钢结构对接焊缝
钢结构的连接焊缝
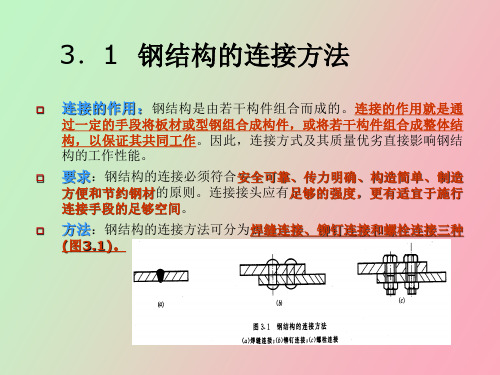
3.2 焊接方法和焊缝连接形式
3.2.2 焊缝连接形式及焊缝形式 3.2.2.2 焊缝形式
焊缝形式:主要有对接焊缝和角焊缝(连续角焊缝和间断续角
焊缝)。
对接焊缝:分为正对接焊缝[图3.5(a)]和斜对接焊缝[图3.5(b)]。
角焊缝:可分为正面角焊缝、侧面角焊缝和斜焊缝[图3.5(c)] 。
3.2 焊接方法和焊缝连接形式
3.2.1 钢结构常用焊接方法 3.2.1.3 气体保护焊
气体保护焊:利用二氧化碳气体或其他惰性气体
作为保护介质的一种电弧熔焊方法。它直接依靠保护 气体在电弧周围造成局部的保护区,以防止有害气体 的侵入并保证了焊接过程中的稳定性。
特点:气体保护焊的焊缝熔化区没有熔渣,焊工能
3.4(a)所示为采用对接焊缝的对接连接,由于相互连接的两构件在 同一平面内,因而传力均匀平缓,没有明显的应力集中,且用料经济, 但是焊件边缘需要加工,被连接两板的间隙和坡口尺寸有严格的要求。
3.2 焊接方法和焊缝连接形式
3.2.2 焊缝连接形式及焊缝形式 3.2.2.1 焊缝连接形式
角焊缝的对接连接:图3.4(b)所示为用双层盖板和角焊缝
3.2.4 焊缝代号(参考p195~197《焊缝符号表示方法》GB324-88)
《建筑结构制图标准》规定:焊 缝代号由引出线、图形符号和辅 助符号三部分组成。引出线由横 线和带箭头的斜线组成。箭头指 到图形上的相应焊缝处,横线的 上面和下面用来标注图形符号和 焊缝尺寸。
3.2 焊接方法和焊缝连接形式
倾斜角焊缝受力状态:
而斜焊缝的受力性能和强度值介于正面角焊缝和侧面 角焊缝之间。
3.3 角焊缝的构造与计算
钢结构工程焊缝厚度计算方法

钢结构工程焊缝厚度计算方法一、全焊透的对接焊缝及对接与角接组合焊缝全焊透的对接焊缝及对接与角接组合焊缝,采用双面焊时,反面应清根后焊接,其焊缝计算厚度h e,对于对接焊缝,应为焊接部位较薄的板厚;对于对接与角接组合焊缝(见图3-7),其焊缝计算厚度h e应为坡口根部至焊缝两侧表面(不计余高)的最短距离之和;采用加衬垫单面焊,其焊缝计算厚度he应为坡口根部至焊缝表面(不计余高)的最短距离。
图3-7全焊透的对接与角接组合焊缝计算厚度he二、部分焊透对接焊缝及对接与角接组合焊缝部分焊透对接焊缝及对接与角接组合焊缝,其焊缝计算厚度he(见图3-8)应根据不同的焊接方法、坡口形式及尺寸、焊接位置对坡口深度h进行折减,并应符合表3-11的规定。
图3-8部分焊透的对接焊缝及对接与角接组合焊缝计算厚度表3-11部分焊透的对接焊缝及对接与角接组合焊缝计算厚度续表3-11V形坡口α≥60°及U形、J形坡口,焊缝计算厚度he应为坡口深度h。
三、搭接角焊缝及直角角焊缝计算厚度搭接角焊缝及直角角焊缝计算厚度he(见图3-9)应按下列公式计算(塞焊和槽焊焊缝计算厚度he可按角焊缝的计算方法确定):(1)当间隙b≤1.5时:(2)当间隙1.5<b≤5时:图3-9直角角焊缝及搭接角焊缝计算厚度四、斜角角焊缝计算厚度斜角角焊缝计算厚度he,应根据两面角Ψ按下列公式计算:(1)Ψ=60°~135°[见图3-10(a)、(b)、(c)]:当间隙b、b1或b2≤1.5时:当间隙1.5<b、b1或b2≤5时:式中:Ψ——两面角;hf——焊脚尺寸(mm);b、b1或b2——焊缝坡口根部间隙(mm)。
