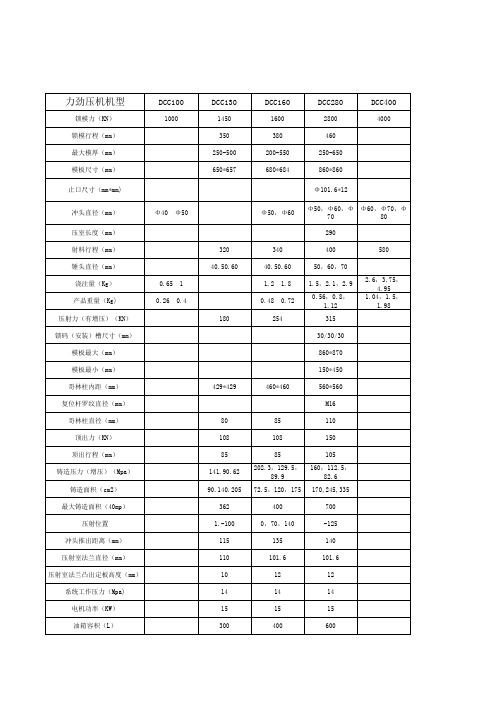
力劲压铸机参数
力劲压机参数
70,80,90 4.3,5.6,7.1
70,80,90 4.3,5.7,7.2, 8.7 1.8,2.46, 3.15 610 30/30/30 1200*1310 560*560
5.36,8.26,12 7.73,11.4,16 865 1075 50/50/35 1730*1740 880*880 1030*1030 1100*1100 M24 200 500 200 136,11091,76.5 73,090,510,951,305 2500 0,-300 300 240 20 16 45 1500 230 570 200 70-137 91-1785 3125 160,320 320 240 25 14 2*37 2500 1285 50/50/35 2010*2010 980*980 1180*1180 M24 250 570 250 73-137
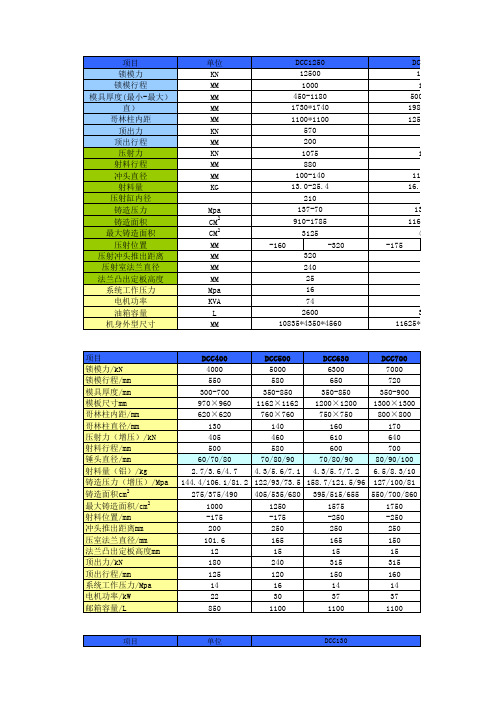
DCC400
4000
Φ 60,Φ 70,Φ 80
580
2.6,3.75, 4.95 1.04,1.5, 1.98
254
力劲压机参数
DCC500
5000 580 350-850 1162*1162
DCC630
6300 650 350-850 1200*1200 Φ 150*15 Φ 70,Φ 80,Φ 90 385 600
DCC1650
16000 1200 500-1400 2101*1960
DCC2000
20000C2500
25000 1500 750-1800 2350*2350 Φ 200*25 Φ 240*25 (160冲头)
DCC3000
30000 1500 800-2000 2620*2620
340 900 300 119-73 2520-4110 7500 -700 530 280 30 16 165 3200
280T力劲压铸机工艺参数设定和调节技能
•280T力劲压铸机工艺参数设定和调节技能•发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】•工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
压铸工艺参数的设定和调节
压铸工艺参数的设定和调节压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
一、卧式冷室压铸机主要工艺参数的设定和调节下面以力劲机械厂有限公司生产的DCC280 卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定。
1. 主要工艺参数的设定(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2s 以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2s 以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5s以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5s 以上。
(5)储能时间:一般在2s 左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
280T力劲压铸机工艺参数设定和调节技能
∙280T力劲压铸机工艺参数设定和调节技能∙发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】∙工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
280T力劲压铸机工艺参数的设定和调节技能
