浓缩磷酸含水率的推算
湿法磷酸的浓缩

从蒸发室出来的气体中含有氟,首先用循环洗涤液进行洗涤回收其中的氟,得到12~18%H2SiF6氟硅酸,化学反应式为:
SiF4+2HF==H2SiF6
大量的水蒸汽用循环冷却水冷凝,返回循环水装置冷却降温后循环使用,不凝性气体用真空泵抽出排入大气中。
4 浓磷酸澄清
经过浓缩后浓度为44~46%的磷酸中含有8~10%的磷酸淤渣需进行澄清,澄清后的浓磷酸送重钙装置(一部分销售),淤渣从底部排出,送到富钙库房伴酸渣富钙,回收其中的P2O5。
蒸汽温度通过20吨锅炉附带除氧水调节加入蒸汽管道的水量进行控制。温度太高,会损坏石墨列管;温度太低,带水严重,同样会损坏石墨列管。
磷酸浓度通过调节稀酸加入量和进加热器蒸汽流量进行。磷酸浓度太低,不能满足商品磷酸要求,同时氟回收部份会产生大量硅胶,堵塞喷头及设备管道。磷酸浓度太高,会降低生产负荷,增加蒸汽消耗,同时加快酸加热器石墨列管的结垢速度,缩短运行同期。
2、间接加热蒸发 间接加热蒸发是加热蒸汽通过传热介质(如列管的管壁)向磷酸传热,由于磷酸浓缩时,随着P2O5浓度的提高,传热表面上淤渣结垢和设备管道服饰问题,影响传热性能和结构材料。广泛应用于磷酸浓缩的间接加热器有强制循环真空蒸发列管换热器。湿法磷酸采用蒸汽间接加热蒸发浓缩,磷酸的质量分数在0~76% P2O5时,其沸腾平衡气相中只存在水蒸气,
2、生产操作条件的选择
浓缩控制主要工艺指标为磷酸浓度、温度、蒸发室真空度、低压蒸汽压力和温度。磷酸浓度要求达到44~46%P2O5,温度为75~80℃,蒸发室真空度65~70Kpa Kpa(Abs) ,低压蒸汽压力为0.13~0.20MPa,温度为135~140℃ 。
蒸汽压力通过压力调节阀进行控制。蒸汽压力太高, 超过酸加热器石墨列管耐压值,会导致石墨管损坏。蒸汽压力太低,带水严重,同样会冲击石墨列管,使列管受到损坏。
烘干法含水率的计算公式

烘干法含水率的计算公式烘干法是测定含水率的一种常用方法,它的计算公式可重要啦!咱们先来说说什么是含水率。
含水率就是材料中水的质量占材料总质量的百分比。
比如说,一块湿泥巴,里面水的重量占整个泥巴重量的比例就是它的含水率。
那烘干法到底咋操作呢?就是把要测含水率的东西,比如土样,放到烘箱里,用一定的温度烘到恒重。
啥叫恒重?就是连着称几次,质量都不变啦,这时候就说明水分都跑光啦。
烘干法含水率的计算公式就是:含水率 = (湿土质量 - 干土质量)÷干土质量 × 100% 。
我给您举个例子啊,有一次我带着学生们在实验室做这个实验。
那场面,可热闹啦!有的同学手忙脚乱地称土样,有的同学盯着烘箱眼睛都不眨一下,就盼着快点烘好。
有个叫小明的同学,特别积极。
他小心翼翼地称好了一份湿土样,质量是 50 克。
然后放进烘箱,设定好温度,就开始焦急地等待。
等烘好拿出来再称,干土质量变成了 40 克。
这时候,我们就可以用公式来算啦。
(50 - 40)÷ 40 × 100% = 25% ,所以这个土样的含水率就是25% 。
小明特别兴奋,感觉自己像个小科学家似的。
其他同学也纷纷效仿,认真计算着自己的土样含水率。
在实际应用中,烘干法的这个计算公式用处可大了。
比如说在建筑工程里,要知道混凝土中骨料的含水率,才能调配出合适比例的混凝土,保证建筑的质量。
还有在农业生产中,了解土壤的含水率,就能更好地决定灌溉的水量和时间,让庄稼长得更好。
总之,烘干法含水率的计算公式虽然看起来简单,但是背后的意义和作用可不小。