(2)30°≤Ψ<60°[图3-10(d)]:将公式(3-3)和公式(3-4)所计算的焊缝计算厚度he减去折减值z,不同焊接条件的折减值z应符合表3-12的规定。
图3-10斜角角焊缝计算厚度Ψ—两面角;b、b1或b2—根部间隙;hf—焊脚尺寸;he—焊缝计算厚度;z—焊缝计算厚度折减值表3-1230°≤Ψ<60°时的焊缝计算厚度折减值z(3)Ψ<30°:必须进行焊接工艺评定,确定焊缝计算厚度。
A钢结构的连接(焊缝)

沿焊缝长度方向的力Nx , 在有效截面上引起平行于焊 缝长度方向的剪应力 f 。
直角角焊缝的计算
则直角角焊缝在各种应力综合作用下的计算公式为:
f —— 正面角焊缝的强度设计值增大
系数 。静载时 f =1 .22 ,对直接承受
当焊件厚度 hf=tx
tm≤4mm时,则取
2 . 式最中大tm焊ax 脚为较尺厚寸焊件h的f m厚ax度(mm)
tmin为较薄焊件的厚度。
板件厚度为t1 的板件边缘焊缝尚应满足:
(1)
当t1≤6mm时,h r ≤ t
(2)
当t 1>6mm时,hf≤t1-(1~2)mm。
为什么焊脚尺寸不能过小?
焊脚尺寸过小 ,在施焊过程中高温的焊缝热量很快被焊件吸收, 焊缝冷却过快 , 焊缝金属易产生硬组织 ,焊缝易变脆。
强度计算(焊透的对接焊缝)
1 、承担轴心力
2 、承担弯矩和剪力
在正应力和剪应力同时作用点处: 1. 1为考虑到最大折算应力只 在局部出现,而将强度设计值适当提高系数 。
采用斜焊缝时(三级焊缝)
当
时 , 即 6≤67.2 时
斜焊缝与钢板等强 。
规范规定 , 当斜焊缝与作用力N间的夹角 符合tg 56 . 3º)时 , 可不验算其强度 。 工程中通常取 =45º 。
V
eF
1
2
MM
h1 h h2 x
x
2’
σf1 σf2
τf
h1
对于2点:
强度验算公式:
h 2— 腹板焊缝的实际长度; l w2—腹腹板板焊焊缝缝的的计计算算长长度度 ; he2—腹板焊缝截面有效高度。
建筑钢结构工程技术 2.3 对接焊缝的构造和计算
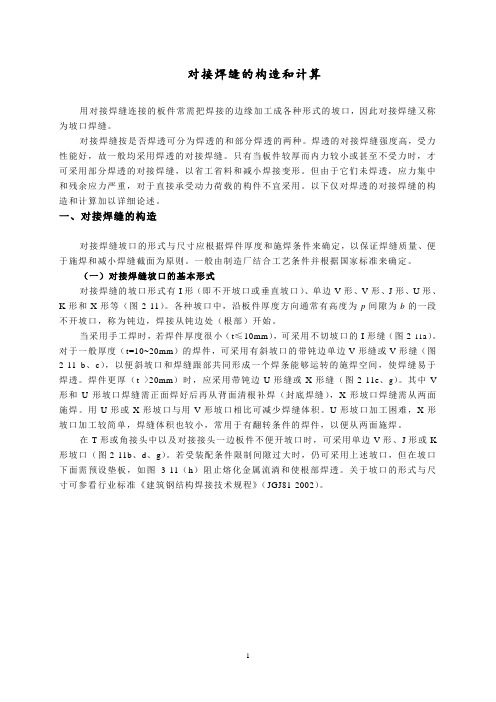
对接焊缝的构造和计算用对接焊缝连接的板件常需把焊接的边缘加工成各种形式的坡口,因此对接焊缝又称为坡口焊缝。
对接焊缝按是否焊透可分为焊透的和部分焊透的两种。
焊透的对接焊缝强度高,受力性能好,故一般均采用焊透的对接焊缝。
只有当板件较厚而内力较小或甚至不受力时,才可采用部分焊透的对接焊缝,以省工省料和减小焊接变形。
但由于它们未焊透,应力集中和残余应力严重,对于直接承受动力荷载的构件不宜采用。
以下仅对焊透的对接焊缝的构造和计算加以详细论述。
一、对接焊缝的构造对接焊缝坡口的形式与尺寸应根据焊件厚度和施焊条件来确定,以保证焊缝质量、便于施焊和减小焊缝截面为原则。
一般由制造厂结合工艺条件并根据国家标准来确定。
(一)对接焊缝坡口的基本形式对接焊缝的坡口形式有I形(即不开坡口或垂直坡口)、单边V形、V形、J形、U形、K形和X形等(图2-11)。
