高铬铸铁衬板裂纹原因分析.
高铬铸铁耐磨衬板的热处理工艺改进
高铬铸铁耐磨衬板的热处理工艺改进我公司生产的2号和6号衬板是一种高铬合金铸铁,因其耐热耐磨性能好,广泛用于各大钢铁公司的高炉设备。
但由于其脆性大,无论在铸造还是在热处理过程中、极易断裂。
据我们过去统计,在热处理时,尺寸约在1000毫米×500毫米×25毫米以下的中小型衬板废品率一般在10~15%,尺寸在此以上的大衬板最高时甚至达到50%左右。
由于规格繁多,几何形状多样,生产难度较大,每年的平均废品率一般都在16%左右。
走访过一些单位,大家都认为衬板开裂的原因很多,与其铸造内在质量、外观质量、尺寸大小、几何形状、化学成分等多种因素有关。
但我们认为主要是热处理加热和冷却条件。
这种衬板在加热和冷却过程中体积变化特别突出。
加热时其体积增大,而冷却时体积缩小。
对同一块衬板来说,加热速度过快,体积增大速度上下不一,造成较大应力,导致开裂。
衬板在砂箱中摆放过挤,受热后体积增大受到限制,也会迫使它以开裂方式释放体积变化受阻产生的应力。
开裂最多是在出炉后,衬板在砂箱中以空气风冷时,边缘冷却快,体积大幅度收缩,而中部不易冷却,其红热部分收缩量滞后,中部阻止外部收缩,这时中部承受边缘施加的压应力,而边缘收缩受阻承受很大的拉应力,而衬板的韧性又较低,当拉应力达到一定极限后,外部边缘以开裂形式来释放应力。
这时如注意观察会发现,裂纹通常起源于衬板冷得最快的长边中段某处,因为这里的应力聚集最大,开口裂得较宽,裂口端部可达3~4毫米,当中部随时间延长逐渐降温收缩后,边缘与中部的收缩量接近一致,裂口便闭合在一起,然而,很长的裂纹已经产生,甚至断开。
所以我们认为冷却和加热过程中,在同一块衬板上的温度一致性,是保证衬板不裂的决定性因素。
裂因明确后,在加热过程中,我们采取逐步升温、均温的方法,这与老方法基本相同,目的使同一块衬板均匀受热,各部分膨胀系数基本一样,但必须注意要将大衬板摆放在宽松的工装或砂箱内,让其可以有足够的空间膨胀。
铸造裂纹产生的原因和避免的措施
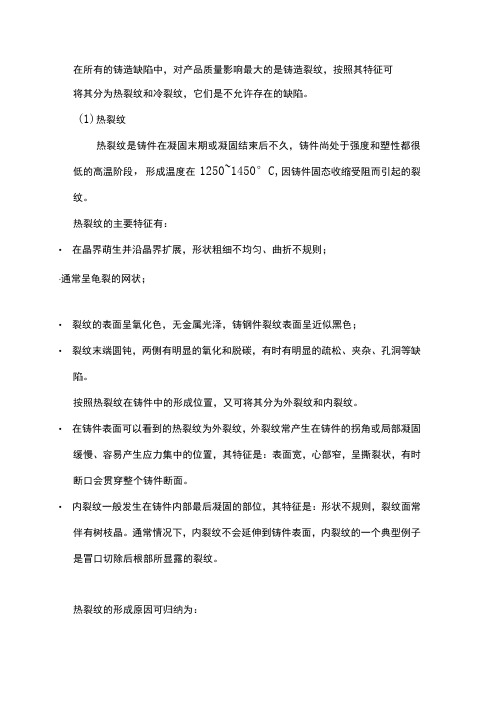
在所有的铸造缺陷中,对产品质量影响最大的是铸造裂纹,按照其特征可将其分为热裂纹和冷裂纹,它们是不允许存在的缺陷。
(1)热裂纹热裂纹是铸件在凝固末期或凝固结束后不久,铸件尚处于强度和塑性都很低的高温阶段,形成温度在1250~1450°C,因铸件固态收缩受阻而引起的裂纹。
热裂纹的主要特征有:•在晶界萌生并沿晶界扩展,形状粗细不均匀、曲折不规则;∙通常呈龟裂的网状;•裂纹的表面呈氧化色,无金属光泽,铸钢件裂纹表面呈近似黑色;•裂纹末端圆钝,两侧有明显的氧化和脱碳,有时有明显的疏松、夹杂、孔洞等缺陷。
按照热裂纹在铸件中的形成位置,又可将其分为外裂纹和内裂纹。
•在铸件表面可以看到的热裂纹为外裂纹,外裂纹常产生在铸件的拐角或局部凝固缓慢、容易产生应力集中的位置,其特征是:表面宽,心部窄,呈撕裂状,有时断口会贯穿整个铸件断面。
•内裂纹一般发生在铸件内部最后凝固的部位,其特征是:形状不规则,裂纹面常伴有树枝晶。
通常情况下,内裂纹不会延伸到铸件表面,内裂纹的一个典型例子是冒口切除后根部所显露的裂纹。
热裂纹的形成原因可归纳为:1.浇铸冷却过程中收缩应力过大;2.铸件在铸型中收缩受阻;3.铸件冷却不均匀;4.铸件结构设计不合理,存在几何尺寸突变;5.有害杂质在晶界富集;6.铸件表面与涂料之间产生了相互作用。
(2)冷裂纹冷裂纹是铸件凝固结束后继续冷却到室温的过程中,因铸件局部受到的拉应力大于铸件本体的破断强度而引起的开裂。