咱们在学习和工作中,可别小瞧了它哟!希望通过我的讲解,您对烘干法含水率的计算公式有了更清楚的了解。
要是您在实际操作中遇到啥问题,别着急,多做几次,肯定能熟练掌握!。
磷酸技术经济指标核算办法

磷酸技术经济指标核算办法(修改稿)为了准确统计湿法磷酸产品,以及用于生产磷铵、氮磷钾复合肥、重钙、硝酸磷肥折100% P2O5产品产量,依照石油化学工业生产统计指标计算办法有关规定,新增磷酸技术经济指标核算办法。
本办法适用范围:以磷矿、硫酸为原料所生产的湿法磷酸产品。
一、产品产量核算产量计算为实物产品产量和折纯产品产量。
1、磷酸实物产品产量应按照化学工业出版社出版的磷肥和复合肥料生产分析规程第三章第六节萃取磷酸的分析办法进行检验合格,并办理入库手续的实物产品数量为准。
不合格产品不计算产量。
2、磷酸折纯产品产量以实物产品产量和实物产品质量为基础,折算为含100%P2O5产量计算上报。
即: 100% P2O5产量 = 各批[(或各班)合格产品实物量(t) 有效P2O5%]之和式中:各批量是指符合国家取样规定的吨位批量,以及该批所对应的有效P2O5百分含量。
二、产品质量指标核算质量指标包括:产品平均有效磷(以P2O5计)含量、合格率、等级品率等。
各批[ 产品实物量(t)×实际有效P2O5% ]之和1、有效磷含量(%)=———————————————————————×100%各批产品实物量(t)之和各批[ 产品实物量(t)×实际水溶性P2O5% ]之和2、水溶性磷含量(%)= —————————————————————————×100%各批产品实物量(t)之和各批合格产品产量(t)之和3、产品合格率(%)= ——————————————————————————×100%各批[合格产品产量(t)+不合格产品产量(t)]之和三、折纯产品(100% P2O5)单耗指标核算磷矿粉(30% P2O5)耗用总量(kg)1、磷矿粉(30% P2O5)单耗(kg/t)= ——————————————————×1000折100% P2O5产量(t)硫酸(100%H2SO4)耗用总量(kg)2、硫酸(100%H2SO4)单耗(kg/t)= ——————————————————×1000折100% P2O5产量(t)水(新鲜水)耗用总量(t)3、水单耗(新鲜水)(t/t)= ——————————————折100% P2O5产量(t)电耗用总量(kw.h)4、电单耗(kw.h/t)= ———————————————折100% P2O5产量(t)5、燃料单耗(包括油、煤、天然气)(kg 标煤/ t)燃料实物耗用总量(kg)×该实物低位热值/7000= —————————————————————————×1000折100% P2O5产量(t)6、蒸汽单耗(kg/t)蒸汽耗用总量(kg)蒸汽 =——————————————————————×1000折100% P2O5产量(t)+ 折100% N产量(t)备注:1、消耗总量的计算应按“先进先出”原则处理。
含水计算公式有哪些

含水计算公式有哪些在生活和工作中,我们经常需要计算含水量,无论是在食品加工、环境监测还是化工生产中。
含水量是指物质中所含水分的百分比,它对于产品的质量和性能有着重要的影响。
因此,准确地计算含水量是非常重要的。
下面我们将介绍一些常用的含水计算公式。
一、绝干基含水量计算公式。
绝干基含水量是指在物质中所含水分的百分比,通常用于食品加工和化工生产中。
