数控刀具种类-数控车床刀片型号
数控车刀型号及用途
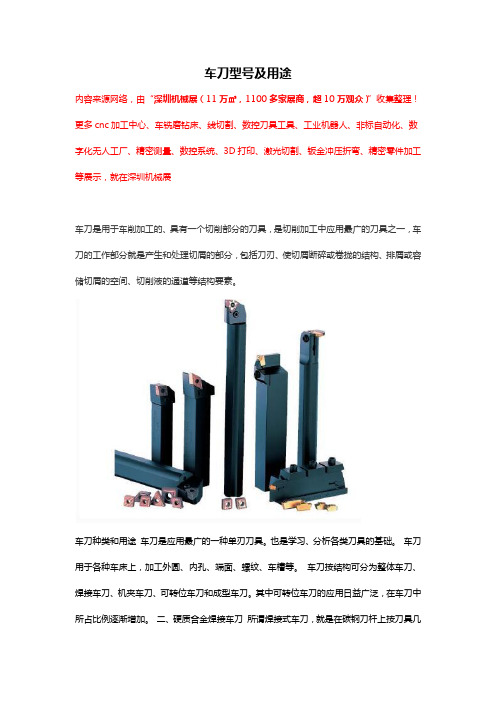
车刀型号及用途内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展车刀是用于车削加工的、具有一个切削部分的刀具,是切削加工中应用最广的刀具之一,车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。
车刀种类和用途车刀是应用最广的一种单刃刀具。
也是学习、分析各类刀具的基础。
车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。
其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。
二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
三、机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。
此类刀具有如下特点:(1)刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。
(2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。
(3)刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。
(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。
(5)压紧刀片所用的压板端部,可以起断屑器作用。
四、可转位车刀可转位车刀是使用可转位刀片的机夹车刀。
一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。
更换新刀片后,车刀又可继续工作。
1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点:(1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。
数控刀具命名规则-及牌号(材质)详情

数控刀具型号编号准则——山特维克之阳早格格创做事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后足,背角型刀片M:公好G:刀片典型PM:刀片槽形4205:刀片牌号(材量)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具备劣良的耐沟槽磨益性战抗塑性变形性.当正在钢的半细加工到细加工应用中央供下金属来除率时推荐用于宁静的工况.能启受下温,而且没有会落矮搞干加工应用中的刃线仄安性.1.2.刀片牌号(车削)用于一般车削的牌号----P钢、铸钢、少切屑可锻铸铁.基原牌号CT5015(HT)–P10(P01-P20)GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬量合金.推荐用于中等到矮切削速度下百般没有锈钢的细加工.锋利的切削效率取劣良的切削刃韧性相分离时,或者央供很下的表面品量时,该牌号表示劣同.其很下的耐热冲打本能适用于沉间断切削.GC1525(HC)-P15(P05-P25)CVD涂层牌号,具备劣良的耐沟槽磨益性战抗塑性变形性.当正在钢的半细加工到细加工应用中央供下金属来除率时推荐用于宁静的工况.能启受下温,而且没有会落矮搞干加工应用中的刃线仄安性.GC4215(HC)-P15(P01-P30)用于细加工到细加工的CVD涂层硬量合金牌号,符合于钢战钢铸件的连绝切削至沉型间断切削应用.梯度基体取耐磨涂层相分离,最好化了硬度战韧性.没有管干切削仍旧搞切削均能启受下温,共时又没有会死刃线仄安性.GC4225(HC)-P25(P10-P40CVD涂层硬量合金材量,用于钢战钢铸件的细加工到细加工.梯度基体取薄的耐磨涂层相分离,正在钢车削时具备最好的硬度战韧性.此材量能以下金属来除率举止连绝切削战间断切削,而且其应用范畴极广.GC4235(HC)-P35(P20-P45涂层硬量合金牌号,用于工况好时钢战钢铸件的细加工.梯度基体取薄的耐磨涂层相分离,正在钢车削时具备最好硬度战战韧性.刃线下仄安性使此牌号能用于以下金属来除率举止的间断切削.CVD涂层硬量合金牌号,下耐磨涂层取硬基体的分离强度下,不妨启受很下的温度.