车间流转单
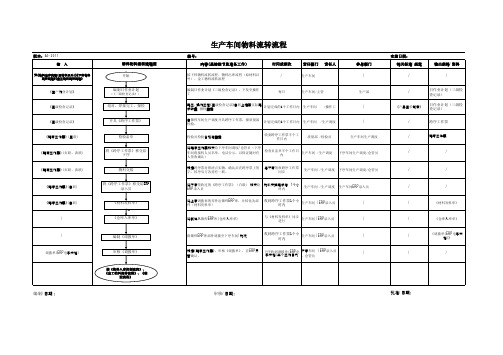
车间物料流转流程
/
/
《调拨单(ERP电子文 档)》
调拨单(ERP电子文档)
审核《调拨单》
根据《跨序工作票》,审核《调拨单》,在ERP界 面确认。
/
/
/
接《物料入库控制流程》、 《金工物料流转流程》、《装 配流程》
编制/日期 :
审核/日期:
批准/日期:
收到跨序工作票半个工 作日内
质量部 /检验员
生产车间生产调度
/
跨序工件票
《跨序工作票》 (红联、黄联)
将《跨序工作票》移交给 下序
检查员盖章半个工作日 生产车间 /生产调度 内
下序车间生产调度/仓管员
/
/
《跨序工作票》 (红联、黄联)
物料交接
与下序签收跨序工作票 同步
生产车间 /生产调度
下序车间生产调度/仓管员
/
接《物料出库流程(原材料以外)》《下料物料
流转流程》《金工物料流转流程》
《生产作业计划》
编制日作业计划
(《三级检查记录》)
每日
生产车间/主管
生产部
/
日作业计划(三级检 查记录) 日作业计划(三级检 查记录) 跨序工作票
《三级检查记录》
组对、焊接完工,报检
完工,操作工在《三级检查记录》白联上填写实际完 计划完成的1个工作日内 生产车间 成数量,报检盖章 由铆焊车间生产调度开具跨序工作票,报质量部 检验。
生产车间物料流转流程
版本:A0-2011
输 入
编号: 铆焊物料流转流程图 开始 内容(具体细节及准备工作)
接下料物料流转流程、物料出库流程(原材料以 外)、金工物料流转流程 编制日作业计划《三级检查记录》,下发至操作 工
实施日期: 时间或频次
生产流转卡的管理制度
流转卡的管理制度
一、目的
为规范流转卡的使用,确保流转卡记录的产品信息与产品实物信息一致,保证生产数据的准确性和及时性,特制定本制度。
二、适用范围
本制度适用于本公司的所有生产部门,流转卡的运作必须严格按照本制度的规定执行。
三、流转卡管理规定
3.1流转卡的定义
流转卡是车间生产数据和流转数据的记录单据,同时也是车间计件工资的计算和绩效考核的原始依据。
3.2流转卡的功能
流转卡的运行可以使各个工序之间的数据连接紧密相扣,清晰地反映车间各个工序在制品的流转情况,为生产管理和决策提供有力依据。
它的实施可以保证生产数据的准确性和极时性,保证生产信息管理系统的可操作性,从而保证生产管理顺畅有序的进行,提高生产管理水平。
3.3流转卡的种类
流转卡共分为五大类:《熔铸车间生产流转卡》、《挤压车间生产流转卡》、《表面处理车间生产流转卡》、《项目工程车间流转卡》、《浴室门车间流转卡》。
其中,《挤压车间生产流转卡》分为两种类型:《挤压、锯切、包装流转卡》和《挤压(经整形、弯形、拉网、精抽)流转卡(黄卡)》;《表。
工序流转单模板
2
3
4
7
隔离塞点胶、固化
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
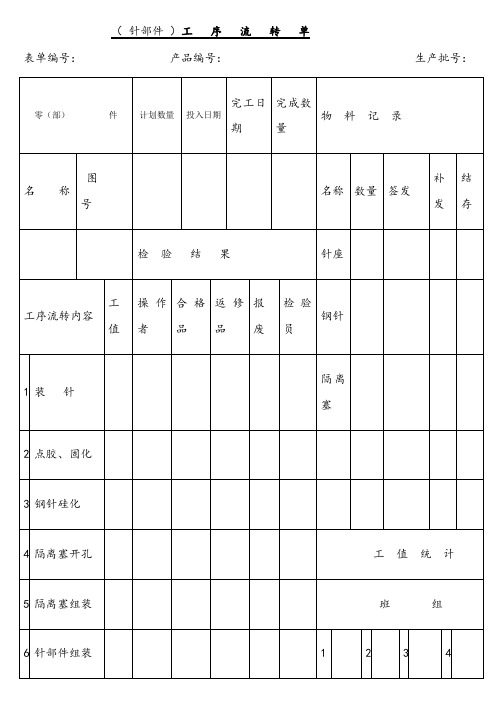
(针部件)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量
签发
补发
结存
检 验 结 果