其计算公式为:绝干基含水量(%)=((m1 m2)/m2)×100%。
其中,m1为物质的湿重,m2为物质的干重。
通过这个公式可以准确地计算出物质中的绝干基含水量。
二、湿基含水量计算公式。
湿基含水量是指在物质中所含水分与物质的湿重之比,通常用于环境监测和土壤分析中。
其计算公式为:湿基含水量(%)=((m1 m2)/m1)×100%。
其中,m1为物质的湿重,m2为物质的干重。
通过这个公式可以准确地计算出物质中的湿基含水量。
三、容积含水量计算公式。
容积含水量是指单位体积物质中所含水分的升数,通常用于土壤分析和固体颗粒物质的含水量计算。
其计算公式为:容积含水量(%)=((V1 V2)/V2)×100%。
其中,V1为物质的湿容积,V2为物质的干容积。
通过这个公式可以准确地计算出物质中的容积含水量。
四、质量含水量计算公式。
质量含水量是指单位质量物质中所含水分的质量,通常用于化工生产和材料分析中。
其计算公式为:质量含水量(%)=((W1 W2)/W2)×100%。
其中,W1为物质的湿重,W2为物质的干重。
通过这个公式可以准确地计算出物质中的质量含水量。
以上是一些常用的含水计算公式,它们在不同领域和行业中都有着广泛的应用。
通过这些公式,我们可以准确地计算出物质中的含水量,从而保证产品的质量和性能。
同时,这些公式也为科研工作者和工程师提供了重要的工具,帮助他们进行实验设计和工艺优化。
除了以上介绍的含水计算公式,还有一些其他的计算方法,比如红外测定法、滴定法等。
湿法磷酸生产浓缩工艺介绍
开车
1) 打开稀磷酸管道上的稀酸阀门,关闭清洗液至稀酸管道 上的阀门及浓酸放酸出口阀,清洗泵的进口阀,排污阀等;
2) 联系浓酸罐区向浓缩供酸,同时观察浓缩流量计温度计确 保浓酸进入闪蒸室,温度≤60℃防止酸温过高损坏换热器。
3) 当闪蒸室液位达到10%-20%时,停止进酸。
4) 启动轴流泵,使系统的磷酸按:闪蒸室→轴流泵→石墨换 热器→闪蒸室进行循环。
浓缩工艺指标介绍
名称 进换热器蒸汽温度
换热器进酸温度
蒸发室负压 换热器壳程压力
蒸发室液位 进换热器蒸汽压力
电导率 冷凝液PH 浓磷酸比重 浓磷酸酸浓 氟硅酸比重 氟硅酸酸浓
氟硅酸总磷
控制指标 120~130℃
≤85℃
75~80kpa ≤150kpa 40-45% ≤0.15MPa <35μs/cm
岗位主要装置
石墨换热器、闪蒸器、浓磷酸循环槽、除沫器、一氟塔、二 氟塔、大气冷凝器、一氟循环槽、二氟循环槽、回水槽、冷 凝水槽
重要仪器仪表
轴流泵、清水泵回(收水泵、 浓酸卧式泵、冷凝水泵、真空 泵、一氟循环泵 、清洗泵、二氟循环泵、减压阀、减温阀 (软水阀)、闪蒸室液位计、稀酸流量计、浓酸流量计、稀 酸气动阀、浓酸气动阀、PH、电导、冷凝水罐液位计、石墨 换热器压力、闪蒸室出口压力、循环水上水阀等
磷酸浓缩工艺介绍
一、磷酸浓缩简介
1.生产任务:浓缩生产任务是将由过滤获得的稀酸经过澄清 后采用强制循环真空蒸发,除去部分水份形成浓度为44.5~47 %P2O5的成品酸。同时洗涤回收稀酸在浓缩过程中分解出来的 HF和SiF4,最终生成≥18%左右的氟硅酸溶液。
2.生产装置:公司共十四套浓缩装置(单套10万吨/年×14 套),其中老园区8套,三期6套。
浓缩池计算
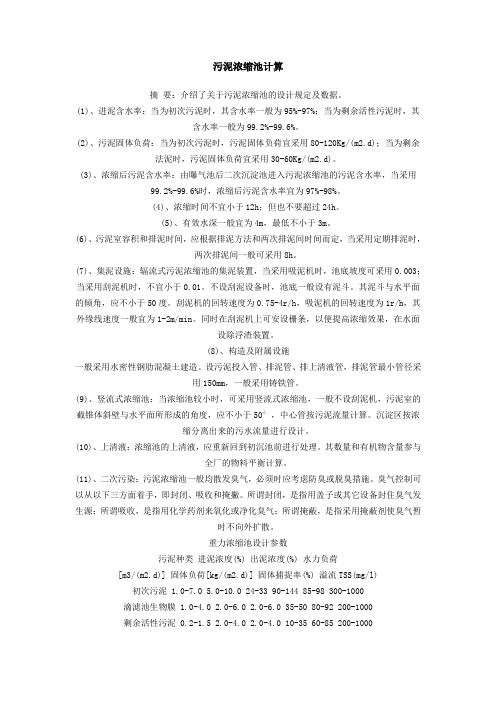
污泥浓缩池计算摘要:介绍了关于污泥浓缩池的设计规定及数据。
