硬质合金刀片型号规格大全
硬质合金切削刀具材料介绍和基本知识
1.5 碳化物的一些主要性质
碳化物 晶格类型
Cr3C2 Mo2C WC
VC NbC TaC TiC ZrC HfC
斜方晶格 密排六方 简单六方 面心立方 面心立方 面心立方 面心立方 面心立方 面心立方
密度 g/cm3 6.68 9.18 15.7 5.36 7.56 14.48
WC-TiC-TaC(NbC)-Co硬质合金
在WC-TiC-Co硬质合金中加入适当的TaC,可提 高其抗弯强度(显著增加刀刃强度)、疲劳强度 和冲击韧性,提高耐热性、高温硬度、高温强度 和抗氧化能力,提高其耐磨性,增加抗月牙洼磨 损和抗后刀面磨损能力。这类合金兼有WC-TiCCo及WC-TaC-Co合金的大部分最佳性能,它既 可用于加工钢料(主要用途),又可用于加工铸 铁和有色金属,故常被称为通用合金(代号 YW)。这类合金通常用于加工各种高合金钢、 耐热合金和各种合金铸铁、特硬铸铁等难加工材 料。如果适当提高含钴量,这类硬质合金便具有 更高的强度和韧性,可用于对各种难加工材料的 粗加工和断续切削。
几种材料的物理机械性能
材料
熔点 密度 (°C) (g/cm³)
硬度 (HV)
弹性模量 抗高温 (kN/mm²) 氧化性能
TiC
3067 4.93
3200
470
TiN
2950 5.40
2500
590
Al2O3
2047 3.98
2100
400
硬质合金
1400~1800
高速钢 1500 7.8
900
一般 一般 很好
4.9 6.73 12.2
显微硬度 弹性模量 导热率
刀片材质分类
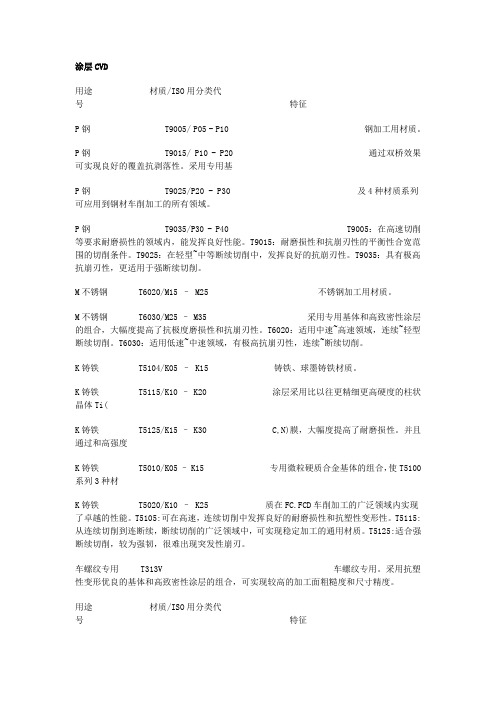
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
数控刀具方面比较常用的硬质合金材料及其牌号
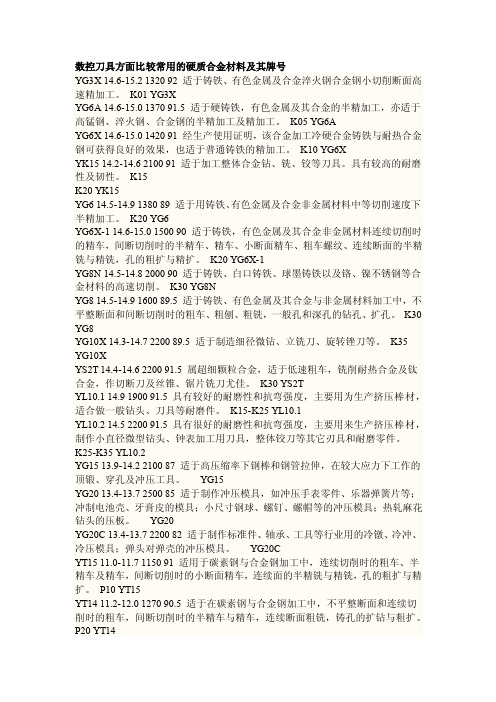
数控刀具方面比较常用的硬质合金材料及其牌号YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。
K01 YG3XYG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
K05 YG6AYG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
K10 YG6XYK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有较高的耐磨性及韧性。
K15K20 YK15YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。
K20 YG6YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。
K20 YG6X-1YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍不锈钢等合金材料的高速切削。
K30 YG8NYG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30 YG8YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。
K35 YG10XYS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。