280T力劲压铸机工艺参数的设定和调节技能第四节工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷:而同一产品的同一缺陷有可能与多个参数有关:要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例:说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下;;1,射料时间;射料时间大小与铸件壁厚成正比:对于铸件质量较大、压射一速速度较慢且所需时间较长时:射料时间可适当加大:一般在2S以上。
射料二速冲头运动的时间等于填充时间。
;2,开型;模,时间;开型;模,时间一般在2S以上。
压铸件较厚比较薄的开型;模,时间较之要长:结构复杂的型;模,具比结构简单的型;模,具开型;模,时间较之要长。
调节开始时可以略为长一点时间:然后再缩短:注意机器工作程序为先开型;模,后再开安全门:以防止未完全冷却的铸件喷溅伤人。
;3,顶出延时时间;在保证产品充分凝固成型且不粘模的前提下:尽量减短顶出延时时间:一般在0.5S以上。
;4,顶回延时时间;在保证能顺利地取出铸件的前提下尽量减短顶回延时时间:一般在0.5S以上。
;5,储能时间;一般在2S左右:在设定时操作机器作自动循环运动:观察储能时间结束时:压力是否能达到设定值:在能达到设定压力值的前提下尽量减短储能时间。
;6,顶针次数;根据型;模,具要求来设定顶针次数。
;7,压力参数设定在保证机器能正常工作:铸件产品质量能合乎要求的前提下:尽量减小工作压力。
选择、设定压射比压时应考虑如下因素;1,压铸件结构特性决定压力参数的设定。
壁厚;薄壁件:压射比压可选高些~厚壁件:增压比压可选高些。
铸件几何形状复杂程度;形状复杂件:选择高的比压~形状简单件:比压低些。
工艺合理性;工艺合理性好:比压低些。
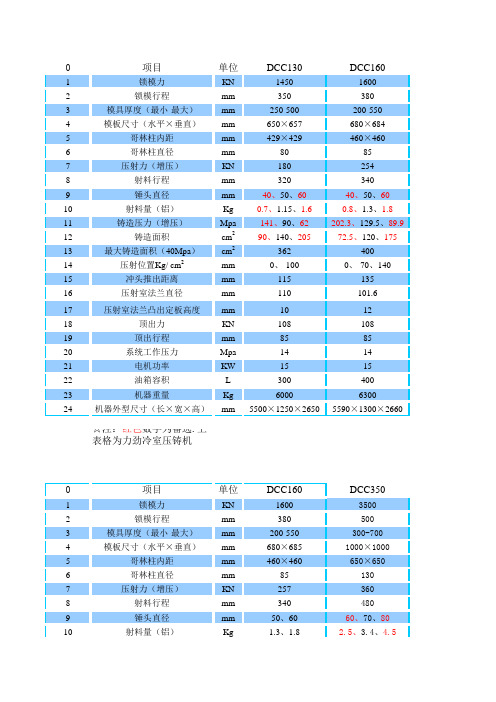
力劲压铸机参数
101.6
101.6
12
12
140
140
14
14
550
670
5970×1680×2605
6300×1785×2675
DCC3500 35000 1600
850-2000 2780*2780 1750*1750
900 300 2410 1400 160-200 52.7-82.4
120-77 2910-4540
DCC900
9000 800 360 190 400-1000 1460×1460 930×930 -250 760 775
100 11.2
98 912 2250 200 20 300 14 1400 9270×2530×3355
110 13.5
81 1103
315
160
350-900
1300×1300
800×800
-250
700
590
80
90
100
6.5
8.3
10
117
92
75
596
754
931
1750
165
15
250
14
1200
8460×2230×2945
8000
760
315
180
400-950
1400×1400
910×910
-250
760
680
80
8110×2150×2900
DCC630
DCC700
DCC800
DCC900
6300 650 315 150 350-850 1200×1200 750×750 -250 600 590
力劲冷室压铸机标准参数
132.8、104.9、85 13763、 0、11900、 5、911、 09756、.5
600、760、940
1305
2000
2500
-250
0、-300
297
300
200
240
DCC1250
12500 1000 450-1180 1730×1740 1100×1100 230 1075 880 100-140 13-25.4 70-137 910-1785 3125 -160、-320 320 240
DCC1600
16000 1200 500-1400 2010×1960 1180×1180 250 1285 930 110-150 17-32 73-137 1165-2190 4000 -175、-350 360 260
20 315 180 14 37 1200 39400 8660×2010×2780
8
射料行程
