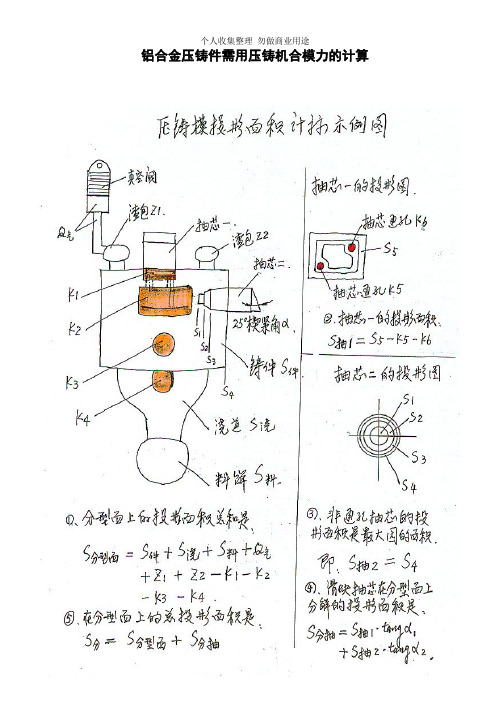
抽芯机构滑块后的楔紧斜面(含动、定模合拢楔紧斜面)与合模方向的夹角为α(一般 α=25°),楔紧斜面在合模方向的分力为
Fx=Sx×P×tanα
其中Sx是抽芯的型腔部分在抽出方向的投影面积;合模方向的胀型力的总和,设为F0(kg),于是
F0= Fz+Fx
选择的压铸机的锁模力,设为F(kg);同时考虑实际压铸时因为产品的铸造缺陷,压力和速度都有加大的可能;要加上安全系数k,一般取K =1。2±0.1,测算时,选择压铸机的锁模力F应大于胀型力F0,即
F=(1.2~1。6)S件
其中S件— 只是压铸件的投影面积cm2。有抽芯时,压铸件需要压铸机吨位大小最简单的估算方法是:
F=(1。2~1。6)(S分型面+S抽芯/2)
式中单位:F—合模力的单位是吨,S—投影面积的单位是cm2 。
2、压铸机的压射比压(铸造力)PY
了解“压铸机使用说明书”中给出的的压射力FY,它有一个最小到最大的一个范围。选定模具的浇口套直径(等压铸机的压射室直径、也等于冲头直径,其半径为R冲),压铸机的压射比压PY计算公式为:
如何对压铸件进行报价

如何对压铸件进行报价前言• 报价对于压铸企业来讲,是必须的工作。
• 如何报价是必须掌握的技能。
• 目前暂无行业标准,所以报价方式较为混乱。
• 具体报价需要参考行业的水准和企业自身的水准进行。
说明• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
方式一:按照作坊价:25元/公斤。
方式二:按照工序:压铸件材料价格+合模费+去毛刺+机加费+表面处理+管理费+税点+利润(相关行情数据参照经验)方式三:能够根据自己公司长期的数据,成本核算,得出每步工序的价格。
压铸件加工方式• 来料加工加工价格 = 合模费 *(1+管理费率)*(1+税费率)*(1+利润率)• 包工包料加工价格=(压铸件材料价格+合模费+去毛刺+机加费+表面处理)*(1+管理费率)*(1+税费率)*(1+利润率)合模费 =(产品合模费+ 熔炼费+复杂件加价额+特定要求件加价额)一、压铸件材料费• 压铸件材料价格=材料单价×材料耗用定额。
压铸件材料费—材料单价• 自配合金• 购买标准的合金锭单价(基准价+加工费)材料类型型号基准价加工费ADC12铝合金SMM中A00铝1500A3803#SMM中0#锌900锌合金5#SMM中0#锌1400材料单价按订货时合金锭价格。
压铸件材料费—材料耗用定额• 材料耗用定额=压铸件净重+浇铸系统重量×损耗率。
• 浇注系统重量包含:料饼、流道、产品、渣包、排气。
浇铸系统重量:为压铸件净重的1.2~1.8(视工件情况而定)。
为方便计算,我们默认采用1.5倍。
损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
压铸件材料费—案例• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
第一步:材料单价A00 铝今日均价10280元/吨ADC12铝合金 单价= 10280+1500=11780元/吨第二步:材料耗用定额产品净重2210g浇注系统为压铸件净重的40%铝合金损耗率按照5%材料耗用定额=2210 + 2210*1.4*5%=2210+154.7=2364.7g如何对压铸件进行报价二、综合合模费综合合模费包含以下部分:1. 设备合模费——根据压铸机品牌和吨位,每模费用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
= ★~最大(130.77~83)MPa