(1)、进泥含水率:当为初次污泥时,其含水率一般为95%-97%;当为剩余活性污泥时,其含水率一般为99.2%-99.6%。
(2)、污泥固体负荷:当为初次污泥时,污泥固体负荷宜采用80-120Kg/(m2.d);当为剩余法泥时,污泥固体负荷宜采用30-60Kg/(m2.d)。
(3)、浓缩后污泥含水率:由曝气池后二次沉淀池进入污泥浓缩池的污泥含水率,当采用99.2%-99.6%时,浓缩后污泥含水率宜为97%-98%。
(4)、浓缩时间不宜小于12h;但也不要超过24h。
(5)、有效水深一般宜为4m,最低不小于3m。
(6)、污泥室容积和排泥时间,应根据排泥方法和两次排泥间时间而定,当采用定期排泥时,两次排泥间一般可采用8h。
(7)、集泥设施:辐流式污泥浓缩池的集泥装置,当采用吸泥机时,池底坡度可采用0.003;当采用刮泥机时,不宜小于0.01。
不设刮泥设备时,池底一般设有泥斗。
其泥斗与水平面的倾角,应不小于50度。
刮泥机的回转速度为0.75-4r/h,吸泥机的回转速度为1r/h,其外缘线速度一般宜为1-2m/min。
同时在刮泥机上可安设栅条,以便提高浓缩效果,在水面设除浮渣装置。
(8)、构造及附属设施一般采用水密性钢肋混凝土建造。
设污泥投入管、排泥管、排上清液管,排泥管最小管径采用150mm,一般采用铸铁管。
(9)、竖流式浓缩池:当浓缩池较小时,可采用竖流式浓缩池,一般不设刮泥机,污泥室的截锥体斜壁与水平面所形成的角度,应不小于50°,中心管按污泥流量计算。
沉淀区按浓缩分离出来的污水流量进行设计。
(10)、上清液:浓缩池的上清液,应重新回到初沉池前进行处理。
其数量和有机物含量参与全厂的物料平衡计算。
(11)、二次污染:污泥浓缩池一般均散发臭气,必须时应考虑防臭或脱臭措施。
臭气控制可以从以下三方面着手,即封闭、吸收和掩撇。
所谓封闭,是指用盖子或其它设备封住臭气发生源;所谓吸收,是指用化学药剂来氧化或净化臭气;所谓掩蔽,是指采用掩蔽剂使臭气暂时不向外扩散。
重过磷酸钙(湿法)技术经济指标计算办法
重过磷酸钙(湿法)技术经济指标计算办法(修改稿)为了统一现行重过磷酸钙(以下简称重钙)技术经济指标核算办法,依照石油和化学工业生产统计指标计算办法有关规定,特修定本办法。
本办法适用于以磷酸分解磷矿粉制成的粒状、粉状重过磷酸钙产品。
一、产品产量核算产量计算分为实物产品产量和折纯产品产量。
1、重钙实物产品产量应按以下标准:HG 2219—91 粒状重过磷酸钙HG 2220—91 重过磷酸钙中有效五氧化二磷含量的测定HG 2221—91 重过磷酸钙中游离酸含量的测定HG 2222—91 重过磷酸钙中游离水分的测定HG 2223—91 粒状重过磷酸钙的粒度测定HG 2224—91 粒状重过磷酸钙的颗粒平均抗压强度测定2、实物产品产量重钙实物产品产量包括熟化后的粉状重钙、经造粒后的粒状重钙,在报告期内,已完成生产全过程(包括粉状、粒状),其质量符合国家标准或按用户要求(内销或外贸出口),并经质量检验部门检验合格,办理入库手续的合格产品。
3、折纯产品产量重钙折纯产品产量计算应以合格实物产品产量为基础,并以加权平均法折算为含有效五氧化二磷为100%的折纯产品产量,不合格品不计算产量。
折纯产量(吨)=各批[合格产品实物量(吨)X实际有效五氧化二磷含量(%)]之和4、用于生产磷肥系列产品的“鲜肥”,不得计算产量;用于生产其它产品的鲜肥可计算产量,但不得重复计算。