导 管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩 口
保护套
3
压 合
4
熔 头
工 值 统 计
5
装保护套
班 组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(总 装)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量签发补发ຫໍສະໝຸດ 结存检 验 结 果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
3
总装
肝素帽
4
《流转卡》管理制度
《流转卡》的管理制度一、目的为规范生产产品《流转卡》的使用,确保《流转卡》记录的产品信息与产品实物信息一致,保证生产数据的准确性和及时性,特制定本制度。
二、适用范围本制度适用于本公司的所有生产部门,《流转卡》的运作必须严格按照本制度的规定执行.三、流转卡管理规定3.1《流转卡》的定义《流转卡》是车间生产数据和流转数据的记录单据,是质量统计的有效凭证,同时也是车间计件工资的计算和绩效考核的原始依据。
3.2《流转卡》的功能《流转卡》的运行可以使各个工序之间的数据连接紧密相扣,清晰地反映车间各个工序在制品的流转情况,为生产管理和决策提供有力依据。
它的实施可以保证生产数据的准确性和极时性,保证生产信息管理系统的可操作性,从而保证生产管理顺畅有序的进行,提高生产管理水平。
3.3《流转卡》的流转次序和流转3。
3.1《流转卡》发放时必须由压铸当班班组长对产品名称、ERP号码、生产批号(生产批号已统一打印的除外)正确完整的填写。
3.3。
2《流转卡》必须严格按工艺流程图工序的顺序流转,每工段工段长或工段长指定某班班组长对本工段需生产的工序按流程图顺序工整写入流转卡。
3.3。
3岗位操作员工应如实规范填写流转卡(生产数量、合格数量、料废、机废、操作者姓名、生产日期等)对料废原因因空间不够可在卡反面描述。
3。
3。
4同一工序最后一名操作者需对本工序数量与页面填写数量与上一工序数量进行核对。
3。
3.5质量人员需对料废、机废的产品每班进行实物确认,并在流转卡签名确定。
3.3。
6流转卡遗失时应及时报告工段管理者,由工段长确认后通知流转卡统计员申请打印原有流转卡,并启用以打印流转卡为结算依据,同时流转卡统计员需对遗失补卡信息进行登记,避免造成遗失卡找回后两卡使用.需要补开的流转卡在卡号上方标记“补字",当查找不到原遗失流转卡时,则编制一个两位数的流水编号,在编号后标记“补”字作为补卡的卡号,补卡信息记录存档作为考核的参考因素。
车间工序流转制度范本
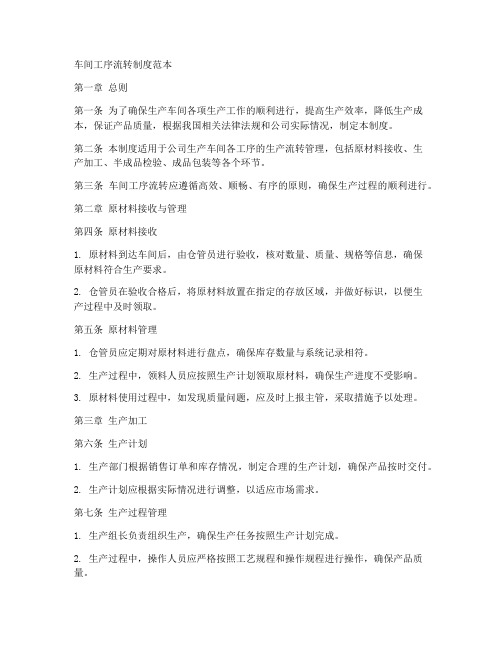
车间工序流转制度范本第一章总则第一条为了确保生产车间各项生产工作的顺利进行,提高生产效率,降低生产成本,保证产品质量,根据我国相关法律法规和公司实际情况,制定本制度。
第二条本制度适用于公司生产车间各工序的生产流转管理,包括原材料接收、生产加工、半成品检验、成品包装等各个环节。
第三条车间工序流转应遵循高效、顺畅、有序的原则,确保生产过程的顺利进行。
第二章原材料接收与管理第四条原材料接收1. 原材料到达车间后,由仓管员进行验收,核对数量、质量、规格等信息,确保原材料符合生产要求。