3.压铸模的内浇口截面积计算公式:
压铸模的内浇口截面积计算公式,一般都是按流量公式来计算,内浇口截面积 =充填的体积÷内浇口的速度÷充填时间,计算的公式是:
S内=W/(V内×T)
或S内=G充/(V内ρT充);其中W=G充/ρ
抽芯机构滑块后的楔紧斜面(含动、定模合拢楔紧斜面)与合模方向的夹角为α(一般 α=25°),楔紧斜面在合模方向的分力为
Fx=Sx×P×tanα
其中Sx是抽芯的型腔部分在抽出方向的投影面积;合模方向的胀型力的总和,设为F0(kg),于是
F0= Fz+Fx
选择的压铸机的锁模力,设为F(kg);同时考虑实际压铸时因为产品的铸造缺陷,压力和速度都有加大的可能;要加上安全系数k,一般取K =1.2±0.1,测算时,选择压铸机的锁模力F应大于胀型力F0,即
PY=(最小FY~最大FY)/πR冲2
选定的PY值,要在计算出的PY值中间部位的2/3范围(或最大值的80%)以内。这样,为压铸时的实际工艺调试留出了部分的可靠系数。
例如:宇部800T ,只介绍压射力最大是657KN,冲头可选Φ80~100,选R冲=40~50mm,压射比压为:
PY=(最小FY~最大657)/3.14 * (42~52)
公式中:S内— 内浇口截面积,cm2;W—为经过内浇口充填的体积,cm3;V内—为经过内浇口充填的速度,4000cmБайду номын сангаасs;T—充填时间,0.030s;G—铸件等充填重量,g ;ρ—合金液体的密度,g/cm3,铝合金是2.55,锌合金是6.2,镁合金是1.6,黄铜合金是7.6。
4. 本人总结的内浇口厚度的经验计算公式如下:
铝合金压铸件需用压铸机合模力的计算
1、压铸机锁模力大小的计算
压铸件的外形尺寸是选定压铸机锁模力的主要依据。根据压铸件在分型面上的最大投影面积和压射比压来计算所需压铸机的锁模力(合模力)。为任何一种压铸件选择机器,都要把它作为第一依据。
测算模具分型面上的金属投影面积,设为S(cm2),通常包括压铸件(按型腔数)、浇道系统、溢流系统和压室直径等4个部分的面积的总和(当有真空抽气道时再加上排气道的面积)。
一般根据压铸件的技术要求,先设定选用增压时的压射比压(即铸造力),设为P(MPa);计算模具分型面上金属投影的胀型力,设为Fz(kg),则:
Fz=S×P
铸造力的选用:
250T以下的小件、无气孔要求的P=70 Mp,有气孔要求的P=80 Mp=800 Kg/cm2;
350T以上的大件、无气孔要求的P=80 Mp,有气孔要求的P=100 Mp 。
F=(1.2~1.6)S件
其中S件— 只是压铸件的投影面积cm2。有抽芯时,压铸件需要压铸机吨位大小最简单的估算方法是:
F=(1.2~1.6)(S分型面+S抽芯/2)
式中单位:F—合模力的单位是吨,S—投影面积的单位是cm2 。
2、压铸机的压射比压(铸造力)PY
了解“压铸机使用说明书”中给出的的压射力FY,它有一个最小到最大的一个范围。选定模具的浇口套直径(等压铸机的压射室直径、也等于冲头直径,其半径为R冲),压铸机的压射比压PY计算公式为:
F ≥ K * F0=K(S×P+Sx×P×tanα)
以上计算的要素和顺序归纳如下:
SF
Fz=S×PY
P F0= Fz+ Fx
SxF ≥ K×F0
Fx=tanα×Sx×PYK =1.2±0.1
α
业务开发人员,把浇注、溢流排气系统所占有的面积按铸件投影面积一样大小来估算,压力按60~80MPa来估算,估算压铸机吨位的简单计算方法是:
h内= 0.5 +(0.28~0.45)H件
H件—铸件平均厚度,mm。h内—内浇口厚度,mm;对于有气孔要求的铸件,选上限;对于有表面要求的铸件选下限;一般铸件选中间厚度尺寸。