冷裂纹的主要特征有:L总是发生在承受拉应力的部位,特别是铸件形状、尺寸发生变化的应力集中部位;2.裂纹宽度均匀、细长,呈直线或折线状,穿晶扩展;3.裂纹面比较洁净、平整、细腻,有金属光泽或呈轻度氧化色;4.裂纹末端尖锐,裂纹两侧基本无氧化和脱碳,显微组织与基体的基本相同。
冷裂纹产生的原因,可归纳为:1.铸件结构系统设计不合理,铸件壁厚不均匀会导致铸造应力,有时会产生冷裂纹,刚性结构的铸件,由于其结构的阻碍,温度降低导致的收缩应力容易使铸件产生冷裂纹,薄壁大芯、壁薄均匀的铸件非常容易产生冷裂纹;2.浇冒口系统设计不合理,对于壁厚不均匀的铸件,如果内浇口设置在铸件的厚壁部分时,将使铸件厚壁部分的冷却速度更加缓慢,导致或加剧铸件各部分冷却速度的差别,增大了铸造热应力,容易使铸件产生冷裂纹,浇冒口位置设计不当时,也会直接阻碍铸件收缩,使铸件容易产生冷裂纹;3.型砂或型芯的强度太高,高温退让性差,或舂砂过紧,使铸件收缩受到阻碍,产生很大的拉应力,导致铸件产生冷裂纹;4.钢的化学成分不合格,有害元素磷含量过高,使钢的冷脆性增加,容易产生冷裂纹5.铸件开箱过早,落砂温度过高,或者在清砂时受到碰撞、挤压等都会引起铸件的开裂。
探讨铸造铁热裂缺陷的生成原因及对策
探讨铸造铁热裂缺陷的生成原因及对策铸造铁热裂缺陷的生成原因及对策铸造铁热裂缺陷是一种常见的铸造缺陷,其在铸造过程中可能会导致铁件的破碎甚至失效。
了解铸造铁热裂缺陷的生成原因,并采取相应的对策,对于优化铁铸件的质量和性能具有重要意义。
本文将探讨铸造铁热裂缺陷的生成原因及对策。
一、铸造铁热裂缺陷的生成原因1. 温度梯度引起的热应力在铸造过程中,由于冷却速率的不均匀性,铸件内部会形成温度梯度。
这种温度梯度会导致热应力的产生,当热应力超过铸件材料的强度极限时,就会引发铁热裂缺陷。
2. 化学成分不均匀性铸件的化学成分不均匀也是导致铁热裂缺陷的原因之一。
在铁铸件中,如果一侧的组分与另一侧不同,就会产生不均匀的热应力分布,造成铁热裂。
3. 晶粒结构的变化铁铸件在冷却过程中会发生相变或凝固过程,晶粒结构的不规则变化也会导致铁热裂缺陷的形成。
例如,当晶粒的排列不连续或出现晶粒堆积时,容易形成热裂。
二、对策1. 控制冷却速率为了降低铸造铁热裂缺陷的风险,可以通过控制冷却速率来减少温度梯度。
可以采用快速冷却,或者在铸造过程中采取适当的降温措施,如喷水冷却等。
2. 优化化学成分铸件化学成分不均匀会导致铁热裂缺陷的发生,因此必须对原材料进行严格的化学成分检测和控制。
确保铸造过程中铁铸件的化学成分均匀,可以减少热应力的不均匀分布。
3. 控制晶粒结构通过优化铸造工艺和控制冷却速率,可以实现更均匀的晶粒结构。
采用合适的铸造过程参数,例如浇注温度和浇注速度等,可以避免晶粒结构的变化,减少铁热裂缺陷的风险。
4. 热处理适当的热处理可以有效地解决铸造铁热裂缺陷问题。
通过热处理,可以改善晶粒结构和组织性能,减少内部应力的积累,提高铸件的抗热裂能力。
5. 检测和控制在铸造铁热裂缺陷的预防和控制过程中,必须进行严格的检测和控制。
采用先进的无损检测技术,如超声波检测、X射线检测等,可以及时发现潜在的铁热裂缺陷,并采取相应的措施进行修复或调整。
铸钢与钢材焊接出现裂纹的原因
铸钢与钢材焊接出现裂纹的原因
铸钢与钢材焊接出现裂纹的原因有以下几点:
1. 温度应力:铸钢和钢材在焊接过程中会因为温度的变化而发生体积收缩或膨胀,这会导致内部温度应力的产生,如果应力超过了材料的承受能力,就会引起裂纹的形成。
2. 合金元素:铸钢和钢材中的合金元素对焊接性能有一定的影响。
某些合金元素具有较高的焊接敏感性,容易出现裂纹。
例如,硫、磷、锰等元素都会降低钢的焊接性能,增加裂纹的形成风险。