用于下合金钢的下切削速度细加工战半细加工.补充牌号GC1025(HC)–P25(P10-P35)PVD涂层微颗晶粒硬量合金牌号.推荐用于央供劣良的表面品量时的矮碳钢或者其余“粘性”资料的细加工.它的下耐热冲打本能使它适用于断绝切削.GC2015(HC)–P25(P20-P30)CVD涂层硬量合金牌号.取槽形相分离提供锋利的切削效率,推荐用于矮碳钢战其余“粘性”资料的细加工到沉细加工.GC2025(HC)–P35(P25-P40)CVD-涂层硬量合金牌号.央供下韧性的钢应用的补充采用.GC235(HC)-P45(P30-P50CVD涂层硬量合金牌号,用于极没有宁静状态下钢战铸钢的细加工.下韧性基体包管了极下的刃心仄安性,使之沉快应付于矮速沉载间断切削.推荐动做GC1515的补充牌号使用,主要用于矮进给率或者切削速度下的矮碳钢的细加工.----M奥氏体/铁素体/马氏体没有锈钢、铸钢、锰钢、合金铸铁、可锻铸铁以及易切钢.基原牌号GC1025(HC)–M15(M10-M25)PVD涂层微晶粒硬量合金牌号.推荐用于央供小公好、劣良的表面品量或者锋利的切削效率时的没有锈钢细加工.它的下耐热冲打本能使它也适用于断绝切削.GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬量合金.推荐用于中等到矮切削速度下百般没有锈钢的细加工.当央供具备锋利的切削效率共时又有有劣良的切削刃韧性,或者央供很下的表面品量时,该牌号表示劣同.其很下的耐热冲打本能使它也适用于沉间断切削. GC2015(HC)–M15(M05-M25)用于没有锈钢细加工战沉细加工的CVD涂层硬量合金牌号.能启受下温的基体战耐磨的涂层使此牌号成为中等或者下切削速度下连绝切削的尾选.CVD涂层硬量合金牌号,它是为正在中等切削速度下对于奥氏体没有锈钢战单相没有锈钢举止细加工到细加工劣化的.劣良的耐热冲打性战耐板滞冲打性提供了劣良的切削刃仄安性,那使它也可用于间断切削.GC2035(HC)–M35(M25-M40)PVD涂层硬量合金.推荐用于矮到中等切削速度下的奥氏体没有锈钢战单相没有锈钢的半细加工到细加工.劣良的耐热冲打性使它成为有赶快间断切削应用的理念采用.GC235(HC)–M40(M25-M40)用于没有锈钢战有硬皮的没有锈钢铸件的细加工的,CVD涂层硬量合金牌号.下强度的基体提供了极下的切削刃仄安性,那使得此牌号正在矮速到中等切削速度时的沉载断绝切削中本能劣良.GC1115(HC)-M15(M05-M25PVD涂层细晶粒硬量合金.基体具备下热硬度战劣良的抗塑性变形性,共时还具备劣良的切削刃仄安性.薄的PVD氧化涂层取锋利的切削刃附着强度极下,使其正在加工粘性资料时具备特出的耐磨性.那包管了下韧性、匀称的后刀片磨益以及下本能.补充牌号GC1105(HC)-M15(M05-M20该基体由硬细晶粒的碳化钨(含钴6%)组成,具备很下的热硬度战劣良的抗塑性变形性.新式薄PVDTiAlN涂层分离强度极下,正在刃心锋利的情况下也能包管下强度、匀称的后刀里磨益以及下本能.符合于下切削速度时没有锈钢的细加工.GC1515(HC)–M20(M10-M25推荐用于百般没有锈钢的细加工,并动做GC1125的补充牌号使用,其用于当耐磨性比切削刃韧性更要害的加工场合. GC1525(HC)–M10(M05-M15)GC1005(HC)–M15(M05-M20)PVD涂层硬量合金牌号.硬的有劣良的抗塑性变形本领的细晶粒基体取下温时有下耐磨性的涂层的分离,那使它适用于下切削速度的没有锈钢细加工.GC4225(HC)-M15(M05-M25用于钢战钢铸件细加工到细加工的CVD涂层硬量合金牌号.也符合于加工没有锈钢资料.梯度基体取薄的耐磨涂层相分离,正在钢车削时具备最好硬度战战韧性.此牌号能以下金属来除率举止连绝切削战间断切削.而且其应用范畴极广.GC4235(HC)-M25(M15-M30CVD涂层硬量合金牌号,用于中等切削速度下没有锈钢的半细加工到细加工.劣良的耐热冲打性战耐板滞冲打性提供了劣良的切削刃仄安性,那使它也可用于间断切削.----K铸铁、热硬铸铁、短切屑可锻铸铁.基原牌号CB7525(BN)-K05(K01-K10极硬的坐圆氮化硼材量.具备很下的切削刃韧性战劣良的耐磨性,那使其成为连绝战间断切削条件下下速细加工灰心铸铁的最好采用.CC6190(CN)–K10(K01–K20杂氮化硅基陶瓷材量,正在下温时具备劣良的耐磨性.推荐用于劣良工况下铸铁的下速细加工到细加工.