尼龙材料的性能及PA6, PA66等的区别
尼龙中PA6与PA66的区别
尼龙中PA6与PA66的区别
采用PA6材料, 可以达到半透明效果, 但耐温不理想, 如采用PA66, 则达不到半透明效果,PA66比PA6的耐热性能要好,PA66的刚性好,PA6的韧性好,尼龙66的价格比尼龙6的贵,手感较尼龙6柔软,可做超细纤维,做高档服装面料,现在市场上质量好的羽绒面料都用尼龙66,手感滑腻,轻薄柔软,并有防羽效果。
但染色较困难,不易上色,需要高温染色,色牢度也不是很好。
尼龙66和尼龙6
同属聚酰胺纤维,尼龙66是由己二酸己二胺缩聚而成;而尼龙6则是由己内酰胺缩聚而成。
从分子结构上看,这两种纤维是非常相似的,所以两者的物理及化学性能也基本近似。
所不同的是尼龙66相邻分子间的氢键结合得更加牢固,因此它的熔点高达260℃,比尼龙6要高出40℃左右,耐热性能比较优越。
两者的织造和缝纫性能都还不错,但尼龙66的熔点较高,耐热性能较好,弹性模量也更好,更适合制造耐热应变的产品,如轮胎帘子线和耐热水洗涤织物以及梭织物。
不过这都是从细微的方面来区别的,实际上两者在服装用纺织品上的差别是不大的,主要用途差异在工业应用上,特别是在帘子线的用途上,尼龙66更加优秀。
注塑材料 PA6,PA66,PA6.6及区别

PA6 聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
熔化温度:230~280℃,对于增强品种为250~280℃。
模具温度:80~90℃。
模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。
对于结构部件来说结晶度很重要,因此建议模具温度为80~90℃。
对于薄壁的,流程较长的塑件也建议施用较高的模具温度。
增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。
如果壁厚大于3mm,建议使用20~40℃的低温模具。
对于玻璃增强材料模具温度应大于80注射压力:一般在750~1250bar之间(取决于材料和产品设计)。
注射速度:高速(对增强型材料要稍微降低)。
流道和浇口:由于PA6的凝固时间很短,因此浇口的位置非常重要。
浇口孔径不要小于0.5*t (这里t为塑件厚度)。
如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。
如果用潜入式浇口,浇口的最小直径应当是0.75mm。
化学和物理特性:PA6的化学物理特性和PA66很相似,然而,它的熔点较低,而且工艺温度范围很宽。
它的抗冲击性和抗溶解性比PA66要好,但吸湿性也更强。
因为塑件的许多品质特性都要受到吸湿性的影响,因此使用PA6设计产品时要充分考虑到这一点。
为了提高PA6的机械特性,经常加入各种各样的改性剂。
玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。
对于没有添加剂的产品,PA6的收缩率在1%到1.5%之间。
加入玻璃纤维添加剂可以使收缩率降低到0.3%(但和流程相垂直的方向还要稍高一些)。
尼龙材料的性能及PA6, PA66等的区别
与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,温度一旦达到就出现流动。
一、 PA性能的主要优点有:1. 机械强度高,韧性好,有较高的抗拉、抗压强度。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2. 耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
