逆变电焊机与传统变压器电焊机性能比较
IGBT逆变焊机与其他类焊机的区别
IGBT焊机逆变与整流是两个相反的概念,整流是把交流电变换为直流电的过程,而逆变则使把直流电改变为交流电的过程,采用逆变技术的弧焊电源称为逆变焊机。
逆变过程需要大功率电子开关器件,采用绝缘栅双极晶体管IGBT作为开关器件的的逆变焊机成为IGBT逆变焊机。
逆变焊机的工作过程如下:将三相或单相工频交流电整流,经滤波后得到一个较平滑的直流电,由IGBT组成的逆变电路将该直流电变为几十KHZ的交流电,经主变压器降压后,再经整流滤波获得平稳的直流输出焊接电流。
由于逆变工作频率很高,所以主变压器的铁心截面积和线圈匝数大大减少,因此,逆变焊机可以在很大程度上节省金属材料,减少外形尺寸及重量,大大减少电能损耗,更重要的是,逆变焊机能够在微妙级的时间内对输出电流进行调整,所以就能实现焊接过程所要求的理想控制过程,获得满意的焊接效果。
IGBT逆变焊机与其他类焊机的区别一、与可控硅整流焊机的区别1、可控硅整流焊机是将50HZ的交流电整流成直流电输出,通过改变可控硅的导通角来改变输出大小,输出波形不平滑,所以焊接效果不好,引弧及其他一些控制功能差。
IGBT焊机是将交流电整流后,经过IGBT逆变,再经中频变压器降压,经过二次整流后输出,输出波形好,通过脉宽调制控制IGBT逆变器的导通时间改变输出的大小。
引弧及推力电流易于控制。
2、可控硅整流焊机体积大,较为笨重,不便于搬运和移动,而IGBT焊机由于逆变频率高达20-30KHZ,所以变压器体积小,重量轻,易于搬运。
3、逆变焊机比整流焊机省电约30%左右。
4、IGBT逆变焊机控制及主电路较为简单。
加之北京时代焊机采用软开关的逆变技术,所以可靠性高,故障点少,易于维修。
二、与SCR逆变焊机的区别1、可控硅是电流型控制元件,控制较复杂,也是半控元件,一般采用调频方式来控制;IGBT是电压型控制元件,易于控制,一般采用脉宽调制。
2、逆变频率不同:由于SCR的开关时间较长,所以频率不能太高,一般在3-5KHZ左右,而IGBT器件的开关频率较高。
交流电焊变压器与普通变压器有何不同?
交流电焊变压器与普通变压器有何不同?
交流电焊变压器实际是上是一种特殊用途的降压变压器。
与普通变压器相比较,其基本原理大致相同,都是根据电磁感应原理制成的,但是为了满足焊接工艺的要求,电焊变压器仍与普通变压器有不同之处,如:
1.通变压器是在正常状态下工作的,而电焊变压器则是在短路状态下工作。
2.普通变压器在带负载运行时,其副边电压随负载变化很小,而电焊变压器则要求在焊接时具有一定的引弧电压(60-75伏)。
在焊接电流增大时,输出电压就迅速下降,当电压降到零时,副边的电流也不致过大。
3.普通变压器的原边和副边绕组是同心地套在一个铁芯柱上,而电焊变压器的原边和副边绕组则分装在两个铁芯柱上。
这样就可以通过调节磁路间隙,使副边得到焊接需要的工作电流。
中频逆变直流点焊与工频交流电阻点焊技术优势比较
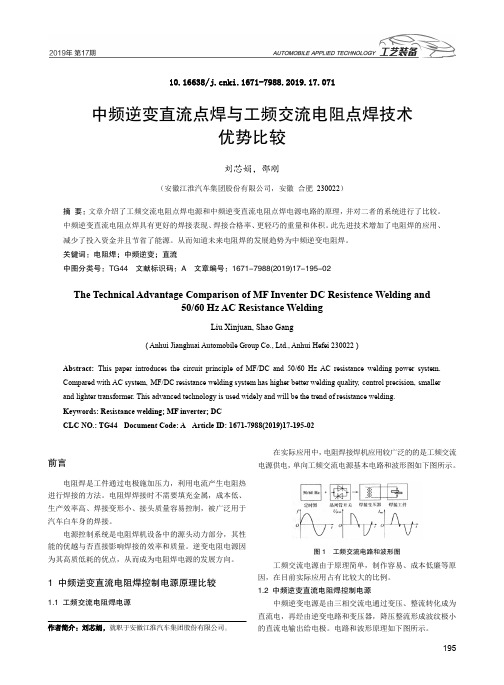
19510.16638/ki.1671-7988.2019.17.071中频逆变直流点焊与工频交流电阻点焊技术优势比较刘芯娟,邵刚(安徽江淮汽车集团股份有限公司,安徽 合肥 230022)摘 要:文章介绍了工频交流电阻点焊电源和中频逆变直流电阻点焊电源电路的原理,并对二者的系统进行了比较。
中频逆变直流电阻点焊具有更好的焊接表现、焊接合格率、更轻巧的重量和体积。
此先进技术增加了电阻焊的应用、减少了投入资金并且节省了能源。