5、重钙生产由于周期较长,工序较多,为减少在统计期内因计量和分析误差导致的产量误差, 在月末、季末或年末, 采用盘库的方法, 核实报告期内的产品产量, 并以检验合格的实物产品产量, 调整月、季、年的产量。
二、中间产品数量核算1、实物矿粉数量1-矿石含水率(%)实物矿粉数量(t )=磷矿石加入量⑴X [ ------------------------------ ]X矿粉得率(%1 -矿粉含水率(%)注: 矿粉得率计算公式见5.3 式。
2、标准矿粉数量矿粉实物数量(t) X [1 —矿粉含水率(% ] X实际五氧化二磷含量标准矿粉数量(t)= --------------------------------------------------------------------------30%3、稀磷酸数量(以P2Q计)稀磷酸数量(t )=各批[实物稀磷酸数量(t )X实际五氧化二磷含量(% ]之和4 、鲜肥产量鲜肥产量(t )=各批[混化磷矿粉加入量⑴+混化磷酸实物加入量⑴]X鲜肥产率(%)注:鲜肥产率计算公式见5. 3. 6 式三、产品质量指标核算重钙产品质量指标包括:全磷(以P2O5 计)、有效磷(以P2O5 计)、水溶磷(以P2O5 计)、游离酸(以P2O5计)、水分、强度(粒状)、粒度(1〜4mm、合格率、等级品率。
湿法磷酸的浓缩
湿法磷酸的浓缩一、浓缩的工艺原理和方法采用二水法生产得到的磷酸,其质量分数只有20%~24%P2O5,而生产重钙时,磷酸的质量分数要求在45%P2O5以上,因此稀磷酸必须通过浓缩处理。
磷酸的浓缩被认为是一种困难的操作,这是因为湿法磷酸中含有约2%的H2SO4和约2%的H2SiF6(以F计),具有很强的腐蚀性,同时在加热浓缩的过程中,稀磷酸中已处于过饱和或饱和状态的杂质,随磷酸浓度的不断升高而析出,并沉积在器壁表面,另外还存在着浓缩过程中废气的处理问题。
磷酸的浓缩的方法以其加热方式可分为两类,即直接加热和间接加热蒸发。
1、直接加热蒸发直接加热蒸发是最简单的方式进行浓缩,磷酸与热气体直接触,就其设备而言,直接加热蒸发可以克服中间传热蒸发所引起的腐蚀和结垢问题。
广泛应用于磷酸浓缩的直接加热器有鼓泡浓缩流程浸没燃烧蒸发器及湿壁蒸发器等。
但是在过去的二十几年里,这类装置的使用已逐步减少,主要是燃料费用太高和达不到环保要求的废气排放标准。
2、间接加热蒸发间接加热蒸发是加热蒸汽通过传热介质(如列管的管壁)向磷酸传热,由于磷酸浓缩时,随着P2O5浓度的提高,传热表面上淤渣结垢和设备管道服饰问题,影响传热性能和结构材料。
广泛应用于磷酸浓缩的间接加热器有强制循环真空蒸发列管换热器。
湿法磷酸采用蒸汽间接加热蒸发浓缩,磷酸的质量分数在0~76%P2O5时,其沸腾平衡气相中只存在水蒸气,理论上可以将磷酸浓缩到很高浓度,但是随着磷酸浓度的提高,同时稀磷酸溶液中某些杂质组分由于溶解度降低而析出沉淀,结果磷酸的黏度上升,是磷酸操作变得很困难。
实际生产中,磷酸黏度上升到70MPa·s以上,浓缩操作就难于进行。
二、磷酸浓缩工艺流程1、工艺流程图及简介来自稀磷酸贮槽的稀磷酸经计量后加入石墨列管换热器出口,与经过加热后的循环酸混合并进入蒸发室内蒸发其中的水份。
浓缩后的部分浓磷酸从蒸发室溢流口流出,用浓磷酸泵送至浓磷酸贮槽。
大量循环酸用浓缩循环泵送入酸加热器,用经过减温减压后的低压饱和蒸汽加热,在浓缩循环回路中继续循环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浓缩磷酸含水率的推算
