压铸机吨位的选用方法
压铸机的选型计算和使用维护
目录
tent
01 压铸机的选型计算
02 压铸机的使用维护
01 压铸机的选型计算
选型前的技术测算工作
选型的原始要素包括压铸件的图样、实物、合金种类、最大外廓尺寸(长×宽×高)、净重、平均 壁厚、最大壁厚、最小壁厚、需要抽芯的方向及个数、需要抽芯的最大长度以及特殊结构。 压铸 件的使用条件和技术要求(包括后续加工工序)。 生产大纲 需求量(月度、季度或年度)、压 铸生产的工作制度。 (1) 初定压铸机的锁模力 测算模具分型面上的金属投影面积,设为A(mm2),通常包括压铸件(按型腔数)、浇道系统、 溢流系统和压室直径等4个部分的面积的总和(当有真空抽气道时应另加)。根据压铸件的技术 要求选用增压比压,设为pz(MPa);模具分型面上金属投影的胀型力,设为F1(kN), 则 F1 = A × pz 动、定模合拢楔紧斜面(含抽芯机构)在合模方向的分力的总和,设为F2(kN);合模方向的胀 型力的总和,设为F0(kN),于是 F0 = F1 + F2 选择的压铸机的锁模力,设为F(kN),同时考虑安全系数k(一般取0.85~0.95),测算时,选 择压铸机的锁模力F应大于胀型力F0,即 F > F0 / k
(1) 机器一次空循环时间 压铸机按机动顺序所作的每一个空循环所需的时间称为一次空循环时间。 对于热室压铸机,包括: 合模、压射、压射回程、开模、顶出和顶出返回诸动作所用的时间的总和,是为一次空循环时 间。 对于立式冷室压铸机,包括:合模、压射、压射回程、下冲头切料并举料、下冲头返回、开模、 顶出和顶出返回诸动作所用的时间的总和,是为一次空循环时间。 对于卧式冷室压铸机,包括: 合模、压射、开模、冲头跟出、压射回程、顶出和顶出返回诸动作所用的时间的总和,是为一次 空循环时间。 对于全立式冷室压铸机,包括:合模、压射、开模、冲头上举、压射回程、顶出和顶出回程诸动 作所用的时间的总和,是为一次空循环时间。
压铸机的选用
压铸机的选用一、压铸机的选用步骤1)根据铸件的技术要求、使用条件和压铸工艺规范核算压铸机的技术参数及工艺性,初选合适机型。
2)根据初步构想的压铸型(模)技术参数和工艺要求核算出压铸工艺参数及压铸型(模)外形尺寸,选用合适机型。
3)评定压铸机的工作性能和经济效果,包括成品率、合格率、生产率及运转的稳定性、可靠性、和安全性等。
二、压铸机的选用方法1)在实际生产中,选择压铸机主要根据压铸合金的种类、铸件的轮廓尺寸和重量确定采用热室或冷室压铸机。
对于锌合金铸件和小型的镁合金铸件通常选用热室压铸机。
对于铝合金、铜合金铸件和大型的镁合金铸件选用冷室压铸机为主。
立式冷室压铸机适合于形状为中心辐射状和圆筒形的、同时又具备开设中心浇道条件的铸件。
2)根据压铸件的材料、轮廓尺寸、平均壁厚、净重来选择压铸机型号规格。
可通过计算来求得锁型(模)力的大小值、每次浇注量、压射室充满度等实际工艺参数作为选取机型的依据。