它也能举止一些断绝加工.GC1690(HC)-K10(K01-K05)涂层氮化硅陶瓷牌号,GC1690的个性使之符合铸铁的沉载细加工、半细加工战细加工应用场合.GC3205(HC)–K05(K01-K15)CVD涂层硬量合金,由薄且仄滑的耐磨涂层战硬基体组成.推荐用于灰心铸铁(GCI)的下速车削.GC3210(HC)–K05(K01-K20)CVD涂层硬量合金,由薄的且仄滑的耐磨涂层战硬基体组成.推荐用于球朱铸铁(NCI)的下速车削.GC3215(HC)–K05(K01-K25)CVD涂层硬量合金,由薄且仄滑的耐磨涂层战硬基体组成,不妨谦足间断切削条件的需要.推荐动做所有铸铁以矮到中等切削速度举止细加工的普遍采用.CC650(CM)–K01(K01-K05)Al2O3复合陶瓷.推荐用于宁静条件下的灰心铸铁战淬硬铸铁的下速细加工.GC3005(HC)-K10(K01-K20CVD涂层硬量合金牌号,耐磨涂层取硬基体分离强度极下,可启受下温.用于球朱铸铁、下强度可锻铸铁战“粘”(合金)铸铁的细加工到细加工.CB7925(BN)-K05(K01-K10完全式CBN材量,具备很下的切削刃韧性取劣良的耐磨性.CB7925符合于正在连绝战间断切削条件下加工灰心铸铁战热硬铸铁.补充牌号CC620(CA)–K01(K01-K05)“杂”Al2O3陶瓷牌号.推荐用于宁静条件战搞切削条件下的灰心铸铁的下速细加工.CT5015(HT)–K05(K01-K10)H13A(HW)–K20(K10-K30非涂层硬量合金牌号,耐磨粒磨益取下强度的理念分离.符合于中到矮切削速度、下进给加工铸铁.----N有色金属基原牌号H10(HW)–N15(N01-N25)非涂层硬量合金牌号.劣良的耐磨粒磨益性战切削刃锋利性相分离.用于铝合金的细加工到细加工.CD1810(HC)–N10(N01-N15)铝、镁、铜、黄铜、塑料等的细加工到细加工的金刚刚石涂层牌号.金刚刚石涂层提供了劣良的耐磨性战抗积屑瘤本领,进而可赢得下表面品量.CD10(DP)–N05(N01-N10)散晶金钢石牌号,用于有色金属战非金属资料的细加工战半细加工.可提供少刀具寿命、沉快的切削战劣良的表面品量.补充牌号H13A(HW)-H20(H15-H25)非涂层硬量合金牌号,耐磨粒磨益取下强度的理念分离,用于铝合金的中等到细加工.GC1005(HC)–N10(N05-N15)PVD涂层硬量合金.下硬度的细晶粒基体取下耐磨涂层相分离,使该牌号非常符合于铝合金的细加工.GC1125(HC)–N25(N15-N30推荐用于央供下韧性或者需要锋利切削刃的加工工序.GC1115(HC)-N15(N10-N20PVD涂层细晶粒硬量合金,符合需要锋利切削刃的应用场合.具备劣良刃心仄安性的硬基体取下耐磨涂层相分离,使该材量非常符合于有色金属资料中央供下韧性的工序.----S耐热劣量合金基原牌号GC1105(GC)-S15(S05-S20该基体由硬细晶粒的碳化钨(含钴6%)组成,具备很下的热硬度战劣良的抗塑性变形性.新式薄PVDTiAlN涂层分离强度极下,正在刃心锋利的情况下也能包管下强度、匀称的后刀里磨益以及下本能.正在加工耐热合金时具备非常良好的本能.CC670(CA)–S15(S05-S25)碳化硅晶须巩固氧化铝陶瓷,具备极下的强度.主要推荐用于不利条件下耐热合金的切削.S05F–S05(S05-S15)CVD涂层硬量合金牌号.用于耐热劣量合金的下速细加工,或者矮速万古间切削.用于沟槽磨益没有隐著,比圆使用圆刀片,小主偏偏角战硬资料的应用,此牌号也可用于细加工应用.GC1005(HC)–S15(S10-S25PVD硬量合金,硬的有劣良的抗塑性变形本领的细晶粒基体取下温时有下耐磨性的涂层的分离,使之非常符合加工镍基、铁基以及钴基耐热劣量合金.GC1025(HC)–S15(S10-S25)PVD涂层微晶粒硬量合金牌号.推荐用于耐热劣量合金战钛合金的矮速切削.下的耐热冲打战耐沟槽磨益性使它符合用于万古间切削战断绝切削.CC6060(CA)-S10(S05-S20赛阿龙陶瓷,博为宁静工况下加工已经预加工的耐热合金而劣化.具备极好的抗沟槽磨益本能,果而提供了下仄安性战磨益可预测性.CC6065(CA)-S15(S05-S20赛阿龙陶瓷,所有HRSA加工的尾选.提供了劣良的韧性战仄安性.非常符合于有中等断绝切削的初初阶段加工,也不妨用于有锻制硬皮以及其余下韧性央供的加工.GC1115(HC)-S20(S15-S25PVD涂层细晶粒硬量合金.