宜兴申利化工周金花
关键词:浓缩磷酸含水率小样电子表格推算
摘要:浓酸直接通气氨做小样,分析小样及所用磷酸养分,利用电子表格快速推算磷酸中的含水量,取代磷酸全分析推算磷酸中的含水量。
浓缩磷酸的主要用途是生产磷酸二铵、磷酸一铵、重过磷酸钙,不同品位的磷酸生产的磷酸二铵(磷酸一铵或重过磷酸钙)品位也不同。
为了使生产的二铵(一铵或重钙)养分与包装袋标识养分一致,就需预知库存磷酸的品位,也就是需分析磷酸的含水率。
由于磷酸酸性混合物,采用烘干法直接分析较为困难,所以一般都采用对磷酸中P2O5和各种杂质如:镁、铝、铁、钙、氟、硅、含固率等进行全分析,扣除杂质及H3PO4含量,剩余部分为水含量。
浓缩磷酸的全分析是一个较费时的复杂过程,分析项目有十多个,不仅需要准确度高的分析设备,而且整个分析过程也很长。
全分析对于浓缩磷酸库容量受限制且分析设备不齐全的厂家来说并不适用。
利用做小样来推算浓缩磷酸的含水率的过程要比全分析推磷酸水分要简单的多,且准确度也有保障。
小样来推算浓缩磷酸含水率的具体步骤如下:
1、取500ml具有代表性的浓缩磷酸进行分样,其中200ml分析P2O5含量;
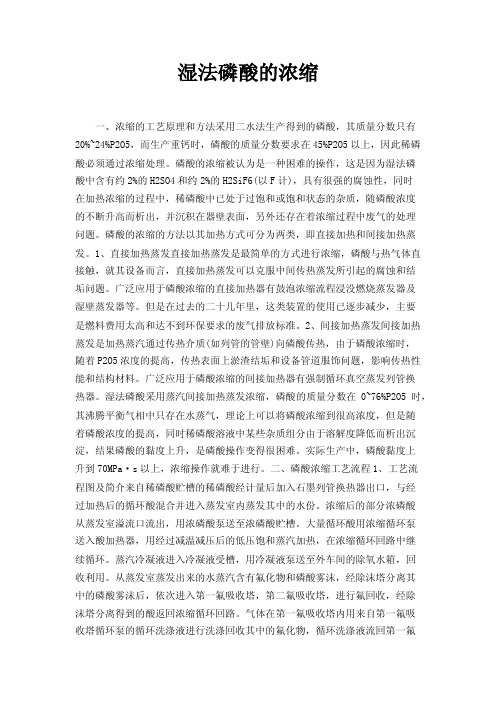
2、另外300ml通气氨做小样。
取一根碱式滴定管用的皮管约1米,一头套在长30厘米的空心玻璃管上,另一头套在气氨管道上的取样阀上,将磷酸倒入研钵中(注意:氨化时放热量大,用玻璃容器
容易爆裂),将玻璃管放入研钵,略开取样阀,使气氨呈连续鼓泡,边通氨边搅动玻璃管,待研钵内物料氨化至PH=6.5-7.0停止通氨,小样完成。
再将小样进行分析N、P2O5、H2O。
附图:
气氨管道
气氨取样阀
3、含水率的理论推算。
H3PO4+NH3= NH4 H2PO4+Q
NH4 H2PO4+NH3=( NH4) 2 HPO4+Q
上述两反应式合起来可以看作:
H3PO4+xNH3= (NH4) x H3-x PO4+Q
在磷酸与氨反应过程中水不参与反应,反应也不放出水,磷酸及磷酸中各项杂质的络合反应基本遵循等式:磷酸-磷酸中含水-氟的气相挥发+氨=磷铵干基。
无论是大生产还是做小样,氟的气相挥发总是存在的,所以可以把氟的气相挥发当作磷酸中的水分,所以以上等式可看成:磷酸干基+氨=磷铵干基。
当氨化度大于1时,小样中就没有
游离酸并能进行烘干,养分分析也就能相对准确。
设所得小样重量为1公斤,则所需磷酸总量m1=小样中P2O5含量÷磷酸中P2O5含量;用氨量m2=(小样中N含量÷14)×17;小样干基重量=1-小样水分。
根据等式:磷酸干基+氨=磷铵干基
推出等式:m1×(1-磷酸含水量)+ m2 =1-小样水分
磷酸含水量=1-(1-小样水分- m2)÷m1
4、建立一张Excel电子表格,输入以上公式,利用电子表格进行推算。
例如:小样养分为N=0.16、P2O5=0.46、H2O=0.04;磷酸浓度P2O5=0.40,分别将小样养分、磷酸浓度输入表格:
整个水分推算的工作量只有一个分析员8小时的工作量。
根据推算出的磷酸水份来推算大生产二铵养分,在同一氨化度下推算养分与实际生产养分误差在±0.2%,经过多次生产实践比对,推算水分基本准确。
(注:用本推算方法推算中化开磷用45%浓磷酸水分时,与其全分析水分误差在0.1-0.2%,误差主要受磷酸中氟等挥发性成分影响)。