3)压铸型(模)大小应与压铸机上安装型(模)具的相应尺寸相匹配,其主要尺寸为压铸型(模)的厚度和型(模)具分型面之间的距离。
必须满足压铸机基本参数的要求:①压铸型(模)厚度H 设不得小于机器说明书所给定的最小型(模)具厚度,也不得大于所给定的最大型(模)具厚度,H设应满足如下条件Hmin+10mm≤ H 设≤ Hmax-10mm式中H 设―所设计的型(模)具厚度(mm);Hmin―压铸件所给定的型(模)具最小厚度,即“模薄”(mm);Hmax―压铸机所给定的型(模)具最大厚度,即“模厚”(mm)。
②压铸机开型(模)后,应使压铸机动型(模)座板行程(L)即压铸型(模)具分型面之间的距离大于或等于能取出铸件的最小距离。
L≥L 取如图1所示为推杆推出的压铸型(模)取出铸件的最小距离。
L取≥L 芯+L 件+K式中,K 一般取10mm。
三、压铸机选用方法举例例已知一盒形铸件,如图2所示。
下面以力劲机械厂有限公司生产的卧式冷室压铸机机型技术参数为依据进行选型分析。
压铸机吨位的选用(严选内容)
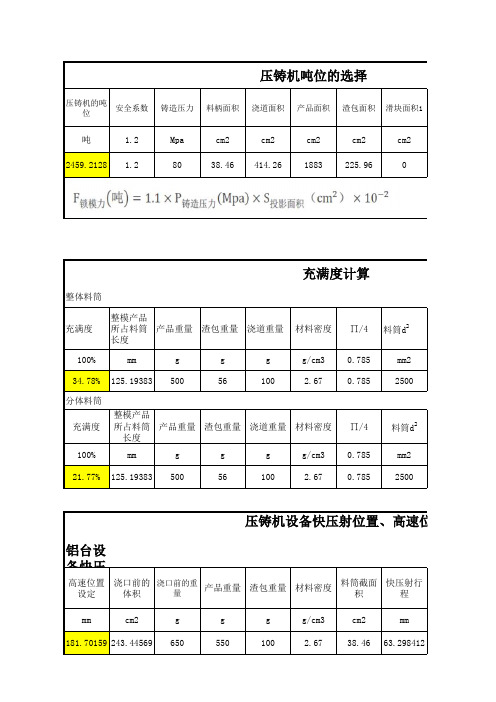
压铸机吨位的选用在压铸产品报价初期和压铸模具设计时均涉及到压铸机吨位的选择,吨位的选用依据下面三个步骤:一,校验锁模力a.总投影面积A=铸件投影面积A1+浇道面积A2(0.15~0.3A1)+排溢系统A3(0.1~0.2A1)+料柄面积A4(3.14xdxd d为料室直径,亦既为冲头直径)b.胀型力F1=总投影面积Ax压射比压(MPa) 所谓压射比压即为单位面积上所承受的压力,根据经验:一般件30~50 承载件50~80 耐气密件80~100c.锁模力F2=胀型力F1/K K为保险系数:0.85初选压铸机吨位二,校验充满度a.总重量=铸件重量+浇道重量+料柄重量+排溢系统重量各个部分的投影面积已有,算其深度,则知其体积b.充满度=总重量/浇铸量浇铸量为不同的压铸机使用不同的料室时的最大合金重量根据充满度值校验初选压铸机吨位,通常充满度在40%~75%之间三,校验模具尺寸a.对铸件进行简单的模具排位,知其模具尺寸b.根据模具尺寸校验所选压铸机的哥林柱内距是否合适最后确定使用压铸机的吨位合理选择压铸机的方法1:理论计算的锁模力一定要小于压铸机公称锁模力的大小2:理论计算压室容量应小于压铸机公称压室的容量3:理论计算的模具开模力和推件力应小于所选压铸机最大开模力和推件力4:模具的总厚度应大于压铸机最小合模距离5:压铸件最大开模距离应大于模具总厚度与产品高度总和6:模具安装在压铸机上的模板尺寸及孔位应与压铸机固定板尺寸及孔位位置相适应7:模具外形尺寸和伸出模体的外部机构的最大尺寸应不与压铸机拉杆相碰,不然会影响压铸机的正常运行和使用•如何选购压铸机?•压铸机的选择,通常依锁模力、射料量、铸造面积为依据。
一、确定压铸机的锁模力锁模力是选用压铸机时首先要确定的参数。
