焊接角焊缝解读
角焊缝的焊脚尺寸规定
角焊缝的焊脚尺寸规定
角焊缝是指在焊接过程中,采用角焊技术焊接成的接头形式,是一种常用的焊接方法。
焊脚尺寸是指角焊缝中焊接脚的尺寸,它是焊缝质量的重要参数,也是角焊缝的重要组成部分。
在确定角焊缝的焊脚尺寸时,应考虑焊接材料的性能、焊接环境、焊接方式等因素。
如果焊脚尺寸过小,会导致焊接失败,影响焊接质量;如果焊脚尺寸过大,会导致焊缝的抗拉强度和耐腐蚀性降低,影响其使用性能。
角焊缝的焊脚尺寸通常由焊接材料、焊接方式、焊接环境等因素决定,其具体尺寸应按照国家规定或焊接技术规范要求执行。
根据对焊接材料、焊接方式、焊接环境等因素的分析,焊脚尺寸应符合下列要求:
1、焊接材料的性能:焊脚尺寸的大小要根据焊接材料的性能来确定,一般来说,薄板的焊脚尺寸要比厚板小,以确保焊接质量。
2、焊接方式:焊脚尺寸的大小也要根据焊接方式来确定,一般而言,电阻焊焊脚尺寸要比氩弧焊焊脚尺寸大,以保证焊接质量。
3、焊接环境:焊脚尺寸还应考虑焊接环境,如果焊接环境存在极端温度或潮湿度,则应适当调整焊脚尺寸,以确保焊接质量。
此外,经过焊接的角焊缝的焊脚尺寸也应符合焊接技术规范的要求,以保证焊接质量。
总之,角焊缝的焊脚尺寸应根据焊接材料的性能、焊接方式、焊接环境等因素,以及经过焊接的角焊缝的焊接技术规范,来确定,以确保焊接质量。
角焊缝标注标准
角焊缝标注标准# 角焊缝标注标准## 一、前言嘿,朋友们!在工程领域啊,特别是涉及到焊接这一块儿,那可真是个细致活。
咱们都知道,焊接就像是把不同的零件用一种超级牢固的方式连接起来,就像给它们“牵红线”,让它们从此紧紧相依。
而角焊缝呢,在各种焊接结构里是特别常见的一种形式。
那为了让大家都能清楚明白这个角焊缝是怎么回事,怎么标注才能让每个参与工程的人都能看懂,这就有了角焊缝标注标准啦。
这个标准就像是一本通用的“密码本”,不管是设计工程师、焊接工人还是质量检验员,只要按照这个标准来,就像大家都说同一种“语言”,沟通起来那叫一个顺畅,不会因为理解偏差而产生问题。
## 二、适用范围1. **建筑领域**这个标准在建筑领域那可太有用了。
比如说,咱们盖大楼的时候,那钢梁和钢柱的连接很多时候就用到角焊缝。
就像搭积木一样,这些钢梁和钢柱就是大楼的“积木块”,而角焊缝就是把它们粘在一起的“胶水”。
在建筑图纸上,按照角焊缝标注标准来标注这些焊缝的尺寸、形状等信息,建筑工人就能准确地进行焊接操作,保证大楼结构的稳固性。
要是没有这个标准,那可就乱套了,每个工人可能理解的焊接要求都不一样,这大楼盖起来可就危险喽。
2. **机械制造**在机械制造里,角焊缝也是无处不在。
像汽车发动机的一些部件组装,还有各种机械设备的框架构建。
比如说,一个大型的机床,它的底座和支架之间的连接可能就需要角焊缝。
如果标注不按照标准来,那生产出来的机床可能在稳定性上就会出现问题,就像一个人走路不稳当一样。
这个标准确保了不同厂家生产的机械部件在组装的时候,焊接的质量和要求都是统一的,这样整个机械产品的质量才有保证。
3. **船舶制造**再看看船舶制造,那更是离不开角焊缝标注标准。
船舶是在水上航行的大家伙,它的结构必须要非常牢固。
船身的钢板拼接、各种舱室结构的连接都大量用到角焊缝。
想象一下,如果标注不规范,那在焊接的时候就可能出现薄弱环节,在大海里航行的时候,这船可禁不起风浪的折腾啊。
详谈焊接接头和焊缝区别以及种类和形式
详谈焊接接头和焊缝区别以及种类和形式焊接接头和焊缝是焊接技术中最基础的两个专业术语,好多时候我们可能分不清两者的区别,实际上焊接接头和焊缝是两种不同的概念。