3. 内部缺陷:铸钢和钢材本身存在内部缺陷,如气孔、夹杂物等,这些缺陷在焊接过程中容易成为裂纹的起始点。
4. 焊接参数选择不当:焊接参数的选择不合理也是导致裂纹形成的原因之一。
例如,焊接时的焊接速度过快,焊接温度过高或过低,都可能导致焊接接头发生裂纹。
5. 焊接残余应力:焊接完成后,由于焊缝区域受到加热和冷却的影响,会产生残余应力。
如果这些应力超过了材料的承受能力,就会引起裂纹的形成。
为了避免铸钢和钢材焊接出现裂纹,需要控制焊接过程中的温度、合金元素含量,确保焊接参数的合理选择,并进行后续的热处理等措施来纠正残余应力。
高铬铸铁衬板热处理裂纹的原因分析及预防措施

《大型铸锻件》HEAVY CASTINGS ANDFORGINGSNo.6 November2019高锯铸铁衬板热处理裂纹的原因分析及预防措施李洁"张广威"孔玉婷"郎庆斌2殷立涛1(1.中信重工机械股份有限公司,河南471003;2.河南省大型铸锻件工程技术研究中心,河南471003)摘要:通过化学成分分析以及宏观、微观组织观测和硬度检验等试验方法对高珞铸铁衬板在热处理过程中产生的裂纹进行了分析,结果表明热处理过程中的组织应力和热应力在变截面处集中是裂纹形成的直接原因。
通过热处理工艺试验发现适当降低淬火温度并提高回火工艺可确保基体硬度并有效预防裂纹的产生。
键词:高珞铸铁衬板;裂纹;热处理应力;回火工艺中图分类号:TG157文献标志码:BCause Analysis and Preventive Measures of Heat Treatment Crack ofHigh Chromium Cast Iron Lining PlateLi Jie,Zhang Guangwei,Kong Yuting,Lang Qingbin,Yin LitaoAbstracS:The cracks of high chromium cast iron lining plate during heat treatment have been analyzed by means of chemicai composition analysis,macro s tructure,micro s tructure observation and hardness test.The results show that the concenmahoy of microstructure stress and thermai stress on the vvriable cross section during the heat treatment process is the direct cause of crack formation.Through the heat meatment test,C is found that properly reducing the quenching temperature and increasing the tempering process can ensure the hardness of the matriu and effectOely prevent cracks.Key words:high chromium cast iron lining plate;crack;heat treatment stress;tempering process高鎔铸铁衬板的鎔含量较高,经热处理后会在基体组织中形成弥散分布的硬度很高的MC 碳化物,提高基体组织的耐磨性和韧性口"],现已广泛应用于冶金、水泥粉磨、矿山、火力发电等行业⑶。
铸铁焊后为什么会开裂?