常见的自动扶梯扶手、新型的自行车塑料轮圈等周期性疲劳作用极明显的场合经常应用PA。
3. 表面光滑,摩擦系数小,耐磨。
作活动机械构件时有自润滑性,噪声低,在摩擦作用不太高时可不加润滑剂使用;如果确实需要用润滑剂以减轻摩擦或帮助散热,则水油、油脂等都可选择。
4. 耐腐蚀,十分耐碱和大多数盐液,还耐弱酸、机油、汽油等溶剂,对芳香族化合物呈惰性,可作润滑油、燃料等的包装材料。
5. 对生物侵蚀呈惰性,有良好的抗菌、抗霉能力。
6. 耐热,使用温度范围宽,可在-450C至+1000C下长期使用,短时耐受温度达120-1500C。
7. 有优良的电气性能。
在干燥环境下,可作工频绝缘材料,即使在高湿环境下仍具有较好的电绝缘性。
8. 制件重量轻、易染色、易成型。
因有较低的熔融粘度,能快速流动。
易于充模,充模后凝固点高,能快速定型,故成型周期短,生产效率高。
二、 PA性能的主要缺点;1. 易吸水。
吸水会在一定程度上影响制件尺寸和精度,特别是薄壁件增厚影响较大;吸水亦会大大降低塑料的机械强度。
在选材时,应顾及使用环境及与别的元件的配合精度的影响。
2. 耐光性较差。
在长期偏高温环境下会与空气中的氧发生氧化作用,开始时颜色变褐,继面破碎开裂。
3. 注塑技术要求较严:微量水分的存在都会对成型质量造成很大损害;因热膨胀作用使制品尺寸稳定性较难控制;制品中尖角的存在会导致应力集中而降低机械强度;壁厚如果不均匀会导致制件的扭曲、变形;制件后加工时设备精度要求高。
PA6与PA66的差别

PA6与PA66的差别默认分类 2008-06-15 01:54 阅读2389 评论1字号:大中小PA性能介紹和應用PA學名英文名縮寫別名型態:聚醯胺:Polyamide:PA:尼龍(Nylon):PA6、PA66半透明或不透明乳白色固體。
QUOTE:PA66 PA6 PA是一種半結晶性熱可塑性工程塑料。
是大分子主鏈重複單元中含有醯胺基團—[NHCO]—的熱塑性樹脂總稱,包括脂肪族聚醯胺,脂肪—芳香族聚醯胺和芳香族聚醯胺。
其中脂肪族聚醯胺品種多,產量大,應用廣泛,其命名由合成單體具體的碳原子數而定。
他既可作纖維,也可作塑膠。
發展歷程PA生產商1889年Gariel和Maass兩人首先在實驗室合成出聚醯胺。
1939年美國DoPont公司實現PA66工業化生產,商品名Zytel (初期為Nylon)1941年美國DoPont公司發明了PA610並實現工業化。
1937年德國IG法本(Farben)公司(現BASF的聯營公司)的P.Schlack發明了PA6,於1942年實現工業化生產。
1958年中國賽璐璐蓖麻油為原料開發出PA1010,1961年實現工業化。
1963年德國Huls開始生產PA12,於1966年工業化。
1984年荷蘭DSM成功開發PA46,於1990年實現工業化。
聚醯胺的發展按時間劃分,大約經歷了兩個階級:一以聚醯胺新品種為主要的開發階段(20世紀70年代前)開發的品種主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、芳香醯胺等;二以聚醯胺改性為主要的發展階段(20世紀70年代至今)同時也開發出一些新的小品種,如PA46、PA6T、PA9T、MXD-6等。
在世界範圍內PA的需求量一直居工程塑料之首,由於多種改性PA的開發與應用,使得PA工業一直充滿勃勃生機,生產與消費快速穩步增加,它比通用塑膠更集中於發達國家。
美國、日本、西歐等發達國家和地區的尼龍工程塑料生產能力一直占世界總生產能力的90%以上。
PA材料

PA材料尼龙6与尼龙66结构尼龙6为聚己内酰胺,而尼龙66为聚己二酸己二胺。
尼龙66比尼龙6要硬12%,而理论上说,尼龙硬度越高,纤维的脆性越大,从而越容易断裂。
但在地毯使用中这点微小的差别是无法分别的。