锁模力的作用主要是为了克服模腔内的涨型力,以锁紧模具的分型面,防止金属液飞溅,保证铸件的尺寸精度。
压铸机的锁模力计算如下:F=k×p×sF---计算锁模力k---安全系数p---压射比压s---投影面积安全系数K与铸件的复杂程度以及压铸工艺等因素有关,一般取1-1.3对于薄壁复杂铸件,由于采用较高的压射速度,压射比压和模具温度,使模具分型面受到较大的冲击,因此K应取较大值,反之取较小值。
如何选购压铸机
如何选购压铸机选购二手压铸机-压铸模温机压铸机的选择,通常依锁模力、射料量、铸造面积为依据。
一、确定压铸机的锁模力锁模力是选用压铸机时首先要确定的参数。
锁模力的作用主要是为了克服模腔内的涨型力,以锁紧模具的分型面,防止金属液飞溅,保证铸件的尺寸精度。
压铸机的锁模力计算如下:F=k×p×sF---计算锁模力k---安全系数p---压射比压s---投影面积安全系数K与铸件的复杂程度以及压铸工艺等因素有关,一般取1-1.3对于薄壁复杂铸件,由于采用较高的压射速度,压射比压和模具温度,使模具分型面受到较大的冲击,因此K应取较大值,反之取较小值。
二确定机器的射料量射料量是压铸机装置的一个重要参数。
它是选择压铸机时最常驻用的参数,以千克表示。
选择一台足够射料量的压铸机—不应选择射料量刚好等于压铸件毛坯重量的压铸机。
通常的选择是压铸毛坯的重量应占射料量的25%---85%为宜。
三确定零件投影面积投影面积是压铸件选机型的重要参数,这里所说的投影面积不仅仅是零件的面积,还包括垃圾位和水口的面积。
面积的估算一般用锁模力除以压铸时的压射比压求得。
对于已有的啤件、铸造面积的计算应分割成小的规则形状计算。
⑴、直径为d的圆面积的s计算:s=Лd2/4⑵、边长为a的正方形面积s的计算:s=a2⑶、长为a,宽为b的长方形面积s的计算:s=ab⑷、上底为a,下底为b,高h为的梯形面积s的计算:s=(a+b)h/2选购二手压铸机?怎样选购一台二手压铸机呢?我认为首先看牌子,就像名牌衣服一样只要不是冒牌货肯定用料也不会太差的,现在压铸机牌子多如牛毛令人花多眼乱,但真正称得名牌压铸机实际也只是几个,为什么名牌一定是好呢?因为名牌不是自已吹成的,是经过市场认可的,一个真正名牌形成要经过很长的市场考验。
另外名牌压铸机生产厂家资源和技术力量都很丰厚,加上名牌压铸机厂家加工硬件设备先进,这几点很重要,技术力量不够肯定是东抄西袭,这样产品组装出来的压铸机又会好得到哪里呢?实力雄厚厂家压铸机的零件大都采用数控设备生产,先进生产设备生产出来零件肯定精密度高的,精密度高的零件装配使用起来间隙配合会达到设计要求,这样磨损就不会严重使用寿命就会越长。
压铸机台吨位选择
56
100
2.67
0.785
2500
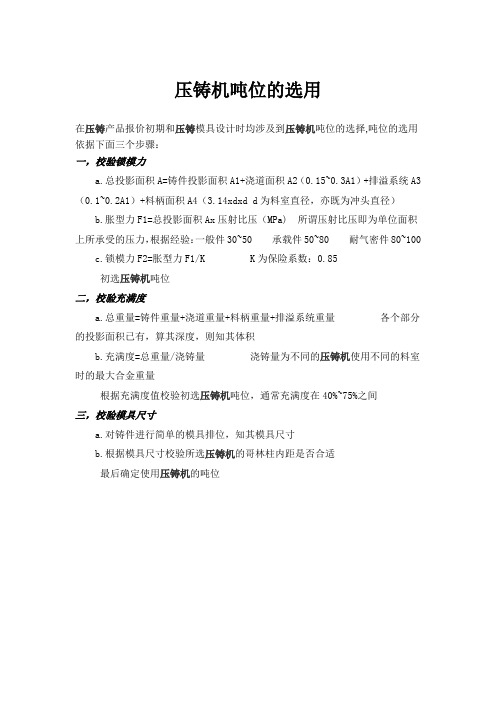
压铸机设备快压射位置、高速位置设定
铝台设 备快压
高速位置 设定
浇口前的 体积
浇口前的重 量