K30 YS2TYL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。
K15-K25 YL10.1YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯强度,主要用来生产挤压棒材,制作小直径微型钻头、钟表加工用刀具,整体铰刀等其它刃具和耐磨零件。
硬质合金刀头、规格、型号、用途、种类
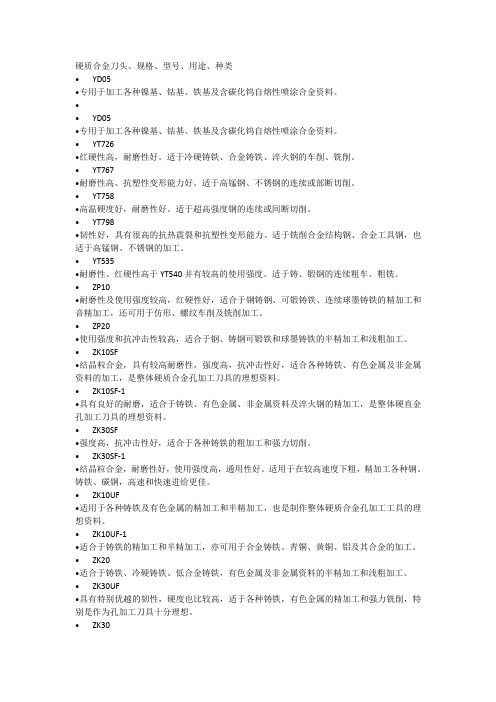
硬质合金刀头、规格、型号、用途、种类•YD05•专用于加工各种镍基、钴基、铁基及含碳化钨自熔性喷涂合金资料。
••YD05•专用于加工各种镍基、钴基、铁基及含碳化钨自熔性喷涂合金资料。
•YT726•红硬性高,耐磨性好。
适于冷硬铸铁、合金铸铁、淬火钢的车削、铣削。
•YT767•耐磨性高、抗塑性变形能力好。
适于高锰钢、不锈钢的连续或部断切削。
•YT758•高温硬度好,耐磨性好。
适于超高强度钢的连续或间断切削。
•YT798•韧性好,具有很高的抗热震裂和抗塑性变形能力。
适于铣削合金结构钢、合金工具钢,也适于高锰钢、不锈钢的加工。
•YT535•耐磨性、红硬性高于YT540并有较高的使用强度。
适于铸、锻钢的连续粗车、粗铣。
•ZP10•耐磨性及使用强度较高,红硬性好,适合于钢铸钢、可锻铸铁、连续球墨铸铁的精加工和音精加工,还可用于仿形、螺纹车削及铣削加工。
•ZP20•使用强度和抗冲击性较高,适合于钢、铸钢可锻铁和球墨铸铁的半精加工和浅粗加工。
•ZK10SF•结晶粒合金,具有较高耐磨性,强度高,抗冲击性好,适合各种铸铁、有色金属及非金属资料的加工,是整体硬质合金孔加工刀具的理想资料。
•ZK10SF-1•具有良好的耐磨,适合于铸铁、有色金属、非金属资料及淬火钢的精加工,是整体硬直金孔加工刀具的理想资料。
•ZK30SF•强度高,抗冲击性好,适合于各种铸铁的粗加工和强力切削。
•ZK30SF-1•结晶粒合金,耐磨性好,使用强度高,通用性好。
适用于在较高速度下粗,精加工各种钢、铸铁、碳钢,高速和快速进给更佳。
•ZK10UF•适用于各种铸铁及有色金属的精加工和半精加工,也是制作整体硬质合金孔加工工具的理想资料。
•ZK10UF-1•适合于铸铁的精加工和半精加工,亦可用于合金铸铁、青铜、黄铜、铝及其合金的加工。
•ZK20•适合于铸铁、冷硬铸铁、低合金铸铁,有色金属及非金属资料的半精加工和浅粗加工。
•ZK30UF•具有特别优越的韧性,硬度也比较高,适于各种铸铁,有色金属的精加工和强力铣削,特别是作为孔加工刀具十分理想。
硬质合金及切削刀片的牌号和型号的解释
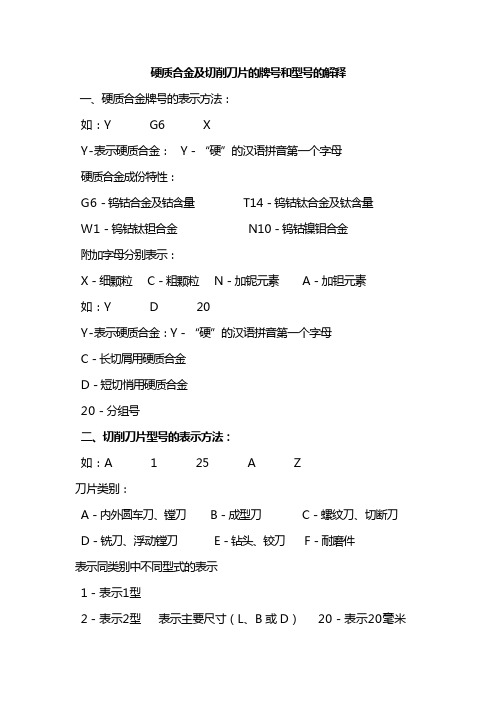
硬质合金及切削刀片的牌号和型号的解释一、硬质合金牌号的表示方法:如:Y G6 XY-表示硬质合金: Y-“硬”的汉语拼音第一个字母硬质合金成份特性:G6-钨钴合金及钴含量 T14-钨钴钛合金及钛含量W1-钨钴钛钽合金 N10-钨钴镍钼合金附加字母分别表示:X-细颗粒 C-粗颗粒 N-加铌元素 A-加钽元素如:Y D 20Y-表示硬质合金:Y-“硬”的汉语拼音第一个字母C-长切屑用硬质合金D-短切悄用硬质合金20-分组号二、切削刀片型号的表示方法:如:A 1 25 A Z刀片类别:A-内外圆车刀、镗刀 B-成型刀 C-螺纹刀、切断刀 D-铣刀、浮动镗刀 E-钻头、铰刀 F-耐磨件表示同类别中不同型式的表示1-表示1型2-表示2型表示主要尺寸(L、B或D) 20-表示20毫米06-表示6毫米附加字母分别表示:A、B、C表示主要尺寸相当时,其它尺寸有差异的型号代号Z-左刀B、 