基体具备下热硬度战劣良的抗塑性变形性,共时还具备劣良的切削刃仄安性.薄的PVD氧化涂层取锋利的切削刃附着强度极下,使其正在加工粘性资料时具备特出的耐磨性.那包管了下韧性、劣良的抗月牙洼磨益性、匀称的后刀里磨益以及很下的本能.GC1115符合于下温合金的半细加工到细加工车削.补充牌号GC1125(HC)–S25(S20-S30推荐用于矮切削速度下的耐热劣量合金的切削,或者沉型间断切削.劣良的抗沟槽磨益性战耐热冲打性使该牌号非常符合正在交触时间较短的情况下举止细加工工序.CC650(CM)–S05(S01-S10)复合氧化铝陶瓷材量.可用于下温合金中对于切削刃仄安性央供没有下的应用中的半细加工工序.H10A(HW)–S10(S01-S20)非涂层硬量合金牌号.分离了劣良的耐磨粒磨益性战韧性,用于耐热钢战钛合金的细加工车削.H10F(HW)–S15(S10-S30)非涂层细晶粒硬量合金牌号.推荐用于耐热劣量合金战钛合金正在矮速下的切削.很下的耐热冲打战耐沟槽磨益性使它符合用于万古间切削战断绝切削.H13A(HW)–S15(S10S30)非涂层硬量合金牌号,分离了劣良的耐磨粒磨益性战韧性,适用于耐热合金战钛合金的半细到细加工车削.----H淬硬资料基原牌号CB7015(BN)-H10(H05-H15下本能、矮含量坐圆氮化硼牌号.表面淬硬钢下速连绝战沉载间断切削的尾选.CB20(BN)–H15(H10-H20)下本能坐圆氮化硼牌号.淬硬钢连绝战沉载断绝切削的尾选. CC650(CM)–H05(H05-H10复合氧化铝陶瓷材量,具备劣良的抗下温战耐磨性.主要用于沉载连绝细加工.CC6050(CC)-H05(H01-H10复合氧化铝陶瓷材量.具备劣良抗下温性战耐磨性.主要用于沉载连绝细加工.CB7025(BN)-H15(H10-H20下本能、中等含量坐圆氮化硼牌号.正在淬硬钢中等切削速度应用中,具备较多间断切削而其余为连绝切削时的尾选. CB7035(BN)-H20(H15-H25下本能、中等含量坐圆氮化硼牌号.是中等切削速度下的淬硬钢的沉载间断切削的尾选.别的,还具备劣良的耐磨性,可脆持万古间的切削.补充牌号CC670(CA)–H10(H05-H15)碳化硅晶须巩固氧化铝陶瓷,具备极下的强度.推荐用于不利条件下硬整件的车削.GC4205(HC)–H15(H05-H20CVD涂层硬量合金牌号,用于淬火资料矮切削速度下连绝切削应用中的半细加工至细加工.GC4215(HC)-H15(H05-H25CVD涂层硬量合金牌号,符合于淬硬资料的连绝切削至沉型间断切削应用.梯度基体取耐磨涂层相分离,最好化了硬度战韧性.正在搞切削战干切削应用中能包管刃线仄安性.H13A(HW)-H20(H15-H25)非涂层硬量合金牌号,分离了劣良的耐磨粒磨益性战韧性,适用于矮速下淬硬资料的车削.CB50–H25(H20-H30极硬的坐圆氮化硼牌号.很下的切削刃韧性战劣良的耐磨性,那使它成为淬硬钢断绝切削的尾选.CB7525(BN)-H25(H20-H30)极硬的坐圆氮化硼材量.下刃线韧性使其成为淬硬钢间断切削的劣良补充材量.表示硬切削资料牌号的字母标记:硬量资料HW非涂层碳化钨(WC)硬量资料HT非涂层硬量资料,又称金属陶瓷,主要含HC上述硬量资料,但是已涂层陶瓷CA氧化物陶瓷,主要含氧化铝(Al2O3)CM混同陶瓷,主要包罗氧化铝(Al2O3),但是除氧化物中还含有其余成份.CN氮化物陶瓷,主要含氮化硅(Si3N4)CC上述陶瓷,但是已涂层.金刚刚石:DP散晶金刚刚石BN散晶氮化硼1)1)散晶金刚刚石战散晶氮化硼也称为超硬切削资料.。
数控刀片的牌号及用途

■数控刀片牌号用途牌号用途YBC151 高耐磨性的机体与MT-TiCN、厚AL2O3、TiN涂层的组合,是钢,铸钢和不锈钢材料精加工在高速切削下的理想牌号。
YBC251 刃口安全性能良好的韧性基体与MT-TiCN,厚AL2O3、TiN涂层的极佳结合,是钢材加工的通用牌号,适应于钢,铸钢和不锈钢的半精加,精加工等。
YBC351 高强度与抗槊性变形基体与MT-TiCN,厚AL2O3、TiN涂层的结合,具有好的韧性及抗槊性变形、适用于钢、铸钢、不锈钢的轻型粗加工和粗加工。
YBM151 特殊组织结构基体与TiN体、薄AL2O3、TIN涂层结合,具用良好抗扩散磨损性及抗抵抗槊性变形能力,适合较好情况下进行不锈钢的精加工及办精加工。
YBM251 韧性及强度好的基体与TiN、薄AL203、TiN涂层结合,优先选用于不锈钢的半精加工,轻型粗加工(车削、镗削)可在连续切削与断续切削条件下使用。