产品重量
渣包重量
材料密度
料筒截面 积
快压射行 程
mm
cm2
g
g
g
g/cm3
cm2
mm
181.70159 243.44569 650
550
100
2.67
38.46 63.298412
100%
mm
g
g
g
g/cm3
34.78% 125.19383 500
56
100
2.67
分体料筒 充满度
整模产品 所占料筒 产品重量 渣包重量 浇道重量 材料密度
长度
100%
mm
g
g
g
g/cm3
∏/4 料筒d2
0.785 0.785
mm2 2500
∏/4
料筒d2
0.785
mm2
21.77% 125.19383 500
增压位置 设定
浇口前的 体积
带浇口渣包 的产品体积
产品重量
渣包重量
浇口重量
材料密度
料筒截面 积
mm
cm2
cm2
g
g
g
g/cm3
cm2
485.26178 243.44569 318.35206 550
100
200
2.67
38.46
熔融金属从开始进入型腔到充满所需的 时间
充填时间 α 产品壁厚 产品壁厚
40
面积设定
压铸机的机型及选择方法
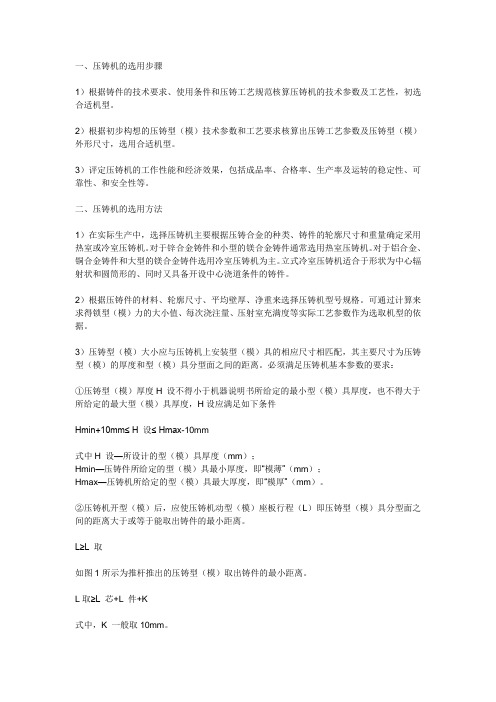
压铸机的机型及选择方法压力铸造作为一种尺寸精度好、生产效率高的铸造方式,被广泛应用于汽车、摩托车、五金、玩具、电工、电子等行业的有色金属生产,并呈现出强劲的上升趋势。
压铸机的选用是压铸生产的一个重要环节,对后续生产的产品质量、生产效率、产品成本、生产管理等有着非常重要的影响,以下就如何选用压铸机简要介绍。
1、根据产品的特点选择压铸机类型1.1压铸机的分类:压铸机通常按其压室的工作状态分为热室压铸机和冷室压铸机,热室压铸机的压室浸在保温坩埚内的液态金属中,压射机构安装在保温坩埚的上方;冷室压铸机的机身与保温炉是分开的,压铸时从保温炉中取出金属液注入模腔后进行压铸。
冷室压铸机按其压室与压射机构的位置区分,将压室和压射位置处于水平位置的称为卧式冷室压铸机,将压室和压射机构处于垂直位置的称为立式压铸机,立式压铸机中垂直压射并垂直方向开模的称为全立式压铸机。
1.2热室压铸机的特点热室压铸机结构简单,操作方便,易于实现自动化生产;不需要浇铸程序,工序简单,生产效率高;热损失少,金属损耗少;金属液始终在密闭通道中,氧化夹杂物不易卷入,进入型腔的金属液干净,铸件质量好;压射比压小,压射过程中没有增压段;压室、冲头、鹅颈管、喷嘴等热作件寿命短,更换不方便。
目前的压铸生产中,热室机通常压铸生产锌、锡、铅等低熔点合金和小型、薄壁镁合金压铸件,多数合模力小于160T,大于400T的很少。
而镁合金由于其成型特点,采用热室、冷室生产都有,生产镁合金的热室机,合模力通常小于650T。
1.3卧式冷室压铸机的特点:冷室压铸机规格型号全面,对产品尺寸及合金种类的适应范围广,生产操作简便,生产效率高,可与自动化周边设备联机实现自动化生产,压射行程的分段控制、调节容易实现,对不同要求的压铸件工艺的满足性好。