从而知道未来电阻焊的发展趋势为中频逆变电阻焊。
关键词:电阻焊;中频逆变;直流中图分类号:TG44 文献标识码:A 文章编号:1671-7988(2019)17-195-02The Technical Advantage Comparison of MF Inventer DC Resistence Welding and50/60 Hz AC Resistance WeldingLiu Xinjuan, Shao Gang( Anhui Jianghuai Automobile Group Co., Ltd., Anhui Hefei 230022 )Abstract: This paper introduces the circuit principle of MF/DC and 50/60 Hz AC resistance welding power system. Compared with AC system, MF/DC resistance welding system has higher better welding quality, control precision, smaller and lighter transformer. This advanced technology is used widely and will be the trend of resistance welding. Keywords: Resistance welding; MF inverter; DCCLC NO.: TG44 Document Code: A Article ID: 1671-7988(2019)17-195-02前言电阻焊是工件通过电极施加压力,利用电流产生电阻热进行焊接的方法。
逆变tig焊机输出特性的控制

逆变tig焊机输出特性的控制逆变TIG焊机(TungstenInertGas,即氩弧焊机)是一种受控电弧焊机,它具有更高的工作效率和更长的使用寿命比传统的模式,能够提供更好的焊接性能。
它具有调节温度,保持稳定的电流输出,更加静音,携带更加方便等优点,随着工业自动化程度提高,其应用领域也越来越广泛。
逆变TIG焊机的输出特性是控制TIG焊机的关键指标,包括电流大小,温度和时间等参数,决定了焊接结果的质量。
逆变TIG焊机的电流输出主要取决于电源电流,焊接时间和温度。
焊接时间会影响电流输出,温度也会影响电流输出。
逆变TIG焊机采用定时器,可以控制焊接时间,电流输出持续时间也是可调的,根据工件需要可以调节。
调节温度是控制逆变TIG焊机输出特性的重要措施。
TIG焊机控温系统可实现温度的调节,可以保持焊接温度的稳定,避免焊接温度过高或过低而影响焊接性能。
TIG焊机的加热温度控制包括直接控制、调节管材型号和调节操作参数等。
电流脉冲技术是控制逆变TIG焊机输出特性的另一种技术。
脉冲技术具有高效,精细,安全,稳定等特点。
它可以在控制TIG焊机电流输出的同时,通过不断地改变焊接的电流脉宽,来调整焊点的温度,达到更加均匀的焊接效果。
逆变TIG焊机的电源除了控制电流、温度和时间调节外,还可以调节电源的频率来改变电流的稳定性,在焊接时可以调节频率来改变焊接效果。
逆变TIG焊机的控制系统可以调节电源频率,以改变焊接效果,这也是一种重要的控制方法。
逆变TIG焊机能够提供精确的焊接,但也要求相关技术工艺的配合,保证焊接的质量不受影响。
除了上述控制TIG焊机输出特性的技术,还有一些更新的技术,比如能够检测焊接熔池的深度,以及根据电流和电压实时调整输出电流大小等。