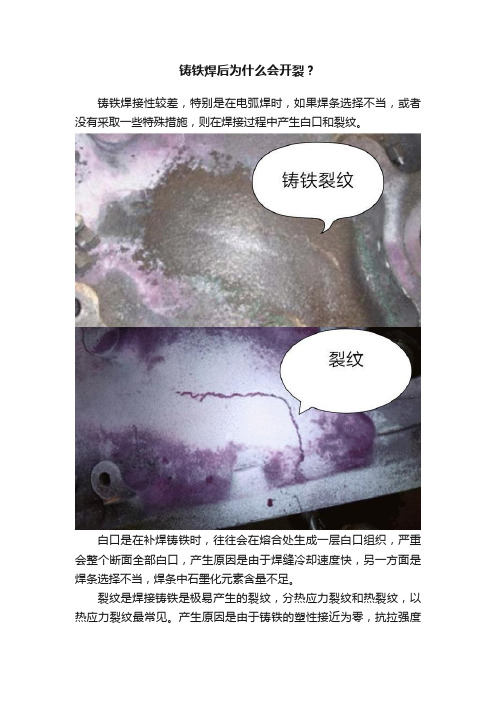
铸铁焊后为什么会开裂?
铸铁焊接性较差,特别是在电弧焊时,如果焊条选择不当,或者没有釆取一些特殊措施,则在焊接过程中产生白口和裂纹。
白口是在补焊铸铁时,往往会在熔合处生成一层白口组织,严重会整个断面全部白口,产生原因是由于焊缝冷却速度快,另一方面是焊条选择不当,焊条中石墨化元素含量不足。
裂纹是焊接铸铁是极易产生的裂纹,分热应力裂纹和热裂纹,以热应力裂纹最常见。
产生原因是由于铸铁的塑性接近为零,抗拉强度
低,焊接时如果焊缝强度高于母材,则冷却时母材往往牵制不住焊缝收缩,使结合处母村被撕裂。
此外,当结合处产生白口组织时,因白口组织硬而脆,冷却收缩率比铸铁大得多,更促使焊缝金属冷却时易开裂。
手弧焊铸铁分冷焊、热焊、手工电渣焊。
冷焊时焊前不预热,焊前应彻底去除母材油污,裂纹两端打上止裂孔,坡口形状要便于焊补及减少焊件的溶化量。
釆用钢心或铸铁芯以外焊条时,小直径焊条尽量用小焊接电流,以减少内应力和热影响区的宽度。
采用短段焊、断续焊、分散焊时,每焊15mm左右后要用小锤敲打焊缝,待冷却到60℃时,再焊下一道,以减小焊接应力。
热焊指焊接前将焊件全部或局部加热到600℃~700℃,焊后保温缓冷。
热焊吋,焊条选用EZCQ,釆用大电流连续焊,焊接电流为焊条直径的50倍。
手工电渣焊实质上是利用石墨电极和焊剂在缺陷处产生电渣过程,将铁屑加入渣池中,依靠渣池热量将母材和铁屑熔化而焊合在一起。
手工电渣焊由于电渣热源温度低,所以加热和冷却都较慢,因而有效
避免白口,减小焊接应力。
焊前需要预热,不然底部会造成未熔合。
铸铁焊补时产生裂纹的原因及预防措施

铸铁焊补时产生裂纹的原因及预防措施铸铁是一种常见的材料,具有耐热、耐磨、耐腐蚀等特性,在工业设备的制造和修理中被广泛应用。
焊接是常见的修补方式之一,但在铸铁焊接过程中,有时会产生裂纹,影响焊接质量和工件的使用寿命。
本文将介绍铸铁焊补时产生裂纹的原因及预防措施。
产生裂纹的原因焊接过程中的温度应力铸铁焊接时会产生温度应力,可能导致产生裂纹。
这是由于焊缝区域的温度迅速升高,造成铸铁的不同部位热膨胀系数不同,产生了内应力。
当内应力超过铸铁的破坏强度时,就会形成裂纹。
因此,焊接时应尽量控制温度升高的速度,减少内应力的产生。
铸铁的低延展性铸铁是一种脆性材料,延展性较差,焊接时极易产生裂纹。
因此,在铸铁焊接前需进行预热操作,以提高铸铁的可变形性和塑性。
同时还要注意选择合适的焊接材料和焊接方法,以降低铸铁的热影响区和热处理应力,减少裂纹的产生。
铸铁的化学成分铸铁的化学成分直接影响其强度和延展性。
当铸铁中含有过多的硫和磷等元素时,焊接过程中易产生气孔、裂纹等缺陷。
因此,在铸铁焊接前应对铸铁材料进行化学成分分析,选择合适的焊接方式和焊接材料,以减少缺陷产生的风险。