缺点是压射过程金属液热量损失大,金属液与空气接触,容易卷入氧化夹杂物及空气,对高致密度或要求热处理的产品须采取特殊的工艺。
目前卧式冷室压铸机主要用于铝、镁、铜等有色合金的生产,黑色金属的压铸应用极少。
压铸机吨位的选用
压铸机吨位的选用在压铸产品报价初期和压铸模具设计时均涉及到压铸机吨位的选择,吨位的选用依据下面三个步骤:一,校验锁模力a.总投影面积A=铸件投影面积A1+浇道面积A2(0.15~0.3A1)+排溢系统A3(0.1~0.2A1)+料柄面积A4(3.14xdxd d为料室直径,亦既为冲头直径)b.胀型力F1=总投影面积Ax压射比压(MPa) 所谓压射比压即为单位面积上所承受的压力,根据经验:一般件30~50 承载件50~80 耐气密件80~100c.锁模力F2=胀型力F1/K K为保险系数:0.85初选压铸机吨位二,校验充满度a.总重量=铸件重量+浇道重量+料柄重量+排溢系统重量各个部分的投影面积已有,算其深度,则知其体积b.充满度=总重量/浇铸量浇铸量为不同的压铸机使用不同的料室时的最大合金重量根据充满度值校验初选压铸机吨位,通常充满度在40%~75%之间三,校验模具尺寸a.对铸件进行简单的模具排位,知其模具尺寸b.根据模具尺寸校验所选压铸机的哥林柱内距是否合适最后确定使用压铸机的吨位合理选择压铸机的方法1:理论计算的锁模力一定要小于压铸机公称锁模力的大小2:理论计算压室容量应小于压铸机公称压室的容量3:理论计算的模具开模力和推件力应小于所选压铸机最大开模力和推件力4:模具的总厚度应大于压铸机最小合模距离5:压铸件最大开模距离应大于模具总厚度与产品高度总和6:模具安装在压铸机上的模板尺寸及孔位应与压铸机固定板尺寸及孔位位置相适应7:模具外形尺寸和伸出模体的外部机构的最大尺寸应不与压铸机拉杆相碰,不然会影响压铸机的正常运行和使用•如何选购压铸机?•压铸机的选择,通常依锁模力、射料量、铸造面积为依据。
一、确定压铸机的锁模力锁模力是选用压铸机时首先要确定的参数。
锁模力的作用主要是为了克服模腔内的涨型力,以锁紧模具的分型面,防止金属液飞溅,保证铸件的尺寸精度。
压铸机的锁模力计算如下:F=k×p×sF---计算锁模力k---安全系数p---压射比压s---投影面积安全系数K与铸件的复杂程度以及压铸工艺等因素有关,一般取1-1.3对于薄壁复杂铸件,由于采用较高的压射速度,压射比压和模具温度,使模具分型面受到较大的冲击,因此K应取较大值,反之取较小值。
压铸机的选用 压铸工艺参数的设定和调节
一、压铸机的选用步骤1)根据铸件的技术要求、使用条件和压铸工艺规范核算压铸机的技术参数及工艺性,初选合适机型。
2)根据初步构想的压铸型(模)技术参数和工艺要求核算出压铸工艺参数及压铸型(模)外形尺寸,选用合适机型。
3)评定压铸机的工作性能和经济效果,包括成品率、合格率、生产率及运转的稳定性、可靠性、和安全性等。