逆变TIG焊机由于其高效、精细、安全等特点,应用越来越广泛,而逆变TIG焊机输出特性及其控制也成为焊接工艺质量保证的重要内容,它将在未来发挥更大的作用。
中频逆变直流电阻焊机同其他电阻焊机之比较
中频逆变直流电阻焊机同其他电阻焊机之比较等世界各厂提供的原材料配套,性能稳定,质量可靠。
我们致力于研究开发不同材质的焊接工艺,务求客户在焊接工艺中尽善尽美。
深圳市福威特焊机有限公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
公司一贯坚持“质量第一,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国近三十多个省、市、自治区以及远销欧美、意大利等国家。
竭诚与国内外商家双赢合作,共同发展,共创辉煌!中频逆变点焊机型号:FWT-20000机器图片展示:产品描述:◆每分钟最高可输出焊点1500个;◆1KHZ、2KHZ、4Khz、8kHz、10KHZ、20KHZ逆变频率,控制精度高,焊接时间可以精确到0.25毫秒或0.125毫秒;◆LCD显示直观,触摸液晶显示屏,操作方便;◆恒定电流、恒定电压、恒定功率、定脉宽等控制方式,适合多种材料多种产品焊接;◆三段放电加热方式,电流缓升缓降控制;◆设定参数上、下限电流监控;中频逆变电阻点焊机特点:1、电流直流输出,焊接电流为脉动直流(且波纹度小);2、IGBT逆变频率1~8KHZ,通电时间控制周期为0.125ms,放电时间可任意调节控制;3、可实时监控电流、电压、功率;4、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
5、三段放电设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。
6、电极寿命能有效延长。
节能50%以上。
适用范围:广泛应用于铜、镍、不锈刚等有色金属和电子器件、精密仪表、低压电器及轻工、家电等行业。
中频逆变直流电阻焊机同其他电阻焊机之比较中频逆变直流电阻焊机优势一、目前国际最先进的电阻焊产品二、具有无可比拟的焊接稳定性;三、低运行成本:1.三相电源平衡输入,功率因数高达95%。
2.次级回路几乎没有感应能量损失。
逆变电焊机原理
逆变电焊机原理
逆变电焊机是一种常用的电焊设备,它是通过逆变电路将交流电转换为直流电,然后再通过变压器将直流电转换为所需的焊接电流和电压。
逆变电焊机可以使用不同的电源,如市电或发电机提供电能。
逆变电路由数个逆变器组成,每个逆变器包括一个电容器和一对开关管。
在工作过程中,首先将交流电源输入到电容器中,然后开关管周期性地打开和关闭,通过控制开关管的开关频率和占空比,可以得到不同的电流和电压。
开关管的开关操作可以由微控制器或其他控制器控制,以实现对焊接电流和电压的精确控制。
逆变电焊机的主要优点是体积小、重量轻,同时具有高效率和稳定性。
相较于传统的变压电焊机,逆变电焊机在焊接质量上也有明显的提升。
逆变电焊机可以实现实时监测和调节焊接参数,比如焊接电流和电压,从而更好地满足不同焊接工艺的需求。
逆变电焊机适用于多种焊接材料和厚度,包括不锈钢、铜、铝等金属材料。
由于逆变电焊机的输出电流和电压相对稳定,并且能够通过调节焊接参数实现精确控制,因此在焊接过程中可以获得更好的焊接质量和焊缝性能。
总之,逆变电焊机是一种通过逆变电路将交流电转换为直流电,再通过变压器转换为焊接电流和电压的设备。
它具有体积小、
重量轻、高效率和稳定性等优点,并且适用于不同的焊接材料和厚度。