焊接接头:是指两个或两个以上零件用焊接方法连接的接头,焊接接头由焊缝金属、熔合区、热影响区和母材金属所组成。
焊缝:是利用焊接热源的高温,将焊材和接缝处的金属熔化连接而成的缝。
可见焊缝只是焊接接头的一部分。
焊接接头形式和焊缝形式也是不同的,对接焊缝连接的不一定都是对接接头,可能是角接接头;角焊缝连接的不一定都是角接头,可能是T型接头。
焊接接头形式不同,连接它们的焊缝形式是可以相同的,同一种焊缝形式也可以是不同的焊接接头。
焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及焊缝形式也不同。
下面我们来分别介绍焊接接头和焊缝的种类及形式。
一、焊接接头1、焊接接头种类根据接头构造形式不同,焊接接头主要有:对接接头、T形接头、角接接头及搭接接头等,基本覆盖了接头的种类。
部分教材分为:对接接头、T形接头、十字接头、搭接接头、盖板接头、套管接头、塞焊接头、角焊接头、卷边接头和端接接头等10种类型。
盖板接头、套管接头、塞焊接头实质上是搭接接头的变形,而不同的卷边接头可分属于对接接头、角接接头和端接接头。
2、焊接接头特点1)对接接头对接接头:两件表面构成大于或等于135°,小于或等于180°夹角的接头。
对接接头是各种焊接结构中它是采用最多的一种接头型式。
对接接头对于对接接头,钢板厚度在6 mm以下,除重要结构,一般可以不开坡口。
厚度不同的钢板对接时要考虑两板厚度差,不超过规定(可查手册)时,则焊缝基本形式与尺寸按厚板尺寸来选取;否则,应在厚板上作出单面或双面削薄,其削薄长度L≥3倍板厚差。
2)角接接头角接接头:两焊件端面间构成大于30°、小于135°夹角的接头。
角接接头,接头受力状况不太好,常用于不重要的结构中。
角接接头3)T形接头T形接头:一焊件的端面与另一件表面构成直角或近似直角的接头。
角焊缝的符号及含义

角焊缝的符号及含义
角焊缝是一种焊接方法,通常用于连接两根相交的金属管或板材。
角焊缝在图纸上用特定的符号来表示,以下是一些常见的角焊缝符号及其含义:
1. V型角焊缝符号:该符号表示两个金属工件相交处的角焊缝
采用V型坡口设计。
V型坡口可以提高焊接的强度和质量。
2. U型角焊缝符号:该符号表示两个金属工件相交处的角焊缝
采用U型坡口设计。
U型坡口通常用于焊接较厚的金属板材。
3. J型角焊缝符号:该符号表示两个金属工件相交处的角焊缝
采用J型坡口设计。
J型坡口适用于连接较薄的金属板材。
4. X型角焊缝符号:该符号表示两个金属工件相交处的角焊缝
采用X型坡口设计。
X型坡口可以增加焊接面积,提高焊接质量。
5. 斜角焊缝符号:该符号表示两个金属工件相交处的角焊缝采
用斜角坡口设计。
斜角坡口可以减少焊接变形,提高焊接质量。
以上是常见的角焊缝符号及其含义,焊接工程师和技术人员需要根据实际情况选择合适的坡口设计和焊接方法,以确保焊接质量和安全性。
- 1 -。
管板角焊缝焊接工艺

管板角焊缝焊接工艺
嘿,今天咱们就来聊聊管板角焊缝焊接这事儿。
然后,就是要对管板进行清理。
把表面的油污啊、铁锈之类的脏东西弄掉。
这一步看起来简单得很,但我可跟你说,千万别跳过!要是表面不干净,那焊出来的效果肯定不好,后续还可能出问题呢。
我每次做这个的时候,都会特别仔细地检查管板表面是不是真的干净了,有时候还会多擦几遍,确保万无一失!
接下来就可以开始定位点焊啦。
这个时候呢,要注意焊点的位置和间距。
你可以根据自己的经验稍微调整一下,没有必要完全按照别人的方法来。
不过要记住,定位点焊可是给后面正式焊接打基础的,要是点歪了或者间距不对,那后面可就麻烦喽。
你是不是也觉得这一步很关键呀?