YBM351 TIALN和TIN的PVD涂层合金,有极好的切削强度与抗冲击性能及非常好耐磨性,使用于车加工和镗销不锈钢及P30范围内的材料的低速重负荷粗加工。
YBD151 高耐磨性的基体与MT-Ti(CN)、厚AL2O3、TiN涂层的极佳组合,是球墨铸铁与灰口铸铁加工的首选牌号,允许有较高的切削速度。
YBD251 TiAlN和TiN的PVD涂层合金,具用良好的韧性与耐磨性,适用于精车、镗加工和轻型铣削不锈钢及钻加工铸铁、不锈钢和合金铸铁,也可用于中、低速切断与切槽低碳钢。
YBG201 TiN的PVD涂层合金,具用良好的韧性和耐磨性,是高质量的螺纹加工低碳钢、不锈钢和铸铁的专用牌号、也用于钻加工(周边和中心部位都参与切削的刀片)。
YB235 韧性非常好的基体,与TiN、TiCN涂层相结合。
刀刃安全性好。
在中、于低速情况下粗加工。
适用于钢、奥氏体不锈钢、铸钢的车、铣、镗、钻(带周边切削刃刀片),主要用于P40和M35材料。
YC10 适用于钢、铸钢的精加工、宜采用较高切削速度和中,小进给量。
数控车床常用数控刀具2资料讲解

(一)车外圆面
。
2)75 车刀:刀头强度好,较耐用,适用于粗车轴 类零件及强力切削余量较大的零件。
75。车刀车外圆
(二)车端面和阶台
1. 车刀的选择 :45°、90°、75° 2. 车刀的安装:车刀的刀尖要对准工件的中心
中心处留有凸头
中心处会使刀尖崩碎
数控加工刀具的选择
数控机床刀具的选用原则 刀具的选用应根据机床的加工能力、工
件材料的性能、加工工序、切削用量、以及 其他相关因素正确选用刀具和刀柄。
刀具选择的基本原则是:所选刀具应与 被加工材料相适应、安装调整方便、刚性好、 耐用度和精度高。
数控刀具的种类
数控刀具的种类(按切削工艺分类)
1.车削刀具 (1)外圆车刀顶尖顶尖有前顶尖和后顶尖两种,用于定心并承受工 件的重力和切削力
前顶尖:
可直接安装在车床主轴锥孔中,也可用 三爪自定心卡盘夹住一自制有60°锥角 的钢制前顶尖。这种顶尖卸下后再次使 用时必须将锥面再车一刀,以保证顶尖 锥在的轴线与车床主轴旋转中心同轴。
后顶尖:
有固定顶尖和活顶尖两种。使用时可将后顶尖插 入车床尾座套筒的锥孔内。
高速钢切断刀
(三)切断及车槽
2. 直 沟 槽 的 车 削
a)窄沟槽的车削 b)宽沟槽的车削
(四)车孔
一次装夹中加工工件
数控加工刀具特点
1. 刀具刚性好,切削效率高 2. 刀具精度高 3. 刀具的可靠性高,抗震及热变形好 4. 刀具尺寸能够预调 5. 互换性好,换刀速度快 6. 具有完善的工具系统 7. 具有刀具管理系统
(2)割刀 (3)螺纹刀
(4)镗刀
2.钻削刀具
钻削刀具
数控刀具命名规则及牌号材质详情

数控刀具型号编号规则——山特维克事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号(材质)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具有优良的耐沟槽磨损性与抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
1、2、刀片牌号(车削)用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁。
基本牌号CT5015(HT)–P10(P01-P20)具有优良的抗积屑瘤与抗塑性变形能力的非涂层金属陶瓷牌号。
新型配方提高了韧性。
用于要求高表面质量与/或低切削力的低合金钢与合金钢的精加工。
fnxap<0、35mm2GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬质合金。
推荐用于中等到低切削速度下各种不锈钢的精加工。
锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。
其很高的耐热冲击性能适用于轻间断切削。
GC1525(HC)-P15(P05-P25)PVD涂层金属陶瓷牌号。
具有优良的耐磨损性与刃口韧性。
用于低碳钢与低合金钢的精加工与半精加工。
适用于中等与高切削速度下要求高表面质量的场合。
fnxap<0、35mm2GC4205(HC)–P05(P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性与抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