各种坡口中,沿板件厚度方向通常有高度为p间隙为b的一段不开坡口,称为钝边,焊接从钝边处(根部)开始。
当采用手工焊时,若焊件厚度很小(t≤10mm),可采用不切坡口的I形缝(图2-11a)。
对于一般厚度(t=10~20mm)的焊件,可采用有斜坡口的带钝边单边V形缝或V形缝(图2-11b、c),以便斜坡口和焊缝跟部共同形成一个焊条能够运转的施焊空间,使焊缝易于焊透。
焊件更厚(t >20mm)时,应采用带钝边U形缝或X形缝(图2-11e、g)。
其中V 形和U形坡口焊缝需正面焊好后再从背面清根补焊(封底焊缝),X形坡口焊缝需从两面施焊。
用U形或X形坡口与用V形坡口相比可减少焊缝体积。
U形坡口加工困难,X形坡口加工较简单,焊缝体积也较小,常用于有翻转条件的焊件,以便从两面施焊。
在T形或角接头中以及对接接头一边板件不便开坡口时,可采用单边V形、J形或K 形坡口(图2-11b、d、g)。
若受装配条件限制间隙过大时,仍可采用上述坡口,但在坡口下面需预设垫板,如图3-11(h)阻止熔化金属流淌和使根部焊透。
钢结构对接焊缝的构造与计算
西南科技大学网络教育课程
注意: 焊缝与作用力间的夹角θ满足tanθ≤1.5时,斜焊缝的强度不低于 母材强度,可不再进行验算。
西南科技大学网络教育课程
例 试验算图3.36所示钢板的对接焊缝的强度。图中a=540mm, t=22mm,轴心力的设计值为N=2150kN。钢材为Q235-B,手工焊,焊条为
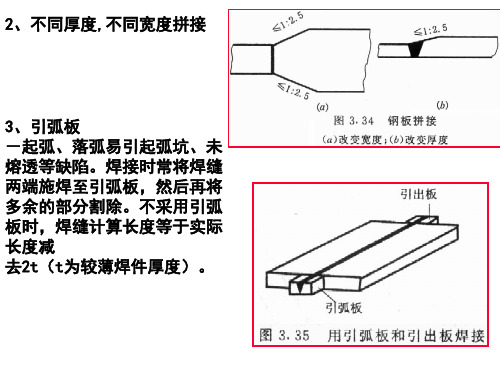
2、不同厚度,不同宽度拼接
3、引弧板 -起弧、落弧易引起弧坑、未 熔透等缺陷。焊接时常将焊缝 两端施焊至引弧板,然后再将 多余的部分割除。不采用引弧 板时,焊缝计算长度等于实际 长度减 去2t(t为较薄焊件厚度)。
西南科技大学网络教育课程
二、对接焊缝的计算
1、焊透的对接焊缝的计算 注意:
对接焊缝一般只在焊缝质量等级为三级且受拉力作用时,才须 进行抗拉强度计算。 对焊缝质量等级为一、二级的对接焊缝,其强度设计值虽与母 材相等,但当焊缝在无引弧板情况下施焊时,由于两端起、落弧 的弧坑缺陷,《规范》规定每条焊缝的计算长度比实际长度减去 2t ,因此焊缝强度会略低于母材。这种情况也需进行强度计算。
1.1-考虑到最大折算应力只在局部出现,而将强度设计值适当
提高的系数。
(3)、承受轴心力、弯矩和剪力共同作用的对接焊缝 当轴心力与弯矩、剪力共同作用时,焊缝的最大正应力应为轴 心力和弯矩引起的应力之和。
西南科技大学网络教育课程
焊接连接的计算步骤总结:
1、画出焊缝计算截面 2、计算焊缝或焊缝群的形心 3、将焊缝所受外力等效简化到形心处,求得作用在焊缝截面形心处
(1)轴心受力的对接焊缝 轴心力-外力通过焊缝或焊缝群的形心。
西南科技大学网络教育课程
N lw t
ftw or
f
w c
钢结构3(对接焊缝)g
第
35 页
纵向焊接应力
X
第
36 页
横向焊接应力
厚度方向的焊接应力
X
第
二、焊接应力对结构工作性能的影响
1、对结构静力强度的影响 : 焊接应力不影响结构强度。 2、对结构刚度的影响 : 构件上的焊接应力会降低结构的刚度。
37 页