再之后就是正式焊接啦。
焊接的时候速度要均匀,这一点真的很重要!我通常会在这个环节花多一些时间,确保做得更仔细。
而且要注意观察熔池的状态,熔池要是不正常,那可能焊接就出问题了。
这时候可别慌,根据情况调整一下焊接的角度或者速度啥的。
这个过程中,你可以根据自己的设备选择不同的操作方式哦。
焊接完了之后呢,可别以为就大功告成啦!要对焊缝进行检查。
看看有没有气孔、裂纹之类的缺陷。
这一点真的很重要,我通常会再检查一次,真的,确认无误是关键!如果发现有小问题,能修补就修补一下。
角焊缝焊接位置

角焊缝焊接位置
角焊缝的焊接位置主要有平角焊位置、仰角焊位置和仰焊位置。
1. 平角焊位置:这是角焊缝倾角为0°和180°,同时转角为45°和135°的焊接位置。
在此位置,焊工需要采用右焊法,在试板左侧引弧进行短弧焊。
焊条角度和运条方法需要保证顶角和两侧板熔合。
焊道接头应在弧坑处前10mm处引弧,然后沿弧坑形状填满弧坑,再进行正常焊接。
2. 仰角焊位置:这是倾角为0°和180°,同时转角为225°和315°的焊接位置。
具体的焊接方法和注意事项与平角焊位置类似。
3. 仰焊位置:这是对接焊缝倾角为0°和180°,同时转角为270°的焊接位置。
在此位置进行焊接时,需要特别注意焊接质量和安全。
在进行角焊缝焊接时,还需要注意焊条角度和运条方法,以及焊道接头的处理。
同时,盖面焊接前需要清除根部焊道的焊渣和飞溅,以防止产生夹渣缺陷。
盖面焊需要焊两道,先焊下面焊道,再焊上面焊道。
焊接下面焊道时,电弧应对准根部焊道的下沿,而焊接上面焊道时,电弧应对准根部焊道上沿。
以上信息仅供参考,如有需要,建议咨询专业技术人员。
角焊缝的焊接既计算

第三章连接返回§3-3角焊缝的构造和计算3.3.1角焊缝的构造一、角焊缝的形式和强度角焊缝(fillet welds)是最常用的焊缝。
角焊缝按其与作用力的关系可分为:焊缝长度方向与作用力垂直的正面角焊缝;焊缝长度方向与作用力平行的侧面角焊缝以及斜焊缝。
按其截面形式可分为直角角焊缝(图3.3.1)和斜角角焊缝(图3.3.2)。
直角角焊缝通常做成表面微凸的等腰直角三角形截面(图3.3.1a)。
在直接承受动力荷载的结构中,正面角焊缝的截面常采用图3.3.1(b)所示的坦式,侧面角焊缝的截面则作成凹面式(图3.3.1c)。
图中的h f为焊角尺寸。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝(图3.3.2)。
斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
传力线通过侧面角焊缝时产生弯折,应力沿焊缝长度方向的分布不均匀,呈两端大而中间小的状态。
焊缝越长,应力分布越不均匀,但在进入塑性工作阶段时产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
正面角焊缝(图3.3.3b)受力较复杂,截面的各面均存在正应力和剪应力,焊根处有很大的应力集中。
这一方面由于力线的弯折,另一方面焊根处正好是两焊件接触间隙的端部,相当于裂缝的尖端。
经试验,正面角焊缝的静力强度高于侧面角焊缝。