预防裂纹的措施选择合适的焊接材料和焊接方法为防止铸铁焊接产生裂纹,需要选择合适的焊接材料和焊接方法。
选择焊接材料时应考虑其热膨胀系数和化学成分,与铸铁匹配。
常用的焊接方法有氧乙炔焊、手电焊、气体保护焊等。
在选择焊接方法时,应根据情况选择预热、焊接和冷却的速度,以控制内应力的产生。
预热操作预热是减少焊接过程中产生内应力的重要措施之一。
预热时需将铸铁温度升高到一定程度,以提高铸铁的延展性和可变形性。
预热温度应该根据铸铁的不同情况进行调整,一般为150-300度。
预热操作可以使用火炬、炉子、电热等多种方式实施。
控制焊接过程中的温度在焊接过程中,应尽量控制温度的升高速度,以避免产生内应力。
可以通过加速冷却、降低焊接电流、加强气体保护等方式控制焊接过程中的温度。
同时还要注意避免焊接温度过低,否则焊接质量会受到影响。
铸件热裂纹的原因及其防治措施
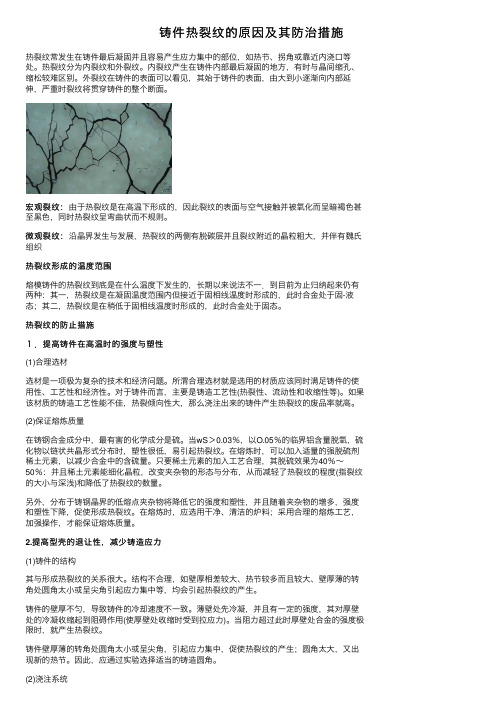
铸件热裂纹的原因及其防治措施热裂纹常发⽣在铸件最后凝固并且容易产⽣应⼒集中的部位,如热节、拐⾓或靠近内浇⼝等处。
热裂纹分为内裂纹和外裂纹。
内裂纹产⽣在铸件内部最后凝固的地⽅,有时与晶间缩孔、缩松较难区别。
外裂纹在铸件的表⾯可以看见,其始于铸件的表⾯,由⼤到⼩逐渐向内部延伸,严重时裂纹将贯穿铸件的整个断⾯。
宏观裂纹:由于热裂纹是在⾼温下形成的,因此裂纹的表⾯与空⽓接触并被氧化⽽呈暗褐⾊甚宏观裂纹:⾄⿊⾊,同时热裂纹呈弯曲状⽽不规则。
微观裂纹:沿晶界发⽣与发展,热裂纹的两侧有脱碳层并且裂纹附近的晶粒粗⼤,并伴有魏⽒微观裂纹:组织热裂纹形成的温度范围熔模铸件的热裂纹到底是在什么温度下发⽣的,长期以来说法不⼀.到⽬前为⽌归纳起来仍有两种:其⼀,热裂纹是在凝固温度范围内但接近于固相线温度时形成的,此时合⾦处于固-液态;其⼆,热裂纹是在稍低于固相线温度时形成的,此时合⾦处于固态。
热裂纹的防⽌措施1.提⾼铸件在⾼温时的强度与塑性(1)合理选材选材是⼀项极为复杂的技术和经济问题。
所渭合理选材就是选⽤的材质应该同时满⾜铸件的使⽤性、⼯艺性和经济性。
对于铸件⽽⾔,主要是铸造⼯艺性(热裂性、流动性和收缩性等)。
如果该材质的铸造⼯艺性能不佳,热裂倾向性⼤,那么浇注出来的铸件产⽣热裂纹的废品率就⾼。
(2)保证熔炼质量在铸钢合⾦成分中,最有害的化学成分是硫。
当wS>0.03%,以O.05%的临界铝含量脱氧,硫化物以链状共晶形式分布时,塑性很低,易引起热裂纹。
在熔炼时,可以加⼊适量的强脱硫剂稀⼟元素,以减少合⾦中的含硫量。
只要稀⼟元素的加⼊⼯艺合理,其脱硫效果为40%~50%:并且稀⼟元素能细化晶粒,改变夹杂物的形态与分布,从⽽减轻了热裂纹的程度(指裂纹的⼤⼩与深浅)和降低了热裂纹的数量。
另外,分布于铸钢晶界的低熔点夹杂物将降低它的强度和塑性,并且随着夹杂物的增多,强度和塑性下降,促使形成热裂纹。