逆变电焊机与传统变压器电焊机性能比较
稳定可靠
长寿命维护
逆变电焊机采用电子控制技术,能够实现 快速启动和停止,减少对焊接材料的热冲 击,提高焊接质量和稳定性。
逆变电焊机采用耐用的电子元件和材料, 具有较长的使用寿命和较低的维护成本。
传统变压器电焊机仍有其应用价值
适用范围广
传统变压器电焊机适用于多种焊接作 业,如低碳钢、高碳钢、不锈钢等材 料的焊接,应用范围较广。
长寿命维护简便
逆变电焊机采用电子元件和结 构,具有较长的使用寿命和较
低的维护成本。
逆变电焊机的应用场景
01
02
03
制造业
逆变电焊机适用于各种制 造业领域的焊接作业,如 汽车制造、机械制造、航 空航天等。
建筑业
逆变电焊机适用于建筑领 域的钢结构、钢筋等材料 的焊接作业。
维修与维护
逆变电焊机适用于各种设 备的维修与维护,如管道、 锅炉、压力容器等。
易于操作
传统变压器电焊机操作简单,易于掌 握,对于一些简单的焊接作业来说非 常方便。
价格实惠
传统变压器电焊机技术成熟,生产成 本较低,因此价格相对较为实惠,适 合于一些对价格敏感的消费者。
未来展望
技术创新
随着科技的不断进步,逆 变电焊机技术将不断创新 和完善,进一步提高焊接 质量和效率。
智能化发展
未来逆变电焊机将更加智 能化,能够实现自动化、 智能化焊接作业,提高生 产效率和质量。
绿色环保
随着环保意识的提高,未 来逆变电焊机将更加注重 环保设计,减少对环境的 污染和能耗。
THANKS FOR WATCHING
感谢您的观看
焊接质量与效果
逆变电焊机
由于其稳定的焊接电流和精确的调节功能,能够提供更加稳 定和高质量的焊接效果。逆变电焊机还具有更加广泛的焊接 应用范围,能够适应不同材质和厚度材料的焊接需求。
逆变机与传统变压器电焊机性能比较
逆变电焊机与传统变压器电焊机应用性能比较
珠海市高创力机电设备公司
目录
1。前言 2。焊接设备简介
3。节能分析
4。高创逆变焊机节能降耗的潜力与措施 5。高创产品简介
直流弧焊电源的发展过程
逆变焊机 1978年 IGBT逆变
晶闸管整流焊机 1960年代
MOSFET逆变
硅整流焊机 1950年代末
--
-- -- -- 184011.856元 --
1。以0.404千克标准煤/度电计算(用于计算最终消费);
高创ZX7-400与焊机电气数据对比较
型号 控制方式 额定输入电压。相 数 输入电源频率 额定输入容量 额定输出电流 额定输出电压 额定负载持续率 ZX7-400I-6 - - Hz kVA A V % IGBT逆变 AC380V 3相 50/60 18.2X6 400 39 60 型号 ZXE-6X400 变压器 降压 - Hz kVA A 二极管整流 AC380V 3相 50/60 198 400
高创电焊机发展动向技术特点(软开关)
软开关逆变技术:
采用节能、省材、减少电网污 染的软开关技术是逆变焊机发 展的新动向,它可以在减少资 源浪费的同时减少对电网的污 染。 由于谐振软开关逆变电路与传 统的硬开关逆变电路比较具有 明显的优点,因此,近十年来, 国内外都加大了软开关逆变技 术的研究和推广应用。
安全性能比较
高创逆变焊机 内部自带空载 电压降低电路, 空载时输出电 压为24V以下 的安全电压在 工作环境较差 的仓室及较易 发生空载电压 触电的场所。
传统变压器式电 焊机 空载电压较高 有70V-80V远高于 安全电压容易发 生空载电压电, 加装空载电压降 低装置困难且成 本较高,难以保 证工作安全可靠。
什么是逆变电焊机及其优点?
什么是逆变电焊机及其优点?