A-内外圆车刀、镗刀A1型制造外圆车刀、镗刀和切槽刀A2型制造镗刀和端面车刀A3型制造端面车刀和外圆车刀A4型制造外圆车刀、镗刀和端面车刀A5型制造直头外圆车刀、通孔镗刀及装配式端铣刀A6型制造镗刀、外圆车刀B-成型刀B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀B2型制造凹圆弧成型车刀和轮缘车刀B3型制造凸圆弧成型车刀B4型制造凹圆弧成型车刀和轮缘车刀C-螺纹刀、切断刀C1型制造螺纹车刀及外圆精车刀C2型制造精车刀及梯形螺纹车刀C3型制造切断刀及切槽刀C4型制造三角皮带轮切槽刀D-铣刀、浮动镗刀D1型制造外圆车刀、镗刀和端面铣刀D2型制造三面刃铣刀、T型槽铣刀和浮动镗刀E-钻头、铰刀E1型制造非金属和金属直槽钻头E2型制造麻花钻头和直槽钻头E3型制造键槽铣刀、端铣刀及深孔扩孔钻E4型制造扩孔钻E5型制造手动铰刀及机动铰刀F-耐磨件F1型制造车床和外圆磨床顶尖F2型制造深孔钻头的导向块F3型制造可卸镗刀耐磨零件。
yt15标准
yt15标准
yt15标准是一种钨钴钛类硬质合金的牌号,它是根据国家标准GB/T 18254-2002《硬质合金刀具材料》制定的。
yt15标准的含义是:Y表示硬质合金,T表示含碳化钛,15表示碳化钛的质量分数为15%。
yt15标准的主要成分是碳化钨、碳化钛和钴,其中碳化钨占70%,碳化钛占15%,钴占15%。
yt15标准的特点是具有高的耐磨性和高的硬度,一般用于刀具材料。
它的维氏硬度为1780-1870 HV,抗弯强度为1400-1600 MPa,密度为13.9-14.1 g/cm3。
yt15标准适合于半精车、精车和中低速切削,主要用于加工碳钢、合金钢、不锈钢等钢类材料。
它也可以用于加工铸铁、有色金属和非金属材料,但效果不如钨钴类硬质合金。
yt15标准的应用范围很广,它可以制成各种形状和规格的刀具,如车刀、铣刀、钻头、刀片、刀头等。
yt15标准的刀具在机械制造、汽车制造、航空航天、军工、能源、化工等领域都有广泛的用途。
yt15标准的刀具可以提高切削效率,降低切削成本,提高加工质量,延长刀具寿命,是一种经济实用的刀具材料。
硬质合金刀具牌号
硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。
1、YG3x/ K01/ 1420;92.5/适于铸铁、有色金属及合金、淬火钢合金钢小切削断面高速精加工。
2、YG6/ K20 /1900;90.5/适于铸铁、有色金属及合金、非金属材料中等到切削速度下半精加工和精加工。
3、YG6x /K15/ 1800;92.0/ 适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金钢的中小切削断面高速精加工、半精加工。
4、YG6A/ K10/ 1800;92.0 /适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金的中小切削断面高速精加工。
5、YG8/ K30/ 2200;90.0/ 适于铸铁、有色金属及合金、非金属材料低速粗加工。
6、YG8N/ K30/ 2100;90.5/适于铸铁、白口铸铁、球墨铸铁以及铬镍不锈钢等合金材料的高速切削。
7、YG15/ K40/ 2500;87.0 /适于镶制油井、煤炭开采钻头、地质勘探钻头。
8、YG4C/ 1600;89.5/ 适于镶制油井、煤炭开采钻头、地质勘探钻头。