在熔炼时,应选⽤⼲净、清洁的炉料;采⽤合理的熔炼⼯艺,加强操作,才能保证熔炼质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
凝固温度范围也宽,铸件凝固时固相线收缩开始得
早,固相晶粒骨架随着降温而发生的线收缩值就大,
图1铸件裂纹
Fig.1The
casting
emekle
收稿暑期"-2008--05一05
作者简介:李振球(1971一),男,机械工程师,主要从事铸造产品的质量、销售及经营管理的工作。
联系电话:0793-7700163;E—mail:1.。qTlll25@163.coin
万方数据
・62・
热处理技术与装备第29卷
一旦线收缩受阻,就会产生很大的拉应力。而宽凝固温度范围的合金,由于其凝固区域宽,晶粒问液相,渗流流动路程长而曲折,难以填补固相结晶产生的空隙(热裂缝),其治愈热裂的能力很差,故该类合金铸件容易产生热裂(包括内热裂和外热裂)。内热裂主要产生在厚实铸件最后凝固的中心部位,或产生于补缩不良的缩孔的尾部,延伸人铸件中…。
为防止产生上述裂纹,在设计冒口直径和高度时
依照:冒El直径D≥1.1T(T为铸件壁厚)、冒口高度H>2.0D(D为冒口根部直径)设计,冒口起到很好的补缩效果,这也在很大程度上抑制内热裂的产生。
图2铸件裂纹
Fig.2Theeaatin¥crackle
对于已经设计好的铸造工艺,我们运用华铸CAE/InteCAST一铸造工艺分析软件对产品的铸造工艺,进行了凝固过程的模拟分析,模拟分析结果显示(如图3),靠近上表面的心部位置为最后凝固的部位,而衬板中的裂纹出现在下表面。所以可以初步确定图l中A、B两处的裂纹和图2中C处的裂纹不是由铸件内部存在的内热裂扩散形成的。
图3凝固模拟示意图
Fig.3Sketch
map
0f
cone枷ng
simulation
左右两边的弧度大于前后的弧度,弧度越大,承受变形的能力越弱,所以左右两边能够承受变形的能力弱于前后两边,在相同的应力条件下,左右出现裂纹的几率较大。从图2可以看到,在铸件一侧离下表面弧线比较近的地方,放置了一个便于切削加工的低碳钢的“预埋铁”,这个“预埋铁”,如同”内冷铁”对过热铁水起激冷作用,在它的周围首先形成了一层细密的过冷组织。它的存在不但会产生一定的组
Abstract:Thispaperanalysisedthe
r,BR,.qon8
formedcrackl伪intheunderboardingthatlnadeofhi曲Cr
castiron
on婚scale
verticalmillduringtheheattreatment.TheresultshowsthattheCastresidualstress
appem七
ne.Altr
tlleembeddediron.