国内外试验结果表明,相当于Q235钢和E43型焊条焊成的正面角焊缝的平均破坏强度比侧面角焊缝要高出35%以上(图3.3.4)。
低合金钢的试验结果也有类似情况。
由图3.3.4看出,斜焊缝的受力性能和强度介于正面角焊缝和侧面角焊缝之间。
二、角焊缝的构造要求1、最大焊脚尺寸为了避免烧穿较薄的焊件,减少焊接应力和焊接变形,角焊缝的焊脚尺寸不宜太大。
规范规定:除了直接焊接钢管结构的焊脚尺寸hf不宜大于支管壁厚的2倍之外,hf不宜大于较薄焊件厚度的1.2倍。
焊缝形式及形状尺寸解读
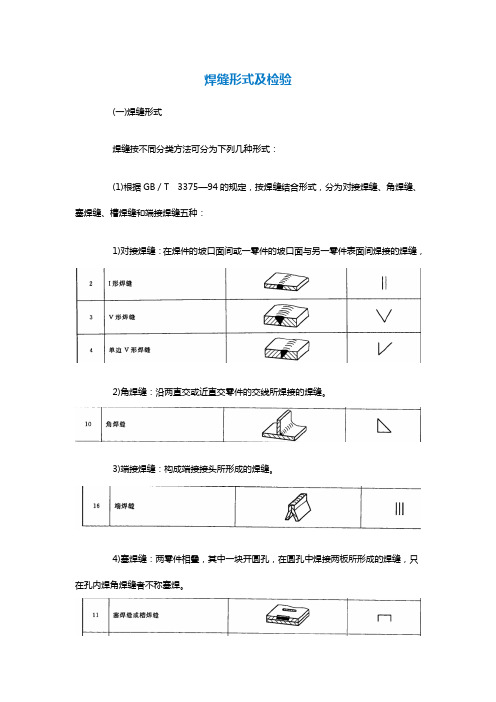
焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式(b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(2)斜角角焊缝
(d)斜锐角焊缝 (e)斜钝角焊缝
d)
e)
(f)斜凹面角焊缝
f)
两焊边夹角α>90°或α<90°的焊缝称为斜角
角焊缝。斜角角焊缝常用于钢漏斗和钢管结构中 。
对于α>135°或α<60°斜角角焊缝,除钢管结 构外,不宜用作受力焊缝。
我们主要讨论直角焊缝
按角焊缝与外力的关系可分为:
(1)正面角焊缝:作用力方向与焊缝长度方向垂直。 (2)侧面角焊缝:作用力方向与焊缝长度方向平行。 (3)斜焊缝:作用力方向与焊缝方向斜交。
贴边焊缝
t
hf t1
(2)最小焊脚尺寸
为了避免在焊缝金属中由于冷却速度快而产生淬硬
组织,导致母材开裂, hf,min 还应满足以下要求:
h f ,min ? 1.5 t
t1
取整mm数,小数点以后只进不舍。
hf
式中: t——较厚焊件厚度 另外:对埋弧自动焊hf,min 可减小1mm ;
t
t1<t
对T形连接单面角焊缝hf,min 应增加1mm ;
?V
?
?
?⊥
???
? f ??⊥⊥
N F
作用在T型连接焊缝上 的一般力N,可以分解为平 行于焊缝方向的力V和垂直
于的焊缝方向力F。
V产生??? ;
F产生? f,
? ? f ?
F helw
? ? f分解为: ?⊥和?
有效截面上有:
⊥。
?∥
=
? ⊥ 、 ?⊥ 、 ???。
N helw
2、 角焊缝的强度
当t≤4mm 时, hf,min =t
(3)设计焊角尺寸hf 应满足
hf ,min ? hf ? hf ,max
2、焊缝计算长度的构造要求 (1)侧面角焊缝的最大计算长度
侧面角焊缝在弹性工作阶段沿长度方向受力不均 两端大而中间小。焊缝越长,应力集中越显著。如果 焊缝长度不是太大,焊缝两端达到屈服强度后,继续 加载,应力会渐趋均匀;但是当焊缝长度超过某一限 值后,可能首先在焊缝两端发生破坏而逐渐向中间发 展,最终导致焊缝破坏。
斜焊缝 正面角焊缝
侧面角焊缝 N
侧面角焊缝
统称为围焊缝
角焊缝的构造要求
为了避免因焊脚尺寸过大或过小而引起“烧穿”、 “变脆”等缺陷,以及焊缝长度太长或太短而出现焊缝 受力不均匀等现象,对角焊缝的焊脚尺寸、焊缝长度还 有限制。在计算角焊缝连接时,除满足焊缝的强度条件 外,还必须满足以下构造要求。
1、焊角尺寸hf的构造要求 (1)最大焊脚尺寸 ①为了避免焊缝处局部过热,减小焊件的焊接残余应力
焊缝长度范围内按均匀分
布计算。
N
N N ???