3、对低温冷脆的影响 焊接残余应力对低温冷脆的影响经常是决定性的, 必须引起足够的重视。在厚板和具有严重缺陷的焊缝中, 以及在交叉焊缝的情况下,产生了阻碍塑性变形的三轴 拉应力,使裂纹容易发生和发展。
4、对疲劳强度的影响 焊接残余应力对结构的疲劳强度有明显不利影响。
X
第
三、焊接残余变形(welding residual deformations)
成因:
38 页
在焊接过程中,由于不均匀的加热,在焊接区 局部产生了热塑性压缩变形,当冷却时焊接区要在 纵向和横向收缩,势必导致构件产生局部鼓曲、弯 曲、歪曲和扭转 等。
X
第
17 页
X
第
18 页
X
第
19 页
工字梁(或牛腿)与钢柱翼缘角焊缝的连接 的另一种计算方法是:假设腹板焊缝只承受剪力; 翼缘焊缝承担全部弯矩,并将弯矩M化为一对水平 力H=M/h。 翼缘焊缝的强度计算式为: 腹板焊缝的强度计算式为:
X
第
例题:3.4
20 页
X
第
21 页
X
第
22 页
X
第
X
第
13 页
角钢肢背上的角焊缝计算长度可按 (式3.17)计算,角钢端部的正面角焊缝 的长度已知,可按下式计算其焊脚尺寸:
X
第
钢结构焊缝讲解

钢结构焊缝讲解钢结构焊缝是指在钢结构中进行焊接连接的部位。
焊缝的质量直接影响着钢结构的强度和稳定性。
本文将从焊缝的定义、分类、常见问题以及质量控制等方面进行讲解。
一、焊缝的定义焊缝是指通过焊接工艺将两个或多个钢材连接在一起的部位。
焊接是一种将金属材料熔化并冷却后形成连接的工艺。
焊缝通常由焊接金属和熔化区组成。
二、焊缝的分类根据焊接方式和形式的不同,焊缝可以分为多种类型。
常见的焊缝分类包括:角焊缝、对接焊缝、搭接焊缝、角接焊缝、对角焊缝等。
不同类型的焊缝适用于不同的连接需求。
三、焊缝的常见问题在焊接过程中,可能会出现一些常见的焊缝问题。
例如焊缝裂纹、气孔、夹渣、未熔合等。
这些问题可能会降低焊缝的质量,影响钢结构的强度和稳定性。
因此,在焊接过程中需要注意避免这些问题的发生。
四、焊缝质量控制为了确保焊缝的质量,需要进行严格的质量控制。
首先,焊工应具备良好的焊接技术和经验。
其次,焊接材料的选择和预处理也十分重要。
此外,焊接过程中的温度、焊接速度、焊接电流等参数的控制也是关键。
最后,对焊缝进行非破坏性检测和力学性能测试,以确保焊缝的质量符合要求。
总结:钢结构焊缝是钢结构中进行焊接连接的部位。
焊缝的质量直接影响着钢结构的强度和稳定性。
本文从焊缝的定义、分类、常见问题以及质量控制等方面进行了讲解。
在焊接过程中,需要注意避免焊缝裂纹、气孔、夹渣、未熔合等问题的发生。
通过严格的质量控制,可以确保焊缝的质量符合要求。
只有焊缝质量良好,才能保证钢结构的安全可靠。
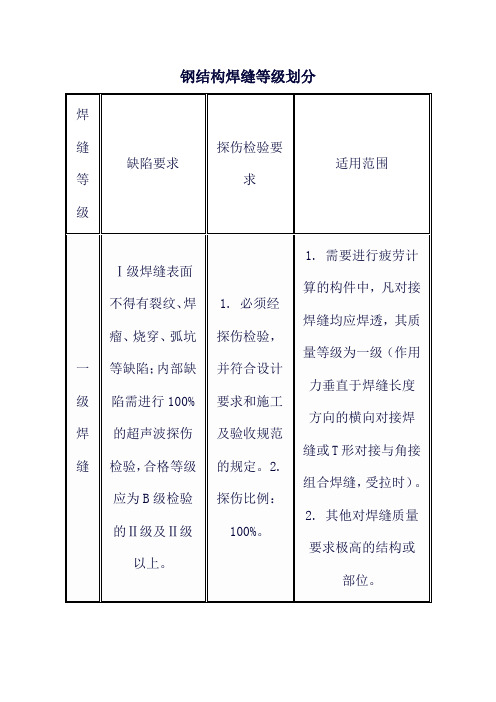
钢结构焊缝等级划分
Ⅲ级焊缝允许存在一定的表面缺陷,如气孔、咬边等,但应符合规范要求;内部缺陷一般不进行无损检测。
外观检查为主,必要时可辅以磁粉探伤或渗透探伤。
1. 不要求焊透的’I\'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝。2. 其他对焊缝质量要求一般的结构或部位。
钢结构焊缝等级划分
焊缝等级
缺陷要求
探伤检验要求
适用范围
一级焊缝