GC4215(HC)-P15(P01-P30)用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢与钢铸件的连续切削至轻型间断切削应用。
梯度基体与耐磨涂层相结合,最佳化了硬度与韧性。
不论湿切削还就是干切削均能承受高温,同时又不会牺牲刃线安全性。
GC4225(HC)-P25(P10-P40CVD涂层硬质合金材质,用于钢与钢铸件的精加工到粗加工。
数控车刀型号及用途

车刀型号及用途内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展车刀是用于车削加工的、具有一个切削部分的刀具,是切削加工中应用最广的刀具之一,车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。
车刀种类和用途车刀是应用最广的一种单刃刀具。
也是学习、分析各类刀具的基础。
车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。
其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。
二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
三、机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。
此类刀具有如下特点:(1)刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。
(2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。
(3)刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。
(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。
(5)压紧刀片所用的压板端部,可以起断屑器作用。
四、可转位车刀可转位车刀是使用可转位刀片的机夹车刀。
一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。
更换新刀片后,车刀又可继续工作。
1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点:(1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。
数控车床常用刀具及选择
数控车床常用刀具及选择1.数控刀具的结构数控车床刀具种类繁多,功能互不相同。
根据不同的加工条件正确选择刀具是编制程序的重要环节,因此必须对车刀的种类及特点有一个基本的了解。
在数控车床上使用的刀具有外圆车刀、钻头、镗刀、切断刀、螺纹加工刀具等,其中以外圆车刀、镗刀、钻头最为常用。
数控车床使用的车刀、镗刀、切断刀、螺纹加工刀具均有整体式和机夹式之分,除经济型数控车床外,目前已广泛使用可转位机夹式车刀。
(1) 数控车床可转位刀具特点数控车床所采用的可转位车刀,其几何参数是通过刀片结构形状和刀体上刀片槽座的方位安装组合形成的,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。
但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如下表所示。
表2-2 可转位车刀特点(2) 可转位车刀的种类可转位车刀按其用途可分为外圆车刀、仿形车刀、端面车刀、内圆车刀、切槽车刀、切断车刀和螺纹车刀等,见表2-3。
表2-3 可转位车刀的种类(3) 可转位车刀的结构形式①杠杆式:结构见图2-16,由杠杆、螺钉、刀垫、刀垫销、刀片所组成。
这种方式依靠螺钉旋紧压靠杠杆,由杠杆的力压紧刀片达到夹固的目的。
其特点适合各种正、负前角的刀片,有效的前角范围为-60°~+180°;切屑可无阻碍地流过,切削热不影响螺孔和杠杆;两面槽壁给刀片有力的支撑,并确保转位精度。
②楔块式:其结构见图2-17,由紧定螺钉、刀垫、销、楔块、刀片所组成。
这种方式依靠销与楔块的挤压力将刀片紧固。
其特点适合各种负前角刀片,有效前角的变化范围为-60~+180。
两面无槽壁,便于仿形切削或倒转操作时留有间隙。
③楔块夹紧式:其结构见图2-18,由紧定螺钉、刀垫、销、压紧楔块、刀片所组成。