mm
320
340
9
锤头直径
mm
40、50、60
40、50、60
10
射料量(铝)
Kg
0.7、1.15、1.6
0.8、1.3、1.8
11
铸造压力(增压)
Mpa
141、90、62
202.3、129.5、89.9
12
铸造面积
cm2
90、140、205
72.5、120、175
13
最大铸造面积(40Mpa)
11
铸造压力
Mpa
130、90
120、88、67
12
铸造面积
cm2
120、175
285、390、510
13
280T力劲压铸机工艺参数的设定和调节技能
第四节工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目单位
锁模力KN
锁模行程MM
模具厚度
(最小-最大)
MM
模板尺寸
(水平×垂直)MM
哥林柱内
距
MM
顶出力KN
顶出行程MM
压射力KN
射料行程MM
冲头直径MM
射料量KG
铸造压力Mpa
铸造面积CM 2
最大铸造面积
CM
2
压射位置MM -160-320-175-350-175-350
-200压射冲头
推出距离MM
压射室法
兰直径MM
法兰凸出
定板高度MM
系统工作
压力
Mpa
电机功率KVA
油箱容量L
机身外型
尺寸
MM
DCC1250DCC1600DCC2000DCC2500DCC3000DCC3500DCC4000DCC4500入料筒
IMPRESS-II系列大型冷室压铸机技术参数
DCC1250DCC1600DCC2000DCC2500125001600020000250001000120014001500450-1180500-1400650-1600
800-1800
1730*17401980*19802150*21502350*23501100*11001250*12501350*13501500*150057057065075020025030030010751285150017008809309601050100-140110-150130-170140-18013.0-25.416.6-30.823.9-40.830.3-50.1137-70137-73113-66110-66910-17851165-21901769-30302270-3785312540005000625032036040045024026026028025253030161616167490110135260030003300
3700备注:我司保留权力作出任何技术数据修改而不另行通知。
机器尺寸不包括熔炉及控制电箱。
10835*4350*456011625*4570*462012760*4740*4750
13600*5030*5
网站地图|关于我们|联系我们|招贤纳士|留言反馈|友情链接|负责申明
-400
-250-450
-300-600
-300-600
-300-600
DCC3000DCC3500DCC4000DCC4500300003500040000450001500
1600180019000
800-2000
850-2000
900-2100
900-2200
502620*26202780*27802780*27803000*300000
1650*16501750*17501850*18501950*19509009001000100030030035040021102410241029801180140014001600150-190160-200160-200180-220.139.1-62.752.7-82.452.7-82.476.3-114.0119-73120-77120-77117-7885
2520-41102910-45403330-51903850-57707500
8750100001125053060060070028032032034030353535161616161652202202204600
4800
5100
5500
16500*5450*5390
17300*5570*5420
030*508014830*5290*5190
15800*5390*5290。