2. 仓管员在验收合格后,将原材料放置在指定的存放区域,并做好标识,以便生产过程中及时领取。
第五条原材料管理1. 仓管员应定期对原材料进行盘点,确保库存数量与系统记录相符。
2. 生产过程中,领料人员应按照生产计划领取原材料,确保生产进度不受影响。
3. 原材料使用过程中,如发现质量问题,应及时上报主管,采取措施予以处理。
第三章生产加工第六条生产计划1. 生产部门根据销售订单和库存情况,制定合理的生产计划,确保产品按时交付。
2. 生产计划应根据实际情况进行调整,以适应市场需求。
第七条生产过程管理1. 生产组长负责组织生产,确保生产任务按照生产计划完成。
2. 生产过程中,操作人员应严格按照工艺规程和操作规程进行操作,确保产品质量。
3. 生产过程中,如发现设备故障或原材料质量问题,应及时上报主管,采取措施予以处理。
第四章半成品检验第八条半成品检验1. 半成品检验员对生产过程中产生的半成品进行检验,确保半成品质量符合要求。
2. 检验员应按照检验规程进行检验,记录检验数据,并对检验结果负责。
第九条半成品管理1. 半成品应按照规定的存放方式进行存放,标识清晰,便于追溯。
2. 生产车间应确保半成品存放区域的环境卫生,防止污染。
第五章成品包装与交付第十条成品包装1. 成品包装员应按照包装规程进行包装,确保成品外观整洁、标识清晰。
2. 包装过程中,应注意成品的安全防护,防止损坏。
生产部钣金车间生产排单流程

生产部钣金车间生产排单流程生产部的钣金车间是公司的重要生产部门之一,其生产排单流程如下:一、排单顺序1.大客户订单优先原则。
公司的长期合作客户订单优先安排生产。
2.焊接配件优先原则。
订单中需要折弯焊接的配件优先排单生产,确保整个生产流程顺畅。
3.计件优先原则。
能够计件的岗位全部采用计件制,不能单独计件的采用班组整体计件。
二、排单责任人车间主任负责现场排单,不可违背生产部下发的生产计划发货顺序。
在保证生产计划准时完成的前提下,可以现场微调生产顺序,以保证生产效率。
在车间主任不在岗的情况下,与生产跟单做好交接,由生产跟单负责现场排单。
三、排单流程1.车间主任接到生产图纸及生产计划后,确定发货日期,制定班组生产计划。
2.图纸按照零件图、焊接图拆分,零件图能使用普冲生产的优先使用普冲,不能使用的安排数控,零件图、焊接图分别交给数控组、零件组、焊接组进行生产作业。
车间主任现场巡视,根据生产情况随时调节,确保生产效率。
3.员工接到图纸后,填写《工序流转单》,对产品自检并请检验员首件检验,生产完成后,连同图纸一起摆放在零件堆放区。
车间主任监督执行。
4.员工工作完成后,主动要求班组长分配其他任务,岗位轮空不得超过10分钟,否则由班组长及操作员工共同承担责任。
5.协调零件组与焊接组之间的工作畅通性,确保生产不停工不停料。
6.每日向生产经理汇报生产进度。
四、车间主任责任范围1.对生产部下达的生产计划按时完成负有直接责任,并至少提前一天安排车间生产计划。
2.对质量负责,因操作问题影响生产质量负有直接责任。
3.对设备在运行中存在的问题要及时反映到设备人员和上一级领导手中,反映不及时,对生产造成影响,负有直接责任。