Ⅰ级焊缝表面不得有裂纹、焊瘤、烧穿、弧坑等缺陷;内部缺陷需进行100%的超声波探伤检验,合格等级应为B级检验的Ⅱ级及Ⅱ级以上。
1. 必须经探伤检验,并符合设计要求和施工及验收规范的规定。2. 探伤比例:100%。
1. 需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为一级(作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时)。2. 其他对焊缝质量要求极高的结构或孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷;内部缺陷需进行抽检,抽检比例应不小于20%,合格等级应为B级检验的Ⅲ级及Ⅲ级以上。
1. 必须经探伤检验,并符合设计要求和施工及验收规范的规定。2. 探伤比例:不小于20%。
1. 不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。2. 重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透,其质量等级不应低于二级。3. 其他对焊缝质量要求较高的结构或部位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 B
3
2 B
1.1 ftw
考虑到最大折算应力只发生在局部个别点,所以将强度 设计值适当提高10%。
算例5
如图所示焊接工字形梁仅在腹板上设一道对接拼接焊缝, 钢材采用Q345,手工焊,焊条E50,拼接ቤተ መጻሕፍቲ ባይዱ弯矩M= 2600kNm,剪力V=244kN,设置引弧板,质量等级三级, 试验算强度。
-320x20
-1160x10
-320x20
验算内容: (1)最大应力验算 (2)折算应力验算
(1)焊缝所处截面的惯性矩:
Ix 32012003 31011603 /12 575685104 mm4
上翼缘对x轴的面积矩:
S1 320201160 / 2 10 3776000mm3
上半截面对x轴的面积矩:
(二)焊透对接焊缝:厚度与焊件相同,焊件截面(如果 厚度不一则取薄板截面)
(1)轴心受力的对接焊缝
=N/(lwt)≤fwt或fwc
(2)受弯、受剪的对接焊缝计算
➢最大应力值验算
max =M/Ww ≤ fwt max=VS/(Iwt )≤ fwV
焊缝为矩形截面
➢ 折算应力验算
焊缝为工字形截面
zs
fvw
180N
/ mm2
(2)折算应力验算:腹板与上翼缘交界点
1
VS Ixt
244103 3776000 575685000010
16
fvw
180N / mm2
折算应力:
r
2
3
2 1
2622 3162 263.5N / mm2
1.1 ftw 1.1 265 291.5N / mm2
S 3776000 1160 / 2101160 / 4 5458000mm3
(2)焊缝最大应力验算:
max
My1 Ix
2600106 1160 / 2 5756850000
262
ft w
265N / mm2
max
VS
Ixt
244103 5458000 5756850000 10
23.1