逆变电焊机的基本原理。
逆变电焊机既不同于传统的交流焊机也不同于传统的直流焊机。
是一种较先进的新型焊接电源。
它的基本原理大致是这样的; 先将工频交流电变成直流电,再将直流电变成中频交流电,再对中频交流电进行降压处理,最后再将降压后的中频交流电逆变成可用于焊接的直流电。
注解;
第1步,先将来自电网380或220V和50HZ的工频交流电,变成直流电。
第2步,再将直流电变成几千HZ~几十千HZ的中频交流电。
第3步,接着就对中频交流电进行降压到焊接所需要的电压。
第4步,最后再将降压后的中频交流电逆变成焊接所需要的直流电。
逆变焊机的优点。
经过这种变来变去的逆变过程后能获得很多优点如下;
1,焊机体积小、重量轻、成本低。
2,节能(节能三分之一)高效(能效提高80~90%)、
3,焊机的动持性优良,不易断弧。
4,引弧容易,电弧稳定不易偏弧。
5,有利于组成自动生产线、等等。
直流电焊机交流电焊机逆变电焊机区别
直流电焊机/交流电焊机/逆变电焊机区别内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展交流电焊机的特点:优点1.价格便宜。
2.一般不容易出故障。
缺点1.体积大、笨重、搬运不方便。
2.耗能、电费得多给。
3.一般只能焊酸性焊条、例如422等。
4.电流调节不方便,得使劲摇手柄。
5.单相供电,造成电网不平衡,影响其它设备工作。
直流电焊机的特点:直流电焊机一般分为可控硅整流和逆变两种,现在用的较多的是逆变焊机。
逆变电焊机的优点:1.同规格400A焊机体积比交流焊机一般小一半以上,重量约为交流焊机的1/3左右,所有移动特别方便。
2.同规格的逆变焊机比交流焊机节约电能1/3以上,电费省很多。
3.酸性焊条碱性焊条都可以焊接。
4.电流调节很方便,只要旋一下电位器就可以,一般焊机还有电流预显功能5. 三相供电,对电网影响较小。
逆变电焊机缺点:1.价格相对较高。
2.维修比较复杂,一般需要专业人员维修。
逆变焊机焊接效果好,主要区别在于重量方面,重量是交流焊机的三分之一甚至更轻,移动方便,适合时代的需要。
在焊接的时候,逆变焊机有热引弧功能,起弧更方便、而且交流焊机的耗电量比直流焊机的要大得多,因此省电更是直流焊机的一大特色。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
器式为我国高效节能焊接设备的 推广应用提供了强有力的支持和 帮助,造船行业在焊接节能上为 国内焊接界树立了一个好榜样。
直流式弧焊机, 13.50%
交流弧焊机, 15.00%
持续率60%,负载4.8小时,空载3.2小时)计算;
高创ZX7-400-6与焊机耗电量对比
ZX-700逆变焊机:
年耗电量=(18.2kWX6×4.8小时+0.05 kW×3.2小时)×245天 =525.12×245天=128654.4(度,千瓦/小时)
逆变ZX7-400I-6焊机年用电费:0.79元× 128654.4度=101636.976元
传统变压器式电焊机 由于采用工频50Hz直接
通过变压器变压整流,频率较 低,无电流电压反馈电路,易 受外界干扰,难于提供平稳 的电弧,输出特性不可控, 溶池难于容易控制。推力电流 不可调。
安全性能比较
高创逆变焊机
内部自带空载
电压降低电路, 空载时输出电 压为24V以下 的安全电压在 工作环境较差 的仓室及较易 发生空载电压 触电的场所。
2.逆变电焊机工作原理
高创采用三相交流380V电压经三相桥式整流、滤波后供给 以新型IGBT为功率开关器件的逆变器进行变频(20KC) 处理后,由中频变压器降压,再经整流输出供焊接所需的 电源,通过集成电路构成的逻辑控制电路对电压、电流信 号的反馈进行处理,实现整机闭环控制,采用脉宽调制 PWM为核心的控制技术,从而获得快速脉宽调制的恒流特 性和优异的焊接工艺效果。
目录
1。前言 2。焊接设备简介 3。节能分析
4。高创逆变焊机节能降耗的潜力与措施 5。高创产品简介
直流弧焊电源的发展过程
逆变焊机 1978年
IGBT逆变
晶闸管整流焊机 1960年代
MOSFET逆变
硅整流焊机 1950年代末
GTR 逆变
硒整流焊机 1950年代初