4.做好设备养护,最大限度发挥设备效率,对设备额定生产能力负责。
5.对月产量、质量指标负责。
6.严格按5S标准对生产现场进行管理,加强劳动纪律检查。
7.严格执行安全生产管理制度,对安全生产承担责任。
生产流转过程管理制度
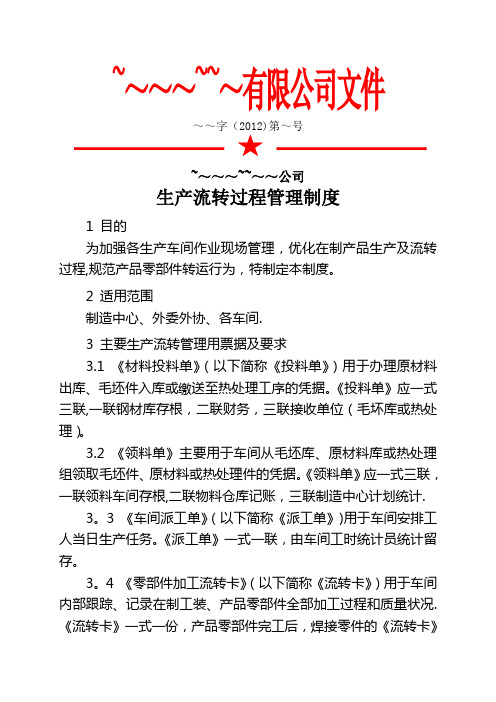
~~~~~~~有限公司文件~~字(2012)第~号~~~~~~~~公司生产流转过程管理制度1 目的为加强各生产车间作业现场管理,优化在制产品生产及流转过程,规范产品零部件转运行为,特制定本制度。
2 适用范围制造中心、外委外协、各车间.3 主要生产流转管理用票据及要求3.1 《材料投料单》(以下简称《投料单》)用于办理原材料出库、毛坯件入库或缴送至热处理工序的凭据。
《投料单》应一式三联,一联钢材库存根,二联财务,三联接收单位(毛坏库或热处理)。
3.2 《领料单》主要用于车间从毛坯库、原材料库或热处理组领取毛坯件、原材料或热处理件的凭据。
《领料单》应一式三联,一联领料车间存根,二联物料仓库记账,三联制造中心计划统计.3。
3 《车间派工单》(以下简称《派工单》)用于车间安排工人当日生产任务。
《派工单》一式一联,由车间工时统计员统计留存。
3。
4 《零部件加工流转卡》(以下简称《流转卡》)用于车间内部跟踪、记录在制工装、产品零部件全部加工过程和质量状况.《流转卡》一式一份,产品零部件完工后,焊接零件的《流转卡》随产品转入焊接库房,由焊接库管员整理留存,其他零部件的《流转卡》在零部件转出车间时,由在制品统计员整理核对、留存备查。
3.5 《缴送通知单》(以下简称《缴送单》)用于工装或产品零部件跨车间转运。
《缴送单》应一式三联,一联转出车间统计员留存,二联接收车间统计员记账,三联各相关人员签章后返回转出车间进行统计核查.3。
6 票据填写和防护要求各相关人员填写以上票据必须字迹清晰,票面所列各项内容要填写齐全、完整、准确,不得缺省;相应人员签章时不得代签或不签;持票人员必须确保票面干净无缺损.通用产品、借用产品、相似产品、不同批次的同一种产品,必须分别开票或填卡,不得合并。
3。
7 流转过程管理要求车间从毛坯库、原材料库、热处理组领料必须办理领料手续,填写《领料单》。
零部件跨车间转运必须开《缴送单》,跨车间返修的零部件应在《缴送单》上备注“返修”字样,并与《返修单》一起转入修理车间。
车间生产加工流转单

下料尺寸/规格/数量
车间生产工序流转单
设备名称: 部件名称: 序号 1 2 3 4 5 6 工件名称 图纸编号: 下料尺寸/规格/数量 作业 人数 图纸编号: 下料人: 备注 序号 7 8 9 10 11 12 工序交接 序号 1 2 3 4 5 工序 接收人 接收数量 接收时间 开始时间 完成时间 作业人数 加工台数: 开始时间: 工件名称 下单时间: 完成时间: 作业 人数 备注备名称: 部件名称: 序号 1 2 3 4 5 6 工件名称 图纸编号: 下料尺寸/规格/数量 作业 人数 图纸编号: 下料人: 备注 序号 7 8 9 10 11 12 工序交接 序号 1 2 3 4 5 工序 接收人 接收数量 接收时间 开始时间 完成时间 作业人数 加工台数: 开始时间: 工件名称 下单时间: 完成时间: 作业 人数 备注