熔点及弹性尼龙6的熔点为220C而尼龙66的熔点为260C。
但对地毯的使用温度条件而言,这并不是一个差别。
而较低的熔点使得尼龙6与尼龙66相比具有更好的回弹性,抗疲劳性及热稳定性。
色牢度色牢度并不是尼龙的一个特性,是尼龙中的染料而不是尼龙本身在光照下褪色。
耐磨性及抗尘性美国Clemson大学曾在Tampa国际机场分别用巴斯夫 Zeftron500尼龙6地毯和杜邦Antron XL尼龙66地毯进行了一个长达两年半的实验。
地毯处于人流量极高的状态下,结果表明:巴斯夫Zeftron500尼龙在颜色保持性及绒头耐磨性方面要稍好于杜邦 Antron XL。
两种纱线的抗尘性能没有差别。
尼龙的属性由于尼龙具有很多的特性,因此,在汽车、电气设备、机械部构、交通器材、纺织、造纸机械等方面得到广泛应用。
随着汽车的小型化、电子电气设备的高性能化、机械设备轻量化的进程加快,对尼龙的需求将更高更大。
特别是尼龙作为结构性材料,对其强度、耐热性、耐寒性等方面提出了很高的要求。
尼龙的固有缺点也是限制其应用的重要因素,特别是对于PA6、PA66两大品种来说,与PA46、PAl2等品种比具有很强的价格优势,虽某些性能不能满足相关行业发展的要求。
因此,必须针对某一应用领域,通过改性,提高其某些性能,来扩大其应用领域。
由于PA强极性的特点,吸湿性强,尺寸稳定性差,但可以通过改性来改善。
玻璃纤维增强PA在PA 加入30% 的玻璃纤维,PA 的力学性能、尺寸稳定性、耐热性、耐老化性能有明显提高,耐疲劳尼龙强度是未增强的2.5 倍。
玻璃纤维增强PA 的成型工艺与未增强时大致相同,但因流动较增强前差,所以注射压力和注射速度要适当提高,机筒温度提高10-40℃。
PA6与PA66的区别
PA66与PA6的区别PA6尼龙为聚乙内酰胺,尼66为聚乙二酸乙二胺PA6的化学物理特性和PA66很相似,然而,它的熔点较低,而且工艺温度范围很宽。
它的抗冲击性和抗溶解性比PA66要好,但吸湿性也更强。
因为塑件的许多品质特性都要受到吸湿性的影响,因此使用PA6设计产品时要充分考虑到这一点。
为了提高PA6的机械特性,经常加入各种各样的改性剂。
玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。
对于没有添加剂的产品,PA6的收缩率在1%到 1.5%之间。
加入玻璃纤维添加剂可以使收缩率降低到0.3%(但和流程相垂直的方向还要稍高一些)。
成型组装的收缩率主要受材料结晶度和吸湿性影响。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80C以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105C,8小时以上的真空烘干。
熔化温度:230~280C,对于增强品种为250~280C。
模具温度:80~90C。
模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。
对于结构部件来说结晶度很重要,因此建议模具温度为80~90C。
对于薄壁的,流程较长的塑件也建议施用较高的模具温度。
增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。
如果壁厚大于3mm,建议使用20~40C的低温模具。
对于玻璃增强材料模具温度应大于80C。
注射压力:一般在750~1250bar之间(取决于材料和产品设计)。
注射速度:高速(对增强型材料要稍微降低)。
流道和浇口:由于PA6的凝固时间很短,因此浇口的位置非常重要。
浇口孔径不要小于0.5*t(这里t为塑件厚度)。