二、压铸机的选用方法1)在实际生产中,选择压铸机主要根据压铸合金的种类、铸件的轮廓尺寸和重量确定采用热室或冷室压铸机。
对于锌合金铸件和小型的镁合金铸件通常选用热室压铸机。
对于铝合金、铜合金铸件和大型的镁合金铸件选用冷室压铸机为主。
立式冷室压铸机适合于形状为中心辐射状和圆筒形的、同时又具备开设中心浇道条件的铸件。
2)根据压铸件的材料、轮廓尺寸、平均壁厚、净重来选择压铸机型号规格。
可通过计算来求得锁型(模)力的大小值、每次浇注量、压射室充满度等实际工艺参数作为选取机型的依据。
3)压铸型(模)大小应与压铸机上安装型(模)具的相应尺寸相匹配,其主要尺寸为压铸型(模)的厚度和型(模)具分型面之间的距离。
必须满足压铸机基本参数的要求:①压铸型(模)厚度H 设不得小于机器说明书所给定的最小型(模)具厚度,也不得大于所给定的最大型(模)具厚度,H设应满足如下条件Hmin+10mm≤ H 设≤ Hmax-10mm式中H 设—所设计的型(模)具厚度(mm);Hmin—压铸件所给定的型(模)具最小厚度,即“模薄”(mm);Hmax—压铸机所给定的型(模)具最大厚度,即“模厚”(mm)。
②压铸机开型(模)后,应使压铸机动型(模)座板行程(L)即压铸型(模)具分型面之间的距离大于或等于能取出铸件的最小距离。
L≥L 取如图1所示为推杆推出的压铸型(模)取出铸件的最小距离。
L取≥L 芯+L 件+K式中,K 一般取10mm。
三、压铸机选用方法举例例已知一盒形铸件,如图2所示。
下面以力劲机械厂有限公司生产的卧式冷室压铸机机型技术参数为依据进行选型分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸机吨位的选用方法
在压铸产品报价初期和压铸模具设计时均涉及到压铸机吨位的选择,吨位的选用依据下面三个步骤:
一,校验锁模力
a.总投影面积A=铸件投影面积A1+浇道面积A2(0.15~0.3A1)+排溢系统A3(0.1~0.2A1)+料柄面积A4(3.14xdxd d为料室直径,亦既为冲头直径)
b.胀型力F1=总投影面积Ax压射比压(MPa) 所谓压射比压即为单位面积上所承受的压力,根据经验:一般件30~50 承载件50~80 耐气密件80~100
c.锁模力F2=胀型力F1/K K为保险系数:0.85
初选压铸机吨位
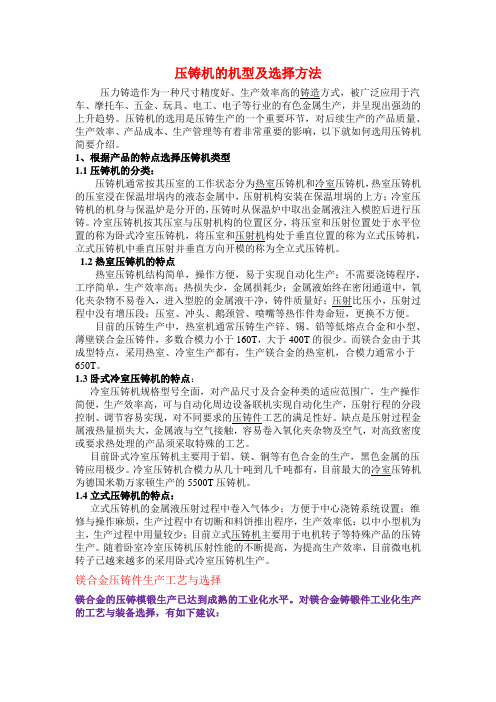
二,校验充满度
a.总重量=铸件重量+浇道重量+料柄重量+排溢系统重量各个部分的投影面积已有,算其深度,则知其体积
b.充满度=总重量/浇铸量浇铸量为不同的压铸机使用不同的料室时的最大合金重量
根据充满度值校验初选压铸机吨位,通常充满度在40%~75%之间
三,校验模具尺寸
a.对铸件进行简单的模具排位,知其模具尺寸
b.根据模具尺寸校验所选压铸机的哥林柱内距是否合适
最后确定使用压铸机的吨位。