SCR 逆变
旋转焊机 1905年
前言
%
IGBT逆变
AC380V 3相
50/60 18.2X6
400 39 60
型号 ZXE-6X400
控制方式
额定输入电压。 相数 输入电源频率 额定输入容量 额定输出电流 额定输出电压 额定负载持续率
变压器 降压
-
Hz kVA A V %
二极管整流
AC380V 3相
50/60 198 400
78-80 60
高创ZX7-400与焊机耗电量对比
焊机型号
高创ZX7-400I-6
日耗电量
525.12度
年耗电量
128654.4度
节电量
104272度
减少标准煤消耗 减少排放 节电率
42125.888吨
421258.88标立方米烟 气
≈40%
年电费
101636.976元
年节省的电费
82374.88元
1。以0.404千克标准煤/度电计算(用于计算最终消费);
目前大多数 焊接设备的用户正在使用的 是传统变压器式电焊机,随着电力电子 技术的发展现在焊接设备的用户逐渐淘 汰传统变压器式电焊机新购逆变式电焊 机。为什么要改用逆变式电焊机呢下面 我对这两种机型综合性能进行比较一下 以便说明这个问题。
1.传统变压器电焊机工作原理
传统变压器电焊机就 是一个特殊的变压器.所 不同的是变压器接负载时 电压适合焊接工艺的外特 性, 主在是通过调解磁通 和串联电感的电感量来实 现的 。 电焊机的工作电压的调节 依靠二次线圈抽头变换电 压,同时还有用铁芯来调 节的,可调铁芯的进入多 少,就分流磁路,进入越 多,焊接电压越低电流越 小。
传统变压器式电 焊机
空载电压较高 有70V-80V远高于 安全电压容易发 生空载电压电, 加装空载电压降 低装置困难且成 本较高,难以保 证工作安全可靠。
降低单位能耗刻不容缓
我国制造业的很多专家早就 看到了节能降耗的重要性,造船 行业早在1986年就成立了高效焊 接技术指导组,在焊接的高效、 节能方面做了许多有益的工作, 是我国在整个行业内推广高效节 能焊接技术、设备的典范,造船 行业的主要焊接方法由手工电弧
逆变焊机节能的主要原因
埋弧焊机, 7.50% 其他焊机, 4.00%
节能分析
不同类型焊机效率的比较
效率
1 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1
0 变压器焊机 可控硅焊机
逆变焊机
节能分析 不同类型焊机(400A)耗电的比较
千元/电费年
50 45 40 35 30 25 20 15 10 5 0
传统变压器二管整流焊机:
年耗电量=(198kW×4.8小时+0.1kW×3.2小时)×245天 =950.72×245天=232926.4(度,千瓦/小时)
传统变压器二管整流焊机年用电费:0.79元×232926.4度
=184011.836元
使用逆变高创ZX7-400焊机每年可节电104528.8度,节约电费 55614.236元,使用两年半左右就可以收回购买焊机所花的钱。
2。1公斤煤约排放10标立方米烟气。
ZXE-400-6 950.72度 232926.4度
-- --
--
-- 184011.856元
--
高创ZX7-400与焊机电气数据对比较
型号 ZX7-400I-6
控制方式
-
额定输入电压。相 数
-
输入电源频率
HzΒιβλιοθήκη 额定输入容量kVA
额定输出电流
A
额定输出电压
V
额定负载持续率
电气技术参数比较
高创ZX7-400D-6 逆变多头焊机
传统变压器二极管整流 ZXE6X400焊机
焊接性能比较
逆变手工焊机 由于使用高频通过
脉宽调制技术(PWM) 逆变整流可提供更强更 集中更为平稳的电弧, 在进行短路熔滴过渡时, 焊条与工件发生短路后, 其反应更加迅速。具有 良好的动特性,电弧稳 定,溶池容易控制。
变压器焊机
可控硅焊机
逆变焊机
ZX7-400I-6与ZXE-400-6焊机耗电量对比
年耗电量计算公式: 年耗电量=(额定输入功率×4.8小时+空载输入功
率×3.2小时)×245天 注: 1.计算所使用的电气数据均来自产品样本; 2.电费按某地区2006年工业用电电价计算(0.79元/
度); 3.时间按每年245个工作日,每天工作8小时(负载