如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。
如果用潜入式浇口,浇口的最小直径应当是0.75mm。
POW,PA66,P66材料及应用区别

PA6 聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
熔化温度:230~280℃,对于增强品种为250~280℃。
模具温度:80~90℃。
模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。
对于结构部件来说结晶度很重要,因此建议模具温度为80~90℃。
对于薄壁的,流程较长的塑件也建议施用较高的模具温度。
增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。
如果壁厚大于3mm,建议使用20~40℃的低温模具。
对于玻璃增强材料模具温度应大于80℃。
注射压力:一般在750~1250bar之间(取决于材料和产品设计)。
注射速度:高速(对增强型材料要稍微降低)。
流道和浇口:由于PA6的凝固时间很短,因此浇口的位置非常重要。
浇口孔径不要小于0.5*t (这里t为塑件厚度)。
如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。
如果用潜入式浇口,浇口的最小直径应当是0.75mm。
化学和物理特性:PA6的化学物理特性和PA66很相似,然而,它的熔点较低,而且工艺温度范围很宽。
它的抗冲击性和抗溶解性比PA66要好,但吸湿性也更强。
因为塑件的许多品质特性都要受到吸湿性的影响,因此使用PA6设计产品时要充分考虑到这一点。
为了提高PA6的机械特性,经常加入各种各样的改性剂。
玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。
对于没有添加剂的产品,PA6的收缩率在1%到1.5%之间。
加入玻璃纤维添加剂可以使收缩率降低到0.3%(但和流程相垂直的方向还要稍高一些)。
PA6和PA66的区分
如何区分PA6(尼龙6)和PA66(尼龙66)?首先,我们来说说什么是尼龙。
聚酰胺,英文名称为polyamide,简称PA,俗称尼龙(Nylon)。
它是大分子主链重复单元中含有酰胺基团的高聚物的总称。
为五大工程塑料中产量最大、品种最多、用途最广的品种。
尼龙中的主要品种是尼龙6和尼龙66,占绝对主导地位,尼龙6为聚己内酰胺,而尼龙66为聚己二酰己二胺。
PA6又名尼龙6,是半透明或不透明乳白色粒子,熔点为215℃~225℃,具有热塑性、轻质、韧性好、耐化学品和耐久性好等特性,一般用于汽车零部件、机械部件、电子电器产品、工程配件等产品。
PA66又名尼龙66)塑胶原料为半透明或不透明乳白包或带黄色颗粒状结晶形聚合物,具有可塑性,熔点为250~℃260℃ 。
同PA6相比,PA66更广泛应用于汽车工业、仪器壳体以及其它需要有抗冲击性和高强度要求的产品。
那应该如何如何区分PA6和PA66?红外(FTIR)+差示(DSC)等一起可以迅速识别它们。
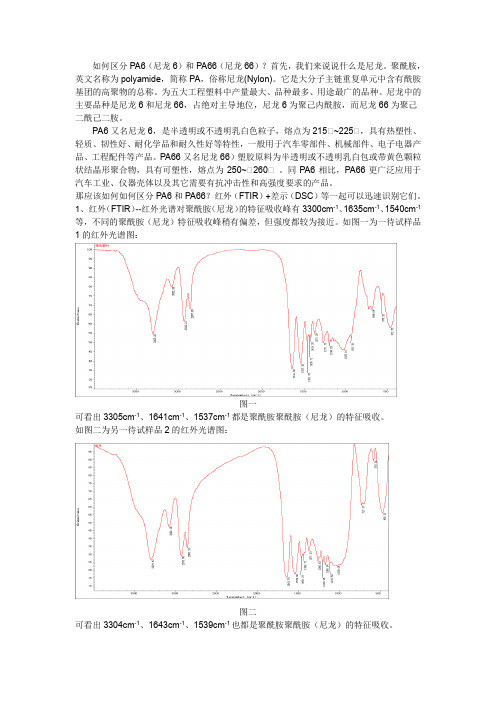
1、红外(FTIR)--红外光谱对聚酰胺(尼龙)的特征吸收峰有3300cm-1、1635cm-1、1540cm-1等,不同的聚酰胺(尼龙)特征吸收峰稍有偏差,但强度都较为接近。
如图一为一待试样品1的红外光谱图:图一可看出3305cm-1、1641cm-1、1537cm-1都是聚酰胺聚酰胺(尼龙)的特征吸收。
如图二为另一待试样品2的红外光谱图:图二可看出3304cm-1、1643cm-1、1539cm-1也都是聚酰胺聚酰胺(尼龙)的特征吸收。