9、YG8C/ 1800;88.5/适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
10、YG11C/ 2200;87.0 /适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
11、YW1/ M10/ 1400;92.0 /适于钢、耐热钢、高锰钢和铸铁的中速半精加工。
12、YW2/ M20/ 1600;91.0 /适于耐热钢、高锰钢、不锈钢等难加工钢材中、低速粗加工和半精加工。
13、GE1/ M30/ 2000;91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件。
14、GE2 /2500;90.0 /硬质合金顶锤专用牌号。
15、GE3/ M40/ 2600;90.0 /适于制造细径微钻、立铣刀、旋转挫刀等。
16、GE4/ 2600;88.0/ 适于打印针、压缸及特殊用途的管、棒、带等。
硬质合金刀片的材料分类性能选用摘要讲课文档
第一页,共108页。
工欲善其事 必先利其器
第二页,共108页。
前
言
在由机床、刀具和工件组成的切削加工 工艺系统中,刀具是最活跃的因素。刀具切 削性能的好坏取决于构成刀具的材料和刀具 结构,而刀具材料最具有决定性作用。
半个多世纪以来,刀具材料的进步极大 地推动着人类社会生产力的发展。从碳素工 具钢、合金工具钢、高速钢、硬质合金、陶 瓷材料到金刚石和立方氮化硼材料以及刀具 涂层技术,刀具材料性能的改进使得切削速 度不断提高。刀具技术和机床技术的发展相 互促进,工件材料与刀具材料交替进展,对 推动切削加工技术的发展起着决定性作用。
第十九页,共108页。
抗压强度
mpa
3436 4126 — 4218 4513 4701 4701 4905 4807 3924
4905 4905 4701 4316
— 5788 5592 4905 4611 4416
(3)硬质合金ISO标准按用途分类表
主要类别
用 途分 类
被加工 识别 材料大类 颜色
维氏硬度
HV
(公斤/毫米2)
抗弯强度
mpa
P01.2
30
P01.3
51
P01.4
62
P05
77
P
P10
63
P20
76
P25
71
P30
82
P40
75
P50
68
64
6
43
6
33
5
18
5
28
9
14
10
20
9
8
10
12
13
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬质合金刀片型号
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
一、含义
硬质合金刀片,是由硬质合金制成,硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。
二、型号
YG3:适用于铸铁,有色金属的精加工
YG6X、YG6A:适用于铸铁,有色金属的精加工,半精加工,亦可用于锰钢,淬火钢加工
YG6、YG8:适用于铸铁,轻合金的粗加工,亦可作铸铁,低合金钢铣削加工
YW1、YW3、YW4:适用于不锈钢,普通合金钢的精加工和半精加工
YW2:适用于不锈钢,低合金钢的半精加工,主要用于火车轮箍加工
YT15、YT05:适用于钢,铸钢的精加工和半精加工,宜采用中等进给量和较高的切削速度
YT14、YS25:适用于钢,铸钢的精加工和半精加工,宜采用中等进给量,YS25专用于钢,铸钢的铣削速度
YT5:适用于钢,铸钢
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。