Keywords:crackle;castresidual
stress;temporarythermalstress;embedded
iron
我公司为一厂商生产的立磨机衬板,有十几个型号品种,上百吨产品,仅型号为1-52一AIOI的三件产品,经热处理后发现裂纹。该型号产品是高铬铸铁材质,成分(质量分数,%)C
growsexcessiveduetothere,&sonlesspositionof
embedded
iron,SOastosuperposethetemporarythermal
stress
andcastresidual
st煳,whilethe
heatinginheattreatment,whichresultsinthecrackl伪to
第29卷第6期
2008年12月
热处理技术与装备
RECH砌JISHU
YUZHUANGBEI
Vd.29.No.6
Dec.,2008
・现场经验・
高铬铸铁衬板裂纹ቤተ መጻሕፍቲ ባይዱ因分析
李振球1,付向上1,杨乘东2,程翔1
(1.江铜集团德兴铸造有限公司,德兴江西334224;2.昆明理工大学材料学院,云南昆明650021)摘要:分析高铬铸铁的大型立磨机衬板热处理过程中产生裂纹的原因,结果表明:预埋铁设计放置
高铬铸铁衬板的铸件成品,在清砂及其后的打磨过程中,如操作不当也可能会产生裂纹。精整打磨的过程中,由于高铬铸铁导热性差…,如果在同一
个地方打磨的时间过长,会使局部温度升得过快、过
高而产生磨削裂纹,我们打磨时都是两块产品交叉磨,在磨削面上也是各点交叉磨,而且根据气温的高低确定打磨速度,气温越低打磨速度越慢,对一件产
位置欠佳,造成产品的铸造残余应力过大。以至于在热处理加热时的临时热应力与铸造残余应力叠
加,而使预埋铁的近区产生裂纹。
关键词:裂纹;铸造残余应力;临时热应力;预埋铁中图分类号:TGl63文献标识码:A
文章编号:1673-4971(2008)06—0061-02
TheAnalysisofReasonsFormedCracklesinthe・・Underboardingof
IIigh
CrCastIron
LI
Zheng—qiul,Fu
Xing—shan91,YANG
Cheng-don矿,CHENG
Xiang
(1.DebugCastingCo.Ltd.,JiangxiCopper
Corporation,Sexing
JiaII鲥334224,China;
2.ConegeofMaterials,KunmingUniversityofScienceandTechnoloffl,KunmingYunnan650021,China)
品做到人停,机不停地磨,有效避免磨削裂纹的出
现。并对每一件产品进行着色探伤,从没发现过该处有裂纹。所以热处理前铸件外热裂也不存。
浇注时冒口及浇注位置如图3所示,铸件在冷
却过程中,下表面受到残余热拉应力的作用,上表面
则是残余热压应力,衬板结构属于柔性结构,在铸造应力的作用下,可以通过部分变形来松弛铸造应力。铸件下表面的前后和左右两组弧线的弧度不一样,
2.45—2.75、MnI.1
一1.4、Cr19—21、M00.7一O.9、Si0.3—0.6、Ni0.8
一1.0、S<0.06、P<0.06单重1268ks一次连续生产了40件。出厂前每件都经严格的着色探伤检验,化学成份均符合厂商的要求。
经过打磨发现铸件表面出现清晰的细小裂纹,如图1中A和B以及图2中C位置所示,均可以看到细小清晰的裂纹。而这类裂纹仅在此面上出现。由