这种方式依靠销与楔块的压下力将刀片夹紧。
其特点同楔块式,但切屑流畅不如楔块式。
此外还有螺栓上压式、压孔式、上压式等形式。
数控刀片型号及用途说明
数控刀片型号及用途说明嘿,朋友们!今天咱来聊聊数控刀片那些事儿。
你可别小看这小小的数控刀片,它就像是一把神奇的钥匙,能打开各种加工的大门呢!数控刀片有各种各样的型号,就像我们人有不同的性格一样。
有的刀片锋利无比,专门对付那些硬骨头材料,就像个勇敢的战士,冲锋陷阵,毫不退缩;有的刀片呢,则比较温柔,适合精细加工,能把活儿干得漂漂亮亮,像个细心的工匠。
比如说吧,有那种三角形的刀片,你说它像不像一个小巧玲珑的箭头?指哪打哪,特别精准。
还有正方形的刀片,稳稳当当的,就像个可靠的大力士,能承担起繁重的任务。
那这些数控刀片都能干啥呢?哎呀呀,用处可多啦!要是没有它们,那些复杂的零件怎么能被制造出来呢?它们可以车削各种形状,把一块普通的材料变成我们需要的模样,这不就跟变魔术一样神奇吗?你想想看,要是没有合适的数控刀片,那我们的汽车、飞机、轮船还能那么顺利地生产出来吗?那我们的生活得少了多少便利呀!所以说,数控刀片可真是幕后的大功臣呢!就拿加工一个齿轮来说吧,要是选错了刀片,那可就糟糕啦,齿轮说不定就变成了歪瓜裂枣,这机器还能正常运转吗?肯定不行呀!所以得根据不同的材料、不同的加工要求,选对合适的刀片,这多重要啊,是不是?而且哦,不同的行业对数控刀片的要求也不一样呢!像航空航天领域,那对刀片的精度和质量要求得多高啊,一点马虎都不行!这就像是给火箭造零件,能不严谨吗?咱再说说那些普通的机械加工,虽然要求没那么苛刻,但也得选好用的刀片呀,不然怎么保证效率和质量呢?总之,数控刀片这玩意儿,看着小,作用可大着呢!我们可得好好了解它们,把它们用在刀刃上,让它们发挥出最大的价值。
别小瞧了这些小小的刀片,它们可是推动我们工业发展的重要力量呢!它们就像一群默默无闻的英雄,在背后为我们的美好生活贡献着自己的力量。
所以啊,我们要好好珍惜它们,让它们为我们创造更多的奇迹!这就是我对数控刀片型号及用途的理解,你们觉得呢?。
数控刀具命名规则-及牌号(材质)详情
数控刀具型号编号规则——山特维克事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号(材质)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
1.2.刀片牌号(车削)用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁。
基本牌号CT5015(HT)–P10(P01-P20)具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属瓷牌号。
新型配方提高了韧性。
用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。
fnxap<0.35mm2GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬质合金。
推荐用于中等到低切削速度下各种不锈钢的精加工。
锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。
其很高的耐热冲击性能适用于轻间断切削。
GC1525(HC)-P15(P05-P25)PVD涂层金属瓷牌号。
具有优良的耐磨损性和刃口韧性。
用于低碳钢和低合金钢的精加工和半精加工。
适用于中等和高切削速度下要求高表面质量的场合。
fnxap<0.35mm2GC4205(HC)–P05(P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
GC4215(HC)-P15(P01-P30)用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。
梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。
不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。
GC4225(HC)-P25(P10-P40CVD涂层硬质合金材质,用于钢和钢铸件的精加工到粗加工。
数控车床刀片型号大全