(2)端(正面)焊缝
N
a
有效截面上与焊缝长度 A 方向垂直的正应力? ⊥和 剪应力?⊥ 。
正面角焊缝刚度大,破坏 时变形小,强度比侧缝高, 但塑性变形能力比侧缝小, 常呈脆性破坏。
N
A
b
B1
c
B2
? ?⊥ ? ⊥
N/2
B2
N/2 N/2 N/2
N/2
(3)一般受力的焊缝
b / lw b≤16t (t >12mm )或190mm (t≤12mm ) 式中:b为两侧焊缝的距离;
lw为侧焊缝计算长度; t为较薄焊件的厚度。
(2)在搭接连接中,搭接长度不得小于焊件较小厚度
的5倍,且不得小于25mm 。
t1
t2
? 5t1
? 一、角焊缝的形式和构造
1、角焊缝的形式(按两焊脚边的夹角分) 直角
斜角
(1)直角焊缝
(a)普通焊缝 (b)平坡焊缝
(c)深熔(凹)焊缝
a)
b)
c)
一般采用(a)。但(a)应力集中 较严重,在承受动力荷载时采用( b)、 (c)。
B
E
hf
D 45°
C
A
hf
图中,
hf—焊脚尺寸, he—焊缝有效厚度。 并有, he =0.7hf, he—总是450斜面上的最小高度。
lw ? 8hf 且 ? 40mm
此规定适合正面角焊缝和侧面角焊缝。
(3)侧面角焊缝的计算长度
lw,min ? lw ? lw,max
3、搭接连接的构造要求
N
2hf
2hf
Nb
lw
N
l2
l1
N
钢板拱曲
(1)当板件端部仅采用两条侧面角焊缝连接时:
试验结果表明,连接的承载力与b / lw有关。当b / lw >1时,连接承载力随比值增大明显下降,这是由于应力 传递的过分弯折而使构件中应力不均所致,为防止连接强 度过分降低,规范规定:
(t1<t2)
2hf
且 ? 25mm
2hf
(3)当焊缝端部在焊件转角处 时,应将焊缝延续绕过转角加焊 2h f 。 避开起落弧发生在转角处的应力集 中。
焊缝绕角2hf
2hf
? 二、角焊缝连接的基本计算公式
1、应力分析
焊缝是一个块体,应力状态复杂,计算时把直角三角形 以外的部分去掉,按有效厚度 he确定最危险截面(顺着焊缝 方向的平面),通常称为有效截面。
直角焊缝: ? =900
a)
b)
c)
普通焊缝 a
b
平坡焊缝
凹焊缝
普通焊缝:两焊脚尺寸都等于hf ,常用。但应力集中较严重 (材料突变严重)。
平坡焊缝:是在一侧焊脚处将焊缝宽度加宽至 1.5hf而成。易焊,应 力集中介于普通焊缝与凹焊缝之间。
凹焊缝:两边的焊缝宽度被加宽成凹面,应力集中小,用于受 动荷的结构中可提高疲劳强度,但手工焊费工。
和残余变形,除钢管结构除外,hf,max 应满足以下要求:
hf,max ≤1.2t1 式中: t 1—较薄焊件厚度。
t1
hf
t
t1<t
②对于板件边缘的角焊缝,尚应满足以下要求: 当 t>6mm 时,hf,max ≤t-(1~2)mm 当 t≤6mm 时,hf,max ≤t
若另一焊件厚度t1<t时,还应满足hf,max ≤1.2t1
有效截面——焊缝两焊脚面交线(aa?)与有效厚度he组 成的截面(下图中add?a?)。
he hf hf
b? d?
c? a?
b
d
hf
c
a
hf
(1)侧焊缝
有效截面上只有与 N 焊缝长度方向平行的剪 应力??? 。
这些剪应力实际分布
不均。试验表明两头大中
间小。考虑到出现塑性后
???
应力重分布,规范规定在
故侧面焊缝计算长度:
l w ? 60 h f
当实际长度大于以上限值时,计算时超出部分不予 考虑;但当内力沿侧焊缝全长分布时, lw不受此限制.
(2)侧面角焊缝的最小计算长度
对于焊脚尺寸大而长度小的焊缝,焊件局部加热严 重且起灭弧坑相距太近,使焊缝不可靠。焊缝越短应力 集中也越严重,故根据经验,规定:
(1)有效截面上的应力状态
前面已经说明:最一般情况(同时有端焊缝,侧焊缝性质的