2、差示(DSC)测熔点PA6熔点为215℃~225℃,PA66熔点为250~℃260℃ 。
如图三为样品1的DSC,图四为样品2的DSC:图三图四图三255℃左右熔融峰符合PA 66的特征行为,图四218℃左右熔融峰符合PA 6的特征行为。
由此可知,样品1是PA 66,样品2是PA6。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,温度一旦达到就出现流动。
一、 PA性能的主要优点有:
1. 机械强度高,韧性好,有较高的抗拉、抗压强度。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2. 耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
常见的自动扶梯扶手、新型的自行车塑料轮圈等周期性疲劳作用极明显的场合经常应用PA。
3. 表面光滑,摩擦系数小,耐磨。
作活动机械构件时有自润滑性,噪声低,在摩擦作用不太高时可不加润滑剂使用;如果确实需要用润滑剂以减轻摩擦或帮助散热,则水油、油脂等都可选择。
4. 耐腐蚀,十分耐碱和大多数盐液,还耐弱酸、机油、汽油等溶剂,对芳香族化合物呈惰性,可作润滑油、燃料等的包装材料。
5. 对生物侵蚀呈惰性,有良好的抗菌、抗霉能力。
6. 耐热,使用温度范围宽,可在-450C至+1000C下长期使用,短时耐受温度达120-1500C。
7. 有优良的电气性能。
在干燥环境下,可作工频绝缘材料,即使在高湿环境下仍具有较好的电绝缘性。
8. 制件重量轻、易染色、易成型。
因有较低的熔融粘度,能快速流动。
易于充模,充模后凝固点高,能快速定型,故成型周期短,生产效率高。
二、 PA性能的主要缺点;
1. 易吸水。
吸水会在一定程度上影响制件尺寸和精度,特别是薄壁件增厚影响较大;吸水亦会大大降低塑料的机械强度。
在选材时,应顾及使用环境及与别的元件的配合精度的影响。
2. 耐光性较差。
在长期偏高温环境下会与空气中的氧发生氧化作用,开始时颜色变褐,继面破碎开裂。
3. 注塑技术要求较严:微量水分的存在都会对成型质量造成很大损害;因热膨胀作用使制品尺寸稳定性较难控制;制品中尖角的存在会导致应力集中而降低机械强度;壁厚如果不均匀会导致制件的扭曲、变形;制件后加工时设备精度要求高。
4. 会吸收水、醇而溶胀,不耐强酸及氧化剂,不能作耐酸材料使用。
PA的品种很多,如今已有几十种,以PA6、PA66、PA610最为常用。
另外一篇文章:
英文名称:Polyamide
比重:PA6-1.14克/立方厘米 PA66-1.15克/立方厘米 PA1010-1.05克/立方厘
米 成型收缩率:PA6-0.8-2.5% PA66-1.5-2.2% 成型温度:220-300℃ 干燥条件:100-110℃ 12小时
物料性能:坚韧,耐磨,耐油,耐水,抗酶菌,但吸水大.
1、尼龙6弹性好,冲击强度高,吸水较大
2、尼龙66性能优于尼龙6,强度高,耐磨性好
3、尼龙610与尼龙66相似,但吸水小,刚度低
4、尼龙1010半透明,吸水小,耐寒性较好,适于制作一般机械零件,减磨耐磨零件,传动零件,以及化工,电器,仪表等零件
成型性能:
1.结晶料,熔点较高熔融温度范围窄,热稳定性差,料温超过300度、滞留时间超过30min即分解。
较易吸湿,需干燥,含水量不得超过0.3%.
2.流动性好,易溢料。
宜用自锁时喷嘴,并应加热。
3.成型收缩范围及收缩率大,方向性明显,易发生缩孔、变形等。
4.模温按塑件壁厚在20-90度范围内选取,注射压力按注射机类型、料温、塑件形状尺寸、模具浇注系统选定,成型周期按塑件壁厚选定。
树脂粘度小时,注射、冷却时间应取长,并用白油作脱模剂。
5.模具浇注系统的形式和尺寸,增大流道和浇口尺寸可减少缩水。