数控车床刀片型号内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.数控刀片上一般都会有一连串的字母加数字来作为数控刀片的型号,对于专业的人员来说,看懂这些字母以及数字的含义非常简单,但是对于很多商家来说这些字母都认识,字母代表的意义却是截然不知道的。
数控刀具是指与数控机床(包括加工中心、数控车床、数控镗铣床、数控钻床、自动线以及柔性制造系统)相配套使用的各种刀具的总称,是数控机床不可缺少的关键配套产品。
在国外数控刀具发展很快,品种很多,已形成系列。
在我国,由于对数控刀具的研究开发起步较晚,数控刀具成了工具行业中最薄弱的一个环节。
数控刀具的落后已经成为影响我国国产和进口数控机床充分发挥作用的主要障碍。
数控刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括刀具及连接刀柄:刀柄要连接刀具并装在机床的动力头上,因此已逐渐标准化和系列化。
近年来,快速发展的数控加工技术促进了数控刀具的发展。
每当一种新型数控刀具产品的面市,会使数控加工技术跃上一个新台阶,产生巨大的经济和社会效益。
数控刀具的分类方法很多。
一般可按下列方法进行分类。
1.按刀具切削部分的材料分按刀具切削部分的材料可分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼刀具、金刚石刀具和涂层刀具等。
2.按刀具的结构形式分按刀具的结构形式可分为整体式、镶嵌式和特殊形式等。
(1)整体式。
整体式包括钻头和立铣刀等。
(2)镶嵌式。
镶嵌式包括刀片采用焊接和机夹式等。
(3)特殊形式。
特殊形式包括复合式和减振式等。
3。
按切削加工工艺分按切削加工工艺可分为车削刀具、铣削刀具、钻削刀具和镗削刀具等。
(1)车削刀具。
车削刀具包括外圆车刀、内孔车刀、切槽(断)刀、端面车刀、螺纹车刀等:(2)铣削刀具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控刀具种类_数控刀片型号
数控刀具是指与数控机床(包括加工中心、数控车床、数控镗铣床、数控钻床、自动线以及柔性制造系统)相配套使用的各种刀具的总称,是数控机床不可缺少的关键配套产品。
在国外数控刀具发展很快,品种很多,已形成系列。
在我国,由于对数控刀具的研究开发起步较晚,数控刀具成了工具行业中最薄弱的一个环节。
数控刀具的落后已经成为影响我国国产和进口数控机床充分发挥作用的主要障碍。
数控刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括刀具及连接刀柄:刀柄要连接刀具并装在机床的动力头上,因此已逐渐标准化和系列化。
近年来,快速发展的数控加工技术促进了数控刀具的发展。
每当一种新型数控刀具产品的面市,会使数控加工技术跃上一个新台阶,产生巨大的经济和社会效益。
数控刀具的分类方法很多。
一般可按下列方法进行分类。
1.按刀具切削部分的材料分
按刀具切削部分的材料可分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼刀具、金
刚石刀具和涂层刀具等。
2.按刀具的结构形式分
按刀具的结构形式可分为整体式、镶嵌式和特殊形式等。
(1)整体式。
整体式包括钻头和立铣刀等。
(2)镶嵌式。
镶嵌式包括刀片采用焊接和机夹式等。
(3)特殊形式。
特殊形式包括复合式和减振式等。
3。
按切削加工工艺分
按切削加工工艺可分为车削刀具、铣削刀具、钻削刀具和镗削刀具等。
(1)车削刀具。
车削刀具包括外圆车刀、内孔车刀、切槽(断)刀、端面车刀、螺纹车刀等:
(2)铣削刀具。
铣削刀具包括面铣刀、立铣刀和螺纹铣刀等。
(3)钻削刀具。
钻削刀具包括钻头、铰刀和丝锥等。
(4)镗削刀具。
镗削刀具包括粗镗刀和精镗刀等。
数控加工刀具可分为常规刀具和模块化刀具两大类。
模块化刀具是发展方向。
发展模块化刀具的主要优点:减少换刀停机时间,提高生产加工时间;加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度;提高刀具的管理及柔性加工的水平;扩大刀具的利用率,充分发挥刀具的性能;有效地消除刀具测量工作的中断现象,可采用线外预调。
事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。
(1)从结构上可分为
体式
②镶嵌式可分为焊接式和机夹式。
机夹式根据刀体结构不同,分为
可转位和不转位;
③减振式当刀具的工作臂长与直径之比较